Anda mungkin juga menyukai
- Responsibilities of MEP CoordinatorDokumen2 halamanResponsibilities of MEP CoordinatorRafeeq MadathilBelum ada peringkat
- Learning Guid For Elecrical CommisioningDokumen9 halamanLearning Guid For Elecrical CommisioningAbela DrrsBelum ada peringkat
- 05-ELE - 005 - Implementation of Testing and Adjusting, Commissioning, Handover-ProcedureDokumen17 halaman05-ELE - 005 - Implementation of Testing and Adjusting, Commissioning, Handover-Procedurehafiz_kdw1111Belum ada peringkat
- Schedule CommissioningDokumen1 halamanSchedule CommissioningVishal ModiBelum ada peringkat
- Handover CertificateDokumen1 halamanHandover CertificateAnonymous lYh4o1ybBelum ada peringkat
- Methodology For CommissioningDokumen10 halamanMethodology For Commissioningrenjithv_4100% (1)
- CommissioningDokumen8 halamanCommissioningfar_faisalBelum ada peringkat
- Commissioning ProcedureDokumen24 halamanCommissioning ProcedureSumitskb100% (14)
- Commissioning Plan ExampleDokumen21 halamanCommissioning Plan Examplehuguer1100% (2)
- Commissioning & Start UpDokumen7 halamanCommissioning & Start Upjuliyanto88100% (1)
- The Commissioning Approach 2012 Chemical and Process Plant Commissioning HandbookDokumen3 halamanThe Commissioning Approach 2012 Chemical and Process Plant Commissioning Handbookgimmyhead_69Belum ada peringkat
- Testing and Commissioning Procedure: 2007 EDITIONDokumen47 halamanTesting and Commissioning Procedure: 2007 EDITIONAli Özgenç100% (1)
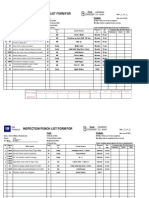
- Punch List FormatDokumen5 halamanPunch List Formatนพพร วิเศษศิริกุล100% (3)
- Pre-Commissioning and CommissioningDokumen25 halamanPre-Commissioning and CommissioningVictor BiacoloBelum ada peringkat
- CommissioningDokumen22 halamanCommissioningMary Grace D. Almiranez100% (1)
- S-000-5138-302 - B Design Change Procedure PDFDokumen6 halamanS-000-5138-302 - B Design Change Procedure PDFMahadevan MahalingamBelum ada peringkat
- Template Commissioning Plan v5Dokumen6 halamanTemplate Commissioning Plan v5anton100% (1)
- Chapter 4 Installation Commissioning and Testing in New PlantDokumen24 halamanChapter 4 Installation Commissioning and Testing in New PlantMuhd Tasyrif100% (1)
- Commissioning ManualDokumen34 halamanCommissioning ManualMostafa Sharaf100% (5)
- Process Plant Start-Up & CommissioningDokumen1 halamanProcess Plant Start-Up & Commissioningscribd1971150% (8)
- Mechanical CompletionDokumen6 halamanMechanical CompletionYosses Sang NahkodaBelum ada peringkat
- Project Equipment Numbering ProcedureDokumen48 halamanProject Equipment Numbering ProcedureBiginchBelum ada peringkat
- Final Commissioning ReportDokumen1 halamanFinal Commissioning ReportHumaid Shaikh100% (2)
- Project Handover GuidelinesDokumen21 halamanProject Handover GuidelinesAshutosh KumarBelum ada peringkat
- Commissioning PlanDokumen25 halamanCommissioning Plananjum128100% (2)
- Typical EfW Plant Commissioning Plan Feb 2010Dokumen176 halamanTypical EfW Plant Commissioning Plan Feb 2010mbetts6304Belum ada peringkat
- Commissioning Procedure For HVAC SYSTEMDokumen47 halamanCommissioning Procedure For HVAC SYSTEMCongson JeffBelum ada peringkat
- Electrical Commissioning ProcedureDokumen1 halamanElectrical Commissioning ProcedurezabiraBelum ada peringkat
- Mechanical CompletionDokumen123 halamanMechanical Completiongst ajahBelum ada peringkat
- Pre Commissioning ChecksDokumen25 halamanPre Commissioning Checkske72012Belum ada peringkat
- Transition From Construction To CommissioningDokumen30 halamanTransition From Construction To Commissioningian84Belum ada peringkat
- EDO-PLN-QAC-GNR-INT-XXX-013-110-111-Rev-A.SAMPLE PROJECT QUALITY MANAGEMENT FOR STORAGE TANK PDFDokumen31 halamanEDO-PLN-QAC-GNR-INT-XXX-013-110-111-Rev-A.SAMPLE PROJECT QUALITY MANAGEMENT FOR STORAGE TANK PDFErol DAĞBelum ada peringkat
- Commissioning RequirementsDokumen30 halamanCommissioning Requirementsanand_nambiar2003Belum ada peringkat
- Hand Over ProcedureDokumen16 halamanHand Over Procedureangeltandingan100% (1)
- Commissioning HandbookDokumen8 halamanCommissioning HandbookPanji Mulyana Martha100% (1)
- J1525-HW1-010 SAT Procedure - Rev ADokumen16 halamanJ1525-HW1-010 SAT Procedure - Rev Aluis HernandezBelum ada peringkat
- General Construction PlanDokumen2 halamanGeneral Construction PlanIshak Indek100% (1)
- Mechanical CompletionDokumen5 halamanMechanical CompletionAshish100% (1)
- Testing CommissioningDokumen23 halamanTesting CommissioningSaber Abdel Moreid83% (6)
- Level of Schedule in PlanningDokumen5 halamanLevel of Schedule in PlanningVisas SivaBelum ada peringkat
- Commissioning Requirements 03/02 01810 - 1 OF 20 D:/DOCS/DIV1/03-02/01810Dokumen20 halamanCommissioning Requirements 03/02 01810 - 1 OF 20 D:/DOCS/DIV1/03-02/01810Venkataramanan SBelum ada peringkat
- Golden Rules For CommissioningDokumen3 halamanGolden Rules For Commissioningதுரைராஜ் இலட்சுமணன்100% (1)
- GS 101Dokumen32 halamanGS 101Anonymous ZcrLZQ100% (1)
- Precommissioning, Commissioning & AcceptanceDokumen20 halamanPrecommissioning, Commissioning & Acceptancesooner123456Belum ada peringkat
- Commissioning and Start-UpDokumen1 halamanCommissioning and Start-UpLuciano GaglianoBelum ada peringkat
- Testing and Commissioning Procedure For Air-Conditioning, Refrigeration, VentilationDokumen247 halamanTesting and Commissioning Procedure For Air-Conditioning, Refrigeration, VentilationPraveen KasrottaranBelum ada peringkat
- Scope of Comminioning TeamDokumen24 halamanScope of Comminioning TeamAzam Khan100% (1)
- Progress Report: PT. H.B. Fuller IndonesiaDokumen4 halamanProgress Report: PT. H.B. Fuller IndonesiaSlamat Parulian SimamoraBelum ada peringkat
- Lokesh Naidu Resume PDFDokumen4 halamanLokesh Naidu Resume PDFLokeshNaidu PudiBelum ada peringkat
- 2.0 Pre - Commissioning 2.1 Pre - Commissioning ActivitiesDokumen6 halaman2.0 Pre - Commissioning 2.1 Pre - Commissioning Activitiessamtom100% (1)
- Method Pumps) (K)Dokumen7 halamanMethod Pumps) (K)Tagel MarkosBelum ada peringkat
- Plan de Calidad Ets102Dokumen16 halamanPlan de Calidad Ets102Alejandro Ibañez CortésBelum ada peringkat
- SECTION 01 91 00 General Commissioning Requirements Part 1 - General 1.1 Commissioning DescriptionDokumen74 halamanSECTION 01 91 00 General Commissioning Requirements Part 1 - General 1.1 Commissioning DescriptionJuanPaoloYbañezBelum ada peringkat
- Va 01 91 00Dokumen75 halamanVa 01 91 00driveralotBelum ada peringkat
- SECTION 01 45 00 Quality ControlDokumen15 halamanSECTION 01 45 00 Quality ControlJuanPaoloYbañezBelum ada peringkat
- 1390-Twi 552 Elec Rev.3 Sep 5Dokumen11 halaman1390-Twi 552 Elec Rev.3 Sep 5Joel AlcantaraBelum ada peringkat
- Method Statement - LayalDokumen25 halamanMethod Statement - LayalLayal Harb100% (1)
- 23 08 00 Commissioning of HVACDokumen10 halaman23 08 00 Commissioning of HVACSoumojit SamantaBelum ada peringkat
- 10L-02 201107Dokumen1 halaman10L-02 201107Elmokadem EinsteinBelum ada peringkat
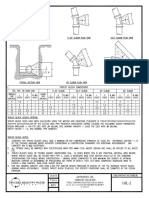
- Cable Tray Sleeper and Support Design 3Dokumen5 halamanCable Tray Sleeper and Support Design 3Elmokadem EinsteinBelum ada peringkat
- Nicollette Miller: Summary of QualificationsDokumen1 halamanNicollette Miller: Summary of QualificationsElmokadem EinsteinBelum ada peringkat
- CompaniesDokumen1 halamanCompaniesElmokadem EinsteinBelum ada peringkat
- LSERVRCDokumen50 halamanLSERVRCamitBelum ada peringkat
- Ets403 Method of Identification For Instrument WiringDokumen18 halamanEts403 Method of Identification For Instrument WiringElmokadem EinsteinBelum ada peringkat
- Final 1 ModelDokumen1 halamanFinal 1 ModelElmokadem EinsteinBelum ada peringkat
- ETS 601, Piping ClassesDokumen17 halamanETS 601, Piping ClassesElmokadem EinsteinBelum ada peringkat
- ETS 608, Engineering Technical Spec, Pipework, Pipework - General RequirementsDokumen6 halamanETS 608, Engineering Technical Spec, Pipework, Pipework - General RequirementsElmokadem EinsteinBelum ada peringkat
- Work and Its Quality Control PaintingDokumen61 halamanWork and Its Quality Control PaintingElmokadem EinsteinBelum ada peringkat
- Introduction - HJBSDokumen28 halamanIntroduction - HJBSJoenilyn ElmaguinBelum ada peringkat
- Hidden-City Ticketing The Cause and ImpactDokumen27 halamanHidden-City Ticketing The Cause and ImpactPavan KethavathBelum ada peringkat
- Bus Ticket Invoice 1673864116Dokumen2 halamanBus Ticket Invoice 1673864116SP JamkarBelum ada peringkat
- Asset Issuance SlipDokumen105 halamanAsset Issuance SlipMuneer HussainBelum ada peringkat
- Association of Differently Abled Person in The Province of AntiqueDokumen2 halamanAssociation of Differently Abled Person in The Province of AntiqueLucifer MorningstarBelum ada peringkat
- Customer Relationship Management About HundaiDokumen76 halamanCustomer Relationship Management About HundaiZulfiquarAhmed50% (4)
- 4A. Financial Proposal Submission Form. 4B. Summary of Costs. 4C. Breakdown of CostDokumen6 halaman4A. Financial Proposal Submission Form. 4B. Summary of Costs. 4C. Breakdown of Costpankaj kadkolBelum ada peringkat
- JohnsonJohnson 2006 PDFDokumen84 halamanJohnsonJohnson 2006 PDFakfar b417Belum ada peringkat
- 1930 Hobart DirectoryDokumen82 halaman1930 Hobart DirectoryAnonymous X9qOpCYfiBBelum ada peringkat
- Books of AccountsDokumen18 halamanBooks of AccountsFrances Marie TemporalBelum ada peringkat
- Sample General Service ContractDokumen4 halamanSample General Service Contractjohn_lagaBelum ada peringkat
- MARS Brochure NewDokumen13 halamanMARS Brochure NewMars FreightsBelum ada peringkat
- Question-01: What Are The Basic Steps in Strategic Planning For A Merger? AnswerDokumen6 halamanQuestion-01: What Are The Basic Steps in Strategic Planning For A Merger? AnswerAnkur BhavsarBelum ada peringkat
- Surfcam Velocity BrochureDokumen8 halamanSurfcam Velocity BrochureLuis Chagoya ReyesBelum ada peringkat
- Region Sales Manager, Director, Vice PresidentDokumen2 halamanRegion Sales Manager, Director, Vice Presidentapi-76809725Belum ada peringkat
- Bim WhitepaperDokumen21 halamanBim WhitepaperpeterhwilliamsBelum ada peringkat
- CDR Mechanical Engineer 1 No SummaryDokumen24 halamanCDR Mechanical Engineer 1 No SummaryZizo Awad100% (1)
- Ais Lecture One PDFDokumen85 halamanAis Lecture One PDFAndy AsanteBelum ada peringkat
- Overview of Financial System of BangladeshDokumen13 halamanOverview of Financial System of BangladeshMonjurul Hassan50% (2)
- International Parity Relationships & Forecasting Exchange RatesDokumen33 halamanInternational Parity Relationships & Forecasting Exchange Ratesavya86Belum ada peringkat
- D&O - Chubb D&O Loss PreventionDokumen35 halamanD&O - Chubb D&O Loss PreventionAlin Iustinian ToderitaBelum ada peringkat
- Presentation 1Dokumen63 halamanPresentation 1Mary Joyce Camille ParasBelum ada peringkat
- LoanDokumen1 halamanLoansuriya bhaiBelum ada peringkat
- NICMAR ASSIGNMENT - Management of PPPDokumen37 halamanNICMAR ASSIGNMENT - Management of PPPjijo.b.raj100% (3)
- Maintenance Planning, Coordination, Scheduling and ExecutionDokumen19 halamanMaintenance Planning, Coordination, Scheduling and ExecutionBayu Prayoga Part II100% (1)
- Employee RetensionDokumen73 halamanEmployee RetensionTech Yuva100% (1)
- Highland Bankruptcy FilingDokumen16 halamanHighland Bankruptcy FilingZerohedge100% (1)
- Macroeconomics SlidesDokumen20 halamanMacroeconomics SlidesSantiya SubramaniamBelum ada peringkat
- Media EvolutionDokumen61 halamanMedia EvolutionNeelam KadbaneBelum ada peringkat