Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- KsDokumen5 halamanKsnurlatifahBelum ada peringkat
- Quarter 1 - Module 1Dokumen31 halamanQuarter 1 - Module 1Roger Santos Peña75% (4)
- Illustrating An Experiment, Outcome, Sample Space and EventDokumen9 halamanIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarBelum ada peringkat
- An Annotated Bibliography of Timothy LearyDokumen312 halamanAn Annotated Bibliography of Timothy LearyGeetika CnBelum ada peringkat
- Man and Historical ActionDokumen4 halamanMan and Historical Actionmama.sb415Belum ada peringkat
- Durex 'S Marketing Strategy in VietnamDokumen45 halamanDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiBelum ada peringkat
- Peer PressureDokumen13 halamanPeer PressuremightymarcBelum ada peringkat
- Jackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairDokumen65 halamanJackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairTeamMichael100% (2)
- WAQF Podium Design Presentation 16 April 2018Dokumen23 halamanWAQF Podium Design Presentation 16 April 2018hoodqy99Belum ada peringkat
- Delonghi Esam Series Service Info ItalyDokumen10 halamanDelonghi Esam Series Service Info ItalyBrko BrkoskiBelum ada peringkat
- FIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedDokumen3 halamanFIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedRodylie C. CalimlimBelum ada peringkat
- C2 - Conveyors Diagram: Peso de Faja Longitud de CargaDokumen1 halamanC2 - Conveyors Diagram: Peso de Faja Longitud de CargaIvan CruzBelum ada peringkat
- Canoe Matlab 001Dokumen58 halamanCanoe Matlab 001Coolboy RoadsterBelum ada peringkat
- ECE Companies ListDokumen9 halamanECE Companies ListPolaiah Geriki100% (1)
- W25509 PDF EngDokumen11 halamanW25509 PDF EngNidhi SinghBelum ada peringkat
- Canon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFDokumen13 halamanCanon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFRita CaselliBelum ada peringkat
- The RBG Blueprint For Black Power Study Cell GuidebookDokumen8 halamanThe RBG Blueprint For Black Power Study Cell GuidebookAra SparkmanBelum ada peringkat
- Close Enough To Touch by Victoria Dahl - Chapter SamplerDokumen23 halamanClose Enough To Touch by Victoria Dahl - Chapter SamplerHarlequinAustraliaBelum ada peringkat
- 2022 Mable Parker Mclean Scholarship ApplicationDokumen2 halaman2022 Mable Parker Mclean Scholarship Applicationapi-444959661Belum ada peringkat
- Drug Addiction Final (Term Paper)Dokumen15 halamanDrug Addiction Final (Term Paper)Dessa Patiga IIBelum ada peringkat
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDokumen12 halamanJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalBelum ada peringkat
- Hans Belting - The End of The History of Art (1982)Dokumen126 halamanHans Belting - The End of The History of Art (1982)Ross Wolfe100% (7)
- SSP 237 d1Dokumen32 halamanSSP 237 d1leullBelum ada peringkat
- Amount of Casien in Diff Samples of Milk (U)Dokumen15 halamanAmount of Casien in Diff Samples of Milk (U)VijayBelum ada peringkat
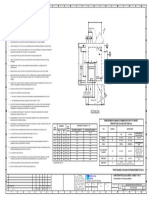
- Notes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0MDokumen1 halamanNotes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0Mسجى وليدBelum ada peringkat
- My Mother at 66Dokumen6 halamanMy Mother at 66AnjanaBelum ada peringkat
- Promotion-Mix (: Tools For IMC)Dokumen11 halamanPromotion-Mix (: Tools For IMC)Mehul RasadiyaBelum ada peringkat
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationDokumen16 halamanKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- Evolution Army 3 R DadDokumen341 halamanEvolution Army 3 R DadStanisław DisęBelum ada peringkat
- Executive Summary-P-5 181.450 To 222Dokumen14 halamanExecutive Summary-P-5 181.450 To 222sat palBelum ada peringkat