Anda mungkin juga menyukai
- Acabados superficialesDokumen20 halamanAcabados superficialesjairolrodriguez63Belum ada peringkat
- Norma UNE 82Dokumen17 halamanNorma UNE 82eispdmBelum ada peringkat
- Acabados SuperficialesDokumen35 halamanAcabados SuperficialesMarcos Esteban Maquera QuispeBelum ada peringkat
- Acabados Superficiales - Normas de Acabado y Simbología (Dokumen9 halamanAcabados Superficiales - Normas de Acabado y Simbología (romero_montesBelum ada peringkat
- Acabado Superficial Dibujo Mecánico PDFDokumen13 halamanAcabado Superficial Dibujo Mecánico PDFEsmelimar PerdomoBelum ada peringkat
- Acabados Superficiales-1Dokumen5 halamanAcabados Superficiales-1Miguel ÃngelBelum ada peringkat
- Acabados SuperficialesDokumen13 halamanAcabados SuperficialesAlejandro Ferreras OrtegaBelum ada peringkat
- Acabados SuperficialesDokumen8 halamanAcabados SuperficialesJose SalazarBelum ada peringkat
- Acabados Superficiales Normas SimbologiaDokumen15 halamanAcabados Superficiales Normas SimbologiaNeftali Reyes100% (1)
- Simbologia de Acabados SuperficialesDokumen23 halamanSimbologia de Acabados SuperficialesJavier E GodoyBelum ada peringkat
- Acabado de Superficie - Norma Une 82Dokumen16 halamanAcabado de Superficie - Norma Une 82ejrocaBelum ada peringkat
- Acabados Superficiales Normas SimbologiaDokumen15 halamanAcabados Superficiales Normas SimbologiaAitormovilBelum ada peringkat
- Acabado Superficial y RugosidadDokumen5 halamanAcabado Superficial y RugosidadDiego MorenoBelum ada peringkat
- Fundamentales Tipos de AcabadosDokumen3 halamanFundamentales Tipos de AcabadosJonnathan TorrealbaBelum ada peringkat
- Acabados Superficiales Normas SimbologiaDokumen29 halamanAcabados Superficiales Normas SimbologiaGabriel Isla HuamanBelum ada peringkat
- Acabado Superficial Dibujo MecánicoDokumen13 halamanAcabado Superficial Dibujo MecánicoEsmelimar Perdomo100% (1)
- Dimensiones y Tolerancias ResumenDokumen9 halamanDimensiones y Tolerancias ResumenMartinQuintanaCasusolBelum ada peringkat
- Acabados superficiales: Normas de acabado y simbologíaDokumen15 halamanAcabados superficiales: Normas de acabado y simbologíamaximoscarBelum ada peringkat
- Acabados Superficiales Dibujo TecnicoDokumen3 halamanAcabados Superficiales Dibujo Tecnicokevin pinzonBelum ada peringkat
- Acabado SuperficialDokumen19 halamanAcabado SuperficialGuillermo Escalona MartinezBelum ada peringkat
- Acabados SuperficialesDokumen4 halamanAcabados SuperficialesJorge L. Camacho BautistaBelum ada peringkat
- Acabados SuperficialesDokumen15 halamanAcabados SuperficialesAlexander CalderonBelum ada peringkat
- Características Del Acabado Superficial (Página 2) - MonografiasDokumen12 halamanCaracterísticas Del Acabado Superficial (Página 2) - Monografiasf.l.f.100% (1)
- 5 2 PDFDokumen6 halaman5 2 PDFleiBelum ada peringkat
- Acabados Superficiales de TrabajoDokumen5 halamanAcabados Superficiales de TrabajomaryBelum ada peringkat
- Tipos de SuperficiesDokumen6 halamanTipos de SuperficiesAnto DamianBelum ada peringkat
- Dimensiones, Tolerancias y Superficies (Preguntas de Repaso)Dokumen2 halamanDimensiones, Tolerancias y Superficies (Preguntas de Repaso)Albanelly SantanaBelum ada peringkat
- Dimensiones, Tolerancias y SuperficiesDokumen16 halamanDimensiones, Tolerancias y SuperficiesAxel Bardales HidalgoBelum ada peringkat
- Superficies funcionales y no funcionalesDokumen15 halamanSuperficies funcionales y no funcionalesRodolfo J. BuenrostroBelum ada peringkat
- Ingeniería Electromecánica - Investigación Unidad 3 - Definición Trayectorias HerramientasDokumen26 halamanIngeniería Electromecánica - Investigación Unidad 3 - Definición Trayectorias HerramientasSol Gómez67% (3)
- Textura de superficieDokumen4 halamanTextura de superficieDaniel SaenzBelum ada peringkat
- ACABADODokumen18 halamanACABADOadrianaBelum ada peringkat
- Dimensiones, tolerancias y superficies en manufacturaDokumen23 halamanDimensiones, tolerancias y superficies en manufacturaFefe IsasiBelum ada peringkat
- Manufactura Avanzada Tema 3.1Dokumen24 halamanManufactura Avanzada Tema 3.1Alfonso Arellano Cruz67% (3)
- Rugosidad superficial: conceptos y mediciónDokumen3 halamanRugosidad superficial: conceptos y mediciónOmarTḧo TorrezzBelum ada peringkat
- Informe Desbaste de Cilindro en TornoDokumen12 halamanInforme Desbaste de Cilindro en TornoGuillermo Moyano BustosBelum ada peringkat
- Clase Virtual 3Dokumen21 halamanClase Virtual 3Maffer VenturaBelum ada peringkat
- RugosidadDokumen20 halamanRugosidadoscgonzalezBelum ada peringkat
- Calidades SuperficialesDokumen11 halamanCalidades SuperficialesCee IempymiBelum ada peringkat
- Medición de Acabado Superficial: Objeto, Un Fluido, El Espacio o Una Combinación de EstosDokumen12 halamanMedición de Acabado Superficial: Objeto, Un Fluido, El Espacio o Una Combinación de EstosFlores Cano CristopherBelum ada peringkat
- Lab 4 ManufacturaDokumen11 halamanLab 4 ManufacturaPedro RodriguezBelum ada peringkat
- Superficies Funcionales y No FuncionalesDokumen9 halamanSuperficies Funcionales y No FuncionalesAldo Jiménez RegisBelum ada peringkat
- RugosidadDokumen19 halamanRugosidadJose Miguel TorizBelum ada peringkat
- Acabados de SuperfieDokumen61 halamanAcabados de SuperfieJose Luis Ramirez CortesBelum ada peringkat
- 4 Rugosidad SuperficialDokumen18 halaman4 Rugosidad SuperficialJosé Ignacio Mendieta CamargoBelum ada peringkat
- Tipos y Necesidades de Acabados SuperficialesDokumen15 halamanTipos y Necesidades de Acabados SuperficialesWinson Marza VeraBelum ada peringkat
- 3.1 Analasisis de La Superficie A MaquinarDokumen29 halaman3.1 Analasisis de La Superficie A MaquinarGianni Vázquez100% (2)
- RugosidadDokumen19 halamanRugosidadCesar Imba ABelum ada peringkat
- Superficies a maquinar: características y su importanciaDokumen3 halamanSuperficies a maquinar: características y su importanciaFernando Castro RodríguezBelum ada peringkat
- Unidad 3Dokumen8 halamanUnidad 3Emmanuel GonzalezBelum ada peringkat
- RugosidadDokumen7 halamanRugosidadJorge CárdenasBelum ada peringkat
- Inpeccion y Control de Calidad - RugosidadDokumen16 halamanInpeccion y Control de Calidad - RugosidadSalvadorBelum ada peringkat
- ANILLADO (Doble Face)Dokumen33 halamanANILLADO (Doble Face)Victor MoralesBelum ada peringkat
- Unidad 3 Manufactura Superficies A MaquinarDokumen9 halamanUnidad 3 Manufactura Superficies A MaquinarCecilia Beltran Fernandez100% (2)
- UF1213 - Técnicas de mecanizado y metrologíaDari EverandUF1213 - Técnicas de mecanizado y metrologíaPenilaian: 4 dari 5 bintang4/5 (5)
- Técnicas de reacondicionamiento y preentrega. TMVL0509Dari EverandTécnicas de reacondicionamiento y preentrega. TMVL0509Belum ada peringkat
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Dari EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Belum ada peringkat
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDari EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoPenilaian: 4.5 dari 5 bintang4.5/5 (12)
- Tabla de Equivalencias - ImesazaDokumen8 halamanTabla de Equivalencias - ImesazaIzhaí KaninchenBelum ada peringkat
- Conceptos: 85121600 1 E48 1000.00 1000.00 Consulta Paciente: Dolores Pérez PérezDokumen1 halamanConceptos: 85121600 1 E48 1000.00 1000.00 Consulta Paciente: Dolores Pérez PérezIzhaí KaninchenBelum ada peringkat
- Tabla de EquivalenciasDokumen5 halamanTabla de EquivalenciasJavier Mauricio Huertas Hernàndez100% (6)
- TP 101 PDFDokumen40 halamanTP 101 PDFEmilio Tamayo100% (1)
- Tema 3 Oferta y DemandaDokumen66 halamanTema 3 Oferta y DemandaIzhaí KaninchenBelum ada peringkat
- Adm On SeguridadDokumen43 halamanAdm On SeguridadIzhaí KaninchenBelum ada peringkat
- Manual Catia v5 Ejercicios 1Dokumen198 halamanManual Catia v5 Ejercicios 1crisijordy100% (4)
- Acabado SuperficialDokumen13 halamanAcabado SuperficialIzhaí KaninchenBelum ada peringkat
- Elasticidad de LA OFERTADokumen41 halamanElasticidad de LA OFERTAVictor Enrique Sabrera Ortiz0% (1)
- Metrologia para No Metro LogosDokumen146 halamanMetrologia para No Metro Logosjljimenez196995% (20)
- Mtto PredictivoDokumen87 halamanMtto PredictivoIzhaí KaninchenBelum ada peringkat
- Tema 3 Oferta y DemandaDokumen66 halamanTema 3 Oferta y DemandaIzhaí KaninchenBelum ada peringkat
- Aprender A Pensar, Leyendo Bien 2007 ArgudínDokumen122 halamanAprender A Pensar, Leyendo Bien 2007 Argudínlimuvi75% (4)
- Equipo de maniobra: grúas viajeras, polipastos y malacatesDokumen49 halamanEquipo de maniobra: grúas viajeras, polipastos y malacatesRuben Ausencio Melo Villacis100% (2)
- Gruas 2Dokumen24 halamanGruas 2Izhaí KaninchenBelum ada peringkat
- Seguridad Puentes GruaDokumen0 halamanSeguridad Puentes GruaTomas Gaviria MartinezBelum ada peringkat
- Proteccion CivilDokumen1 halamanProteccion CivilIzhaí KaninchenBelum ada peringkat
- Ley de OhmDokumen4 halamanLey de OhmIzhaí KaninchenBelum ada peringkat
- Equiupo A Prestamo Coats Serv BacharachDokumen1 halamanEquiupo A Prestamo Coats Serv BacharachIzhaí KaninchenBelum ada peringkat
- Cinética y CatálisisDokumen14 halamanCinética y CatálisisCristel Toledo PulidoBelum ada peringkat
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDokumen12 halamanFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialFREDDY ZTBelum ada peringkat
- E-MIN-xx Construcción de Chimenea Vertical Con Camara de IzajeDokumen4 halamanE-MIN-xx Construcción de Chimenea Vertical Con Camara de IzajeSeguridad Alfa S.A.Belum ada peringkat
- Soldadura PawDokumen12 halamanSoldadura PawfredytorresBelum ada peringkat
- Pasta de dientes de elefante experimento químicaDokumen5 halamanPasta de dientes de elefante experimento químicaMiguel RomeroBelum ada peringkat
- Instructivo - Madera Instalar TablarocaDokumen14 halamanInstructivo - Madera Instalar TablarocaJose DuranBelum ada peringkat
- Lista de Formularios - Tuberías - R0Dokumen2 halamanLista de Formularios - Tuberías - R0Evert valencia sebastianBelum ada peringkat
- 21 Arma-Chek-Silver PriceList2016 Es ESDokumen9 halaman21 Arma-Chek-Silver PriceList2016 Es ESDiego ChavezBelum ada peringkat
- Fundición: proceso y aplicacionesDokumen56 halamanFundición: proceso y aplicacionesJose PachecoBelum ada peringkat
- Manta Cerámica-V4Dokumen1 halamanManta Cerámica-V4Jimmy MirandaBelum ada peringkat
- Investigación Del Proceso OAW Concepto, Componentes y Tipos de LlamasDokumen4 halamanInvestigación Del Proceso OAW Concepto, Componentes y Tipos de LlamasDarwin TapuyoBelum ada peringkat
- Cemento Portland Tipo IP cumple normas ASTM y NTPDokumen1 halamanCemento Portland Tipo IP cumple normas ASTM y NTPde_dass100% (1)
- Acero Ciclo de VidaDokumen106 halamanAcero Ciclo de VidaMariana Pérez FelixBelum ada peringkat
- Proceso de FundiciónDokumen8 halamanProceso de FundiciónKarina Martinez ColoradoBelum ada peringkat
- P5A2 Oxido Reducción Redox IIDokumen2 halamanP5A2 Oxido Reducción Redox IIMARU BECERRILBelum ada peringkat
- 5.3.1 Calificación de Soldadores API 1104Dokumen24 halaman5.3.1 Calificación de Soldadores API 1104Rubén mauricioBelum ada peringkat
- Reporte Practica 5 Destilacion ESIQIEDokumen22 halamanReporte Practica 5 Destilacion ESIQIEAraceli GarcíaBelum ada peringkat
- 11.01. Relacion Final de CotizacionesDokumen1 halaman11.01. Relacion Final de CotizacionesGiovany Levano SaldañaBelum ada peringkat
- Ficha Tecnica de Acero Inox 316Dokumen2 halamanFicha Tecnica de Acero Inox 316Presupuestos FagomaBelum ada peringkat
- Colado de Alto VacioDokumen4 halamanColado de Alto VacioUriel VillasanaBelum ada peringkat
- ACTIVIDAD 3 Mapa ConceptualDokumen2 halamanACTIVIDAD 3 Mapa Conceptualadriana charrisBelum ada peringkat
- Manual de Dibujo de Juntas Soldadas Dual PDFDokumen150 halamanManual de Dibujo de Juntas Soldadas Dual PDFDanny Castro CriizBelum ada peringkat
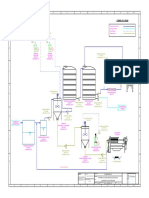
- Proceso de tratamiento de aguas residualesDokumen1 halamanProceso de tratamiento de aguas residualesFlia Rincon Garcia SoyGabyBelum ada peringkat
- Ajustes y tolerancias en ensamblajes: sistemas, cálculos y ejemplosDokumen13 halamanAjustes y tolerancias en ensamblajes: sistemas, cálculos y ejemplosStephen JimboBelum ada peringkat
- Tema 3 - TorneadoDokumen41 halamanTema 3 - TorneadoING RIVERA100% (4)
- Linea de TiempoDokumen1 halamanLinea de TiempoAlan Carim Gómez LuisBelum ada peringkat
- 0 - Aceros para Construcciones Mecanicas - Hojas de Caracteristicas - 32 Aceros - 4 de Septiembre 2015Dokumen131 halaman0 - Aceros para Construcciones Mecanicas - Hojas de Caracteristicas - 32 Aceros - 4 de Septiembre 2015Rodrigo OrtizBelum ada peringkat
- Estándar Primer y Pintura - Ver 4Dokumen87 halamanEstándar Primer y Pintura - Ver 4Javier Veliz EsquivelBelum ada peringkat
- Mccu Mccu-221 FormatoalumnotrabajofinalDokumen8 halamanMccu Mccu-221 FormatoalumnotrabajofinalEver Ascate Burgos100% (1)
- 5 Pasos para Culiar A Tu TíaDokumen7 halaman5 Pasos para Culiar A Tu Tíabad bunniBelum ada peringkat