Anda mungkin juga menyukai
- POF Specs 2009Dokumen38 halamanPOF Specs 2009eRCeckoBelum ada peringkat
- IliDokumen38 halamanIlidanish_shoaib6874100% (1)
- PiggingDokumen30 halamanPiggingNguyen Van Hieu100% (1)
- Specification and Requirements For Intelligent Pig Inspection of PipelinesDokumen17 halamanSpecification and Requirements For Intelligent Pig Inspection of Pipelinesplatipus_85100% (1)
- Tubing and CasingDokumen10 halamanTubing and CasingEnd LabBelum ada peringkat
- Pigging TerminologyDokumen7 halamanPigging Terminologyssv_076874Belum ada peringkat
- ASME CODE Requirements - PipingDokumen6 halamanASME CODE Requirements - PipingJithin FrancizBelum ada peringkat
- Pipe Inspection SpecificationDokumen49 halamanPipe Inspection SpecificationRama Krishna Reddy DonthireddyBelum ada peringkat
- DEVELOP OCTG Inspection FundamentalsDokumen75 halamanDEVELOP OCTG Inspection FundamentalsFikri Barry AlfianBelum ada peringkat
- Sandwich Bus Duct Specs for Power SystemDokumen15 halamanSandwich Bus Duct Specs for Power SystemONILEDA1970Belum ada peringkat
- Casing and Tubing Crossovers: ScopeDokumen4 halamanCasing and Tubing Crossovers: Scopeislam atifBelum ada peringkat
- Pipe Inspection RobotsDokumen50 halamanPipe Inspection RobotsManojBelum ada peringkat
- Piping InspectionDokumen6 halamanPiping InspectionFs100% (1)
- Inspection and Maintenance of Drillpipe E-BookDokumen39 halamanInspection and Maintenance of Drillpipe E-BookRichard More Leon100% (2)
- In-service Condition Monitoring of Piping SystemsDokumen13 halamanIn-service Condition Monitoring of Piping Systemsamirreza_eng3411Belum ada peringkat
- Thermal-Resistant Aluminum Conductor SpecificationDokumen8 halamanThermal-Resistant Aluminum Conductor SpecificationAshraf AbdulredhaBelum ada peringkat
- Project Standards and Specifications Pipeline Construction Rev01Dokumen15 halamanProject Standards and Specifications Pipeline Construction Rev01hiyeonBelum ada peringkat
- Glossary of Pipeline TermsDokumen11 halamanGlossary of Pipeline TermsManoj Kumar InsulkarBelum ada peringkat
- Bus Duct Technical SpecificationsDokumen15 halamanBus Duct Technical SpecificationsAshish Mulik100% (1)
- Is 3589 - 2001Dokumen21 halamanIs 3589 - 2001Aara MeghBelum ada peringkat
- IS 3589 - 2003-10 - With Amd 1 To 4Dokumen25 halamanIS 3589 - 2003-10 - With Amd 1 To 4hhr2412Belum ada peringkat
- Base Line SurveyDokumen10 halamanBase Line Surveycisar0007Belum ada peringkat
- Pipe Inspection RobotsDokumen49 halamanPipe Inspection Robotssamadhan khaireBelum ada peringkat
- PUBLIC POWER CORPORATION SPECIFICATION FOR STOCKBRIDGE VIBRATION DAMPERSDokumen10 halamanPUBLIC POWER CORPORATION SPECIFICATION FOR STOCKBRIDGE VIBRATION DAMPERSgiorgis072Belum ada peringkat
- PLUMBINGDokumen5 halamanPLUMBINGhadjie ansayBelum ada peringkat
- SS Weld SpecificationDokumen39 halamanSS Weld SpecificationmurugesanBelum ada peringkat
- NDT of helically welded pipesDokumen13 halamanNDT of helically welded pipes_ARCUL_Belum ada peringkat
- PDF Api 570 Awareness Coursepdf DDDokumen23 halamanPDF Api 570 Awareness Coursepdf DDkareemBelum ada peringkat
- Inspection, Repair, Alteration, and Rerating of In-Service Piping SystemsDokumen3 halamanInspection, Repair, Alteration, and Rerating of In-Service Piping Systemskhaled saadnehBelum ada peringkat
- Integrity of Pipeline SystemsDokumen2 halamanIntegrity of Pipeline Systemssl1828Belum ada peringkat
- 4 - Mike ShandDokumen6 halaman4 - Mike ShandPieter Vd MerweBelum ada peringkat
- Robotic NDE: A New Solution For In-Line Pipe Inspection: Anouar Jamoussi, PH.DDokumen8 halamanRobotic NDE: A New Solution For In-Line Pipe Inspection: Anouar Jamoussi, PH.DSharath HollaBelum ada peringkat
- DG BusductDokumen16 halamanDG BusductanandpurushothamanBelum ada peringkat
- Electrical ConduitDokumen9 halamanElectrical ConduitAngling DharmaBelum ada peringkat
- Pipeline Pigging SystemsDokumen6 halamanPipeline Pigging Systemsashrafhitler100% (1)
- Conduit Installation Guide by StiDokumen34 halamanConduit Installation Guide by StiJOSE LUIS FALCON CHAVEZBelum ada peringkat
- GN 42-002 - Piping Joint Handbook - January 2007Dokumen113 halamanGN 42-002 - Piping Joint Handbook - January 2007vedadonBelum ada peringkat
- Sensor TechnologiesDokumen10 halamanSensor TechnologiesMiguel LiceagaBelum ada peringkat
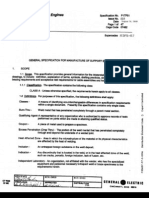
- GE Aircraft Engines SpecificationDokumen51 halamanGE Aircraft Engines SpecificationpmrennBelum ada peringkat
- Section2 - Hydro TestersDokumen8 halamanSection2 - Hydro TestersMelele MuBelum ada peringkat
- External Corrosion Direct AssessmentDokumen13 halamanExternal Corrosion Direct Assessmentgunawan refiadi100% (2)
- Advance NDTDokumen17 halamanAdvance NDTGOUTHAM RATHINAMBelum ada peringkat
- Piping fabrication standardsDokumen10 halamanPiping fabrication standardsGabrielPantilicaBelum ada peringkat
- Cable Trays For Electrical Systems-Rev05Dokumen8 halamanCable Trays For Electrical Systems-Rev05Mohamed Hamed100% (1)
- Pipe ManualDokumen60 halamanPipe ManualfernandojffBelum ada peringkat
- Catalogue - RussiaDokumen21 halamanCatalogue - RussiakarimBelum ada peringkat
- Specification - Pipes FlangesDokumen3 halamanSpecification - Pipes FlangesAco CvijeticBelum ada peringkat
- Neftegasdiagnostica Group Offers Oil & Gas Pipeline InspectionDokumen31 halamanNeftegasdiagnostica Group Offers Oil & Gas Pipeline InspectionAMIGOBelum ada peringkat
- New Developments in The Inspection of Gas Distribution MainsDokumen6 halamanNew Developments in The Inspection of Gas Distribution MainsscrbdgharaviBelum ada peringkat
- MFMA 2004 StandardsDokumen38 halamanMFMA 2004 StandardsJuan Carlos MendezBelum ada peringkat
- 2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIDokumen10 halaman2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIAgniva Dutta100% (1)
- IS 3589-2001 MS PipesDokumen21 halamanIS 3589-2001 MS Pipesiampatanjali100% (5)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDari Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsPenilaian: 4 dari 5 bintang4/5 (1)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDari EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerPenilaian: 5 dari 5 bintang5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Subsea Pipeline Design, Analysis, and InstallationDari EverandSubsea Pipeline Design, Analysis, and InstallationPenilaian: 3 dari 5 bintang3/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDari EverandAll-in-One Manual of Industrial Piping Practice and MaintenancePenilaian: 5 dari 5 bintang5/5 (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDari EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingBelum ada peringkat
- Thermal Degradation of Boiler or SteelDokumen5 halamanThermal Degradation of Boiler or SteelbalakrishnaBelum ada peringkat
- Pipecheck BrochureDokumen5 halamanPipecheck BrochurebalakrishnaBelum ada peringkat
- 5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDFDokumen83 halaman5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDF许凉发Belum ada peringkat
- One Page Business PlanDokumen2 halamanOne Page Business PlanbalakrishnaBelum ada peringkat
- Closing The Loop - Pune, India Case StudyDokumen23 halamanClosing The Loop - Pune, India Case StudybalakrishnaBelum ada peringkat
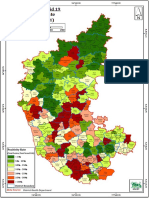
- Positivity Rate-Talukwise (31 May 2021) With ListDokumen2 halamanPositivity Rate-Talukwise (31 May 2021) With ListbalakrishnaBelum ada peringkat
- NIIR Project-Reports-ListDokumen298 halamanNIIR Project-Reports-ListbalakrishnaBelum ada peringkat
- Folder ApplicationsSolutions EN 03 19-WebDokumen32 halamanFolder ApplicationsSolutions EN 03 19-WebbalakrishnaBelum ada peringkat
- Oil and Gas Mole Sieve ProcessDokumen1 halamanOil and Gas Mole Sieve ProcessbalakrishnaBelum ada peringkat
- Project Profile On FranchiseDokumen9 halamanProject Profile On Franchisebalakrishna100% (1)
- Tax Audit Requirements for Intraday Equity and F&O Trading IncomeDokumen5 halamanTax Audit Requirements for Intraday Equity and F&O Trading IncomebalakrishnaBelum ada peringkat
- 5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDFDokumen83 halaman5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDF许凉发Belum ada peringkat
- Afv PDFDokumen8 halamanAfv PDFLuis Enrique Leyva OvalleBelum ada peringkat
- Load Calculation SheetDokumen2 halamanLoad Calculation SheetbalakrishnaBelum ada peringkat
- Scaffolding Erection - Rescue Plan SampleDokumen2 halamanScaffolding Erection - Rescue Plan Samplebalakrishna83% (6)
- Gas Pipeline Hydraulic Analysis CalculationDokumen10 halamanGas Pipeline Hydraulic Analysis Calculationbalakrishna100% (3)
- Pipeline Corrosion Assessment MethodsDokumen31 halamanPipeline Corrosion Assessment MethodsRicardo Andres Santamaria Torres100% (2)
- Corrosion Management Issue153 LowresDokumen32 halamanCorrosion Management Issue153 Lowresbalakrishna100% (1)
- Pipeline Defect Assessment Manual - Short ReviewDokumen7 halamanPipeline Defect Assessment Manual - Short Reviewbalakrishna0% (1)
- Case Study On The Implementation of A Pims System For An Offshore AssetDokumen7 halamanCase Study On The Implementation of A Pims System For An Offshore AssetbalakrishnaBelum ada peringkat
- Reliability and Limitations of Corrosion Prediction Tools For Oil and Gas PipelineDokumen10 halamanReliability and Limitations of Corrosion Prediction Tools For Oil and Gas PipelinebalakrishnaBelum ada peringkat
- Good Practice Guide: Remaining Life AssessmentDokumen23 halamanGood Practice Guide: Remaining Life AssessmentbalakrishnaBelum ada peringkat
- Stress Corrosion Cracking Recommended Practices 2007Dokumen205 halamanStress Corrosion Cracking Recommended Practices 2007Vicknesh Thanabal80% (5)
- Reliability Assessments of Corroded Pipelines Based On Internal Pressure - A ReviewDokumen30 halamanReliability Assessments of Corroded Pipelines Based On Internal Pressure - A ReviewbalakrishnaBelum ada peringkat
- A Review On Pipeline Condition Prediction MethodsDokumen15 halamanA Review On Pipeline Condition Prediction Methodsbalakrishna100% (1)
- Corrosion Management Issue153 LowresDokumen32 halamanCorrosion Management Issue153 Lowresbalakrishna100% (1)
- Corrosion Risk Assessment and Safety Management For Offshore Processement FacilitiesDokumen60 halamanCorrosion Risk Assessment and Safety Management For Offshore Processement Facilitiesdmls100% (3)
- Ovr IbDokumen27 halamanOvr IbAriel CaresBelum ada peringkat
- HP HP3-X11 Exam: A Composite Solution With Just One ClickDokumen17 halamanHP HP3-X11 Exam: A Composite Solution With Just One ClicksunnyBelum ada peringkat
- Endangered EcosystemDokumen11 halamanEndangered EcosystemNur SyahirahBelum ada peringkat
- !!!Логос - конференц10.12.21 копіяDokumen141 halaman!!!Логос - конференц10.12.21 копіяНаталія БондарBelum ada peringkat
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionDokumen29 halamanAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramBelum ada peringkat
- Nagina Cotton Mills Annual Report 2007Dokumen44 halamanNagina Cotton Mills Annual Report 2007Sonia MukhtarBelum ada peringkat
- AA ActivitiesDokumen4 halamanAA ActivitiesSalim Amazir100% (1)
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDokumen4 halamanUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirBelum ada peringkat
- Get Oracle Order DetailsDokumen4 halamanGet Oracle Order Detailssiva_lordBelum ada peringkat
- Philippine Population 2009Dokumen6 halamanPhilippine Population 2009mahyoolBelum ada peringkat
- Money Laundering in Online Trading RegulationDokumen8 halamanMoney Laundering in Online Trading RegulationSiti Rabiah MagfirohBelum ada peringkat
- 2020 Global Finance Business Management Analyst Program - IIMDokumen4 halaman2020 Global Finance Business Management Analyst Program - IIMrishabhaaaBelum ada peringkat
- Easa Management System Assessment ToolDokumen40 halamanEasa Management System Assessment ToolAdam Tudor-danielBelum ada peringkat
- Ofper 1 Application For Seagoing AppointmentDokumen4 halamanOfper 1 Application For Seagoing AppointmentNarayana ReddyBelum ada peringkat
- Stroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDokumen5 halamanStroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDoina RusuBelum ada peringkat
- C4 ISRchapterDokumen16 halamanC4 ISRchapterSerkan KalaycıBelum ada peringkat
- STS Prelim ExamDokumen2 halamanSTS Prelim ExamMychie Lynne MayugaBelum ada peringkat
- Chromate Free CoatingsDokumen16 halamanChromate Free CoatingsbaanaadiBelum ada peringkat
- Astm D7928 - 17Dokumen25 halamanAstm D7928 - 17shosha100% (2)
- Human Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsDokumen3 halamanHuman Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsHuman Rights Alert - NGO (RA)Belum ada peringkat
- Flowmon Ads Enterprise Userguide enDokumen82 halamanFlowmon Ads Enterprise Userguide ennagasatoBelum ada peringkat
- Letter From Attorneys General To 3MDokumen5 halamanLetter From Attorneys General To 3MHonolulu Star-AdvertiserBelum ada peringkat
- Guia de Usuario GPS Spectra SP80 PDFDokumen118 halamanGuia de Usuario GPS Spectra SP80 PDFAlbrichs BennettBelum ada peringkat
- Special Power of Attorney: Benedict Joseph M. CruzDokumen1 halamanSpecial Power of Attorney: Benedict Joseph M. CruzJson GalvezBelum ada peringkat
- Dance Appreciation and CompositionDokumen1 halamanDance Appreciation and CompositionFretz Ael100% (1)
- Extrajudicial Settlement of Estate Rule 74, Section 1 ChecklistDokumen8 halamanExtrajudicial Settlement of Estate Rule 74, Section 1 ChecklistMsyang Ann Corbo DiazBelum ada peringkat
- Business Case PresentationDokumen27 halamanBusiness Case Presentationapi-253435256Belum ada peringkat
- Flexible Regression and Smoothing - Using GAMLSS in RDokumen572 halamanFlexible Regression and Smoothing - Using GAMLSS in RDavid50% (2)