Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Pravin Kumar - Basic Mechanical Engineering (Vel Tech) - Pearson Education (2017)Dokumen321 halamanPravin Kumar - Basic Mechanical Engineering (Vel Tech) - Pearson Education (2017)ajay kumar67% (3)
- WeldingofStainlesssSteelandotherJoiningMethods 9002Dokumen0 halamanWeldingofStainlesssSteelandotherJoiningMethods 9002jvs11021102Belum ada peringkat
- Everything You Need to Know About Stainless Steel Welding Procedure SpecificationDokumen6 halamanEverything You Need to Know About Stainless Steel Welding Procedure SpecificationDanem HalasBelum ada peringkat
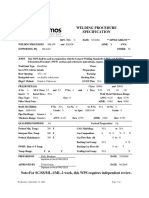
- WPS GTAW Stainless SteelDokumen2 halamanWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Cast Iron Welding - Procedures and Free GuideDokumen8 halamanCast Iron Welding - Procedures and Free GuideKhin Aung ShweBelum ada peringkat
- Welding Procedure SpecificationDokumen2 halamanWelding Procedure SpecificationWaranya Musika100% (1)
- 254-SmoDokumen12 halaman254-SmoDanem Halas100% (1)
- WSS Welding Handbook 2013 Full Lowres PDFDokumen552 halamanWSS Welding Handbook 2013 Full Lowres PDFsridharchowdary3490% (1)
- WPS PQR Checklist 2014Dokumen2 halamanWPS PQR Checklist 2014Sebastian Rajesh100% (1)
- WPS PQR Checklist 2014Dokumen2 halamanWPS PQR Checklist 2014Sebastian Rajesh100% (1)
- Ut Proceduregeneral 141118232235 Conversion Gate02Dokumen24 halamanUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasBelum ada peringkat
- CWI Qustion BankDokumen35 halamanCWI Qustion BankAhmedBalaouta0% (1)
- 14250A ch3 PDFDokumen82 halaman14250A ch3 PDFKamarul NizamBelum ada peringkat
- 02 Samss 005 PDFDokumen16 halaman02 Samss 005 PDFayubqc.gusatBelum ada peringkat
- Clad PQRDokumen5 halamanClad PQRRinshadBelum ada peringkat
- A 6 - A 6m - 02 QtytmdiDokumen63 halamanA 6 - A 6m - 02 QtytmdiDanem HalasBelum ada peringkat
- A 6 - A 6m - 02 QtytmdiDokumen63 halamanA 6 - A 6m - 02 QtytmdiDanem HalasBelum ada peringkat
- Chapter 13 - Designing For Quality: PTTE 434 Jim Wixson - InstructorDokumen72 halamanChapter 13 - Designing For Quality: PTTE 434 Jim Wixson - InstructorPrabhat SharmaBelum ada peringkat
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDokumen26 halamanTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasBelum ada peringkat
- CV Ait KoufiDokumen3 halamanCV Ait KoufiDanem HalasBelum ada peringkat
- Consignation HTDokumen6 halamanConsignation HTDanem HalasBelum ada peringkat
- 13 L1 L2 Reactor DesignDokumen48 halaman13 L1 L2 Reactor DesignStan LouisBelum ada peringkat
- Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesDokumen3 halamanCarbon Steel Girder Rails of Plain, Grooved, and Guard TypesDanem HalasBelum ada peringkat
- Inspection & Test Plans 1 of 50Dokumen49 halamanInspection & Test Plans 1 of 50jok1974Belum ada peringkat
- Crane SafetyDokumen12 halamanCrane SafetymytheeBelum ada peringkat
- Construction IssuesDokumen50 halamanConstruction IssuesDanem HalasBelum ada peringkat
- Duplex 2101Dokumen6 halamanDuplex 2101Anonymous AlhzFE9EVNBelum ada peringkat
- Part2 Notice 1Dokumen21 halamanPart2 Notice 1Danem Halas100% (1)
- Welding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDokumen7 halamanWelding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDanem HalasBelum ada peringkat
- WPQRDokumen27 halamanWPQRJayaram MVBelum ada peringkat
- En Metalwork Gas Tungsten Arc WeldingDokumen48 halamanEn Metalwork Gas Tungsten Arc WeldingadammzjinBelum ada peringkat
- Office: Printout Sample - ASME WPSDokumen2 halamanOffice: Printout Sample - ASME WPSDanem HalasBelum ada peringkat
- 8a Codes and Q & CDokumen35 halaman8a Codes and Q & CDanem HalasBelum ada peringkat
- MT Training SpecifiqueDokumen4 halamanMT Training SpecifiqueDanem HalasBelum ada peringkat
- WLD 290 Submerged Arc WeldingDokumen52 halamanWLD 290 Submerged Arc WeldingDanem HalasBelum ada peringkat
- Office: Printout Sample - ASME WPSDokumen2 halamanOffice: Printout Sample - ASME WPSDanem HalasBelum ada peringkat
- Dynaweld 12Dokumen16 halamanDynaweld 12Riverland Welding and Tool SuppliesBelum ada peringkat
- XTRAMIG-200 SYN Instruction-202107261216564008Dokumen7 halamanXTRAMIG-200 SYN Instruction-202107261216564008UrryBelum ada peringkat
- Millermatic 211 Spec SheetDokumen4 halamanMillermatic 211 Spec SheetPaisaje SilenciosoBelum ada peringkat
- MPCC 20 WPS12Dokumen3 halamanMPCC 20 WPS12hekayat71Belum ada peringkat
- Autok400 600Dokumen2 halamanAutok400 600Tarun SonwaneBelum ada peringkat
- Esa AutDokumen2 halamanEsa AutmohdfaridabubakarBelum ada peringkat
- Al WeldingDokumen70 halamanAl WeldingTuyen NguyenBelum ada peringkat
- 1336R en US FactSheet Main 01Dokumen3 halaman1336R en US FactSheet Main 01carlosBelum ada peringkat
- CTS Welder 2017 SyllabusDokumen55 halamanCTS Welder 2017 Syllabusgiti kalpi100% (1)
- HIA Mid-Field Fuel Farm Expansion - Welding of Steel StructuresDokumen18 halamanHIA Mid-Field Fuel Farm Expansion - Welding of Steel Structuressrp. mohammedBelum ada peringkat
- SP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Dokumen19 halamanSP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Nestor De Jesus Pico TorresBelum ada peringkat
- Welding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Dokumen1 halamanWelding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Ramzi BEN AHMEDBelum ada peringkat
- Manufacturing Processes SyllabusDokumen14 halamanManufacturing Processes SyllabusdeekamittalBelum ada peringkat
- D-70 Cupronickel Rev 06Dokumen3 halamanD-70 Cupronickel Rev 06Luis Gustavo AndradeBelum ada peringkat
- MMA Welding GuideDokumen25 halamanMMA Welding GuideIslam SahafayatBelum ada peringkat
- Maxtron 450 KC237305Dokumen91 halamanMaxtron 450 KC237305tylerroach47717Belum ada peringkat
- Process Planning & Cost Estimation Objective QuestionsDokumen35 halamanProcess Planning & Cost Estimation Objective Questionsarulmurugu100% (1)
- Metrode - P91 Info PDFDokumen37 halamanMetrode - P91 Info PDFJustin Morse100% (1)
- LONG QUIZ QuestionaireDokumen3 halamanLONG QUIZ Questionairejohn christian de leonBelum ada peringkat
- Manufacturing Process of SF Insulated Ring Main Unit (INS-24)Dokumen33 halamanManufacturing Process of SF Insulated Ring Main Unit (INS-24)Yong JinBelum ada peringkat
- MigmagDokumen44 halamanMigmagRonaldVasconcelosBelum ada peringkat
- All-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationDokumen19 halamanAll-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationRobertoBelum ada peringkat
- TIG & MIG Welding ProcessDokumen2 halamanTIG & MIG Welding ProcessRIYA SHARMABelum ada peringkat
- AMPCO Metal Welding Materials CatalogueDokumen28 halamanAMPCO Metal Welding Materials Cataloguejhax90Belum ada peringkat