Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Profiting With Pivot Based MasDokumen50 halamanProfiting With Pivot Based Masbebehui100% (13)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Sri Krishna Yajurvediya Sandhyavandana Bhashyam (1931)Dokumen51 halamanSri Krishna Yajurvediya Sandhyavandana Bhashyam (1931)Upadhyayula Surya Raghavender100% (3)
- Assignment 1 Alliant Health SystemDokumen5 halamanAssignment 1 Alliant Health SystemHammad AqdasBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Motorola Quality ManualDokumen12 halamanMotorola Quality ManualHaroon MukhtarBelum ada peringkat
- Assignment 33Dokumen4 halamanAssignment 33Imran Khan JunejoBelum ada peringkat
- ISO 9001 2015 Management BriefingDokumen23 halamanISO 9001 2015 Management BriefingSeni Oke100% (1)
- Gayatri MudrasDokumen90 halamanGayatri MudrasAnonymous AMmNGgP71% (7)
- SFQP Transmission Line Revision 06 PDFDokumen34 halamanSFQP Transmission Line Revision 06 PDFAnonymous ZuSPWY2vF100% (1)
- Approved Cement Brand Rev.13Dokumen1 halamanApproved Cement Brand Rev.13Anonymous ZuSPWY2vFBelum ada peringkat
- Foundation Checkpoints TLDokumen2 halamanFoundation Checkpoints TLAnonymous ZuSPWY2vFBelum ada peringkat
- Guidebook On Non-Destructive Testing of Concrete Structures: Training Course Series No. 17Dokumen242 halamanGuidebook On Non-Destructive Testing of Concrete Structures: Training Course Series No. 17Harish LambadiBelum ada peringkat
- Matrudevobhavaby DR RAnjaneyulu MDDGODokumen225 halamanMatrudevobhavaby DR RAnjaneyulu MDDGOAnonymous ZuSPWY2vF100% (2)
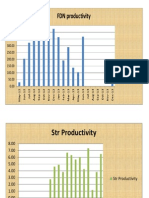
- Productivity of TL ProjectDokumen4 halamanProductivity of TL ProjectAnonymous ZuSPWY2vFBelum ada peringkat
- Faradays & Lenz LawDokumen12 halamanFaradays & Lenz LawAnonymous ZuSPWY2vFBelum ada peringkat
- Technical Specification PGCILDokumen171 halamanTechnical Specification PGCILAnonymous ZuSPWY2vFBelum ada peringkat
- Recommended Current RatingPart2Dokumen33 halamanRecommended Current RatingPart2Anonymous ZuSPWY2vFBelum ada peringkat
- Marriage RemediesDokumen11 halamanMarriage RemediesAnonymous ZuSPWY2vFBelum ada peringkat
- Raghu Site Visit Report TL Job SiteDokumen1 halamanRaghu Site Visit Report TL Job SiteAnonymous ZuSPWY2vFBelum ada peringkat
- Revised SFQP For TL, TL File Ss and Ss Pile PGCIL Rev 2Dokumen79 halamanRevised SFQP For TL, TL File Ss and Ss Pile PGCIL Rev 2Anonymous ZuSPWY2vF100% (1)
- Shanmukha 1Dokumen10 halamanShanmukha 1Anonymous ZuSPWY2vFBelum ada peringkat
- A Message To New InitiatesDokumen11 halamanA Message To New InitiatesAnonymous ZuSPWY2vFBelum ada peringkat
- DistanceChart PDFDokumen1 halamanDistanceChart PDFAnonymous ZuSPWY2vFBelum ada peringkat
- Catalogue OMS 01-23-EDokumen63 halamanCatalogue OMS 01-23-ERaghu paryBelum ada peringkat
- M Tech CAD CAM Curriculum & SyllabusDokumen47 halamanM Tech CAD CAM Curriculum & SyllabusMr. K.S. Raghul Asst Prof MECHBelum ada peringkat
- Auditing Qms p1Dokumen53 halamanAuditing Qms p1Ahmad Imran100% (1)
- Sustaining Success: The Latest Revision To ISO 9004 Focuses On Organizational SuccessDokumen3 halamanSustaining Success: The Latest Revision To ISO 9004 Focuses On Organizational SuccessAmit PaulBelum ada peringkat
- Test Bank For M Management 3rd Edition Bateman Full DownloadDokumen67 halamanTest Bank For M Management 3rd Edition Bateman Full Downloadmelissapollardoxieprwsdb100% (44)
- HHI Catalog 2019 PDFDokumen96 halamanHHI Catalog 2019 PDFCesar Augusto Collazos PalenciaBelum ada peringkat
- ISO TS 16949F Fournisseurs AutomobileDokumen55 halamanISO TS 16949F Fournisseurs Automobileanas khaouriBelum ada peringkat
- Total Quality Management: IME753 Sudheer D. KulkarniDokumen43 halamanTotal Quality Management: IME753 Sudheer D. KulkarniRahul ShekharBelum ada peringkat
- Case Study 1Dokumen21 halamanCase Study 1harshalBelum ada peringkat
- UNIT - 1 TQM Objetive QuestionsDokumen7 halamanUNIT - 1 TQM Objetive QuestionsNitin SinghBelum ada peringkat
- DTR 1 TEMPLATEDokumen1 halamanDTR 1 TEMPLATEJed Ernest M. OcampoBelum ada peringkat
- ISO Audit ChecklistDokumen21 halamanISO Audit Checklistsharafudheen_s100% (1)
- Applications of TQM in Automobile IndustriesDokumen60 halamanApplications of TQM in Automobile IndustriesExpert WriterBelum ada peringkat
- Unit 11: Strategic Quality and Systems ManagementDokumen10 halamanUnit 11: Strategic Quality and Systems Managementcarollim1008Belum ada peringkat
- Quality Improvement Made SimpleDokumen67 halamanQuality Improvement Made SimpleIyanar Shanmugam100% (3)
- Oracle Process Manufacturing PDFDokumen110 halamanOracle Process Manufacturing PDFkumar_amit_990% (2)
- A New Look at Management AccountingDokumen14 halamanA New Look at Management AccountingWan LingBelum ada peringkat
- PM High Rise Building ScheduleDokumen27 halamanPM High Rise Building ScheduleXozanBelum ada peringkat
- A Proposal For Measuring Sustainability in Universities. A Case Study of SpainDokumen28 halamanA Proposal For Measuring Sustainability in Universities. A Case Study of SpainRicardo IbarraBelum ada peringkat
- Module 7: ISODokumen16 halamanModule 7: ISOKATHRYN CLAUDETTE RESENTEBelum ada peringkat
- Iso9001-As9100 Check ListDokumen19 halamanIso9001-As9100 Check ListJohn Rajesh100% (1)
- Alam, Md. Aftay Nafiul 12-21644-2Dokumen43 halamanAlam, Md. Aftay Nafiul 12-21644-2Md Shahariar IslamBelum ada peringkat
- Midterm TestbankDokumen78 halamanMidterm TestbankAubrey Shaiyne OfianaBelum ada peringkat
- Fda and Iso Compliance For Pharmaceutical ManufacturersDokumen9 halamanFda and Iso Compliance For Pharmaceutical ManufacturersMario McDermottBelum ada peringkat
- Katalog Heben 2017 EN Rev3Dokumen61 halamanKatalog Heben 2017 EN Rev3M. saeed TorabiBelum ada peringkat
- About The Unilab FoundationDokumen4 halamanAbout The Unilab FoundationTv sa SalaBelum ada peringkat