Anda mungkin juga menyukai
- 20 Yearsof KDEDokumen186 halaman20 Yearsof KDELuke ParryBelum ada peringkat
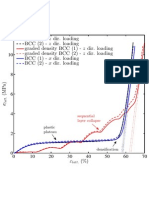
- BCC (1) - Z Dir. Loading BCC (2) - Z Dir. Loading Graded Density BCC (1) - Z Dir. Loading Graded Density BCC (2) - Z Dir. Loading BCC (1) - X Dir. Loading BCC (2) - X Dir. LoadingDokumen1 halamanBCC (1) - Z Dir. Loading BCC (2) - Z Dir. Loading Graded Density BCC (1) - Z Dir. Loading Graded Density BCC (2) - Z Dir. Loading BCC (1) - X Dir. Loading BCC (2) - X Dir. LoadingLuke ParryBelum ada peringkat
- A Discrete Model For The Apparent Viscosity of Polydisperse Suspensions Including Maximum Packing FractionDokumen14 halamanA Discrete Model For The Apparent Viscosity of Polydisperse Suspensions Including Maximum Packing FractionLuke ParryBelum ada peringkat
- Experimental and Numerical Modeling For Powder Rolling: Zhen-Xing Zheng, Wei Xia and Zhao-Yao ZhouDokumen7 halamanExperimental and Numerical Modeling For Powder Rolling: Zhen-Xing Zheng, Wei Xia and Zhao-Yao ZhouLuke ParryBelum ada peringkat
- UK Leamington MapDokumen2 halamanUK Leamington MapLuke ParryBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 205 PV LPGDokumen211 halaman205 PV LPGf166Belum ada peringkat
- ESP OptimizationDokumen17 halamanESP OptimizationVictor Hugo100% (1)
- Answer Sheet Format-Gases-Module 5Dokumen12 halamanAnswer Sheet Format-Gases-Module 5Jeston Mar BayogBelum ada peringkat
- Ped Guia FinalDokumen4 halamanPed Guia FinalkhaireddinBelum ada peringkat
- Advanced Production Engineering Chapter # 1: Fall 2021Dokumen167 halamanAdvanced Production Engineering Chapter # 1: Fall 2021Ali KiasariBelum ada peringkat
- Spigot & Socket Pipes: Product RangeDokumen8 halamanSpigot & Socket Pipes: Product RangefaheemquestBelum ada peringkat
- Spray Catalog PDFDokumen220 halamanSpray Catalog PDFAndres OspinaBelum ada peringkat
- New Heat ExchangerDokumen12 halamanNew Heat ExchangerMosaddek100% (1)
- Section06 Sequence ValvesDokumen28 halamanSection06 Sequence ValvesHENRY LLOFREL CORREA LOPEZBelum ada peringkat
- PTC12.2-Steam Surface CondenserDokumen86 halamanPTC12.2-Steam Surface Condenserlibid_raj100% (3)
- Aircraft Fuel Systems: Gravity-Feed SystemDokumen3 halamanAircraft Fuel Systems: Gravity-Feed SystemJabez RichardsBelum ada peringkat
- Week One Homework Problems: Fundamentals of ! Fluid PowerDokumen2 halamanWeek One Homework Problems: Fundamentals of ! Fluid PowertprakashtceBelum ada peringkat
- Hatt DPCV Iom f400 r400 Dpf1732 Lo ResDokumen4 halamanHatt DPCV Iom f400 r400 Dpf1732 Lo ResshahqazwsxBelum ada peringkat
- Component Maintenance Manual With Illustrated Parts List: Air Outlet AssemblyDokumen57 halamanComponent Maintenance Manual With Illustrated Parts List: Air Outlet AssemblyTAR AEROLINEASBelum ada peringkat
- Soure 15q Packing in FinelineDokumen6 halamanSoure 15q Packing in FinelineexecBelum ada peringkat
- Griffin Water Separator PDFDokumen32 halamanGriffin Water Separator PDFCynthia Abaricia BautistaBelum ada peringkat
- AXP27 40H - GC EV - Tech SpecDokumen1 halamanAXP27 40H - GC EV - Tech SpecJesús CatalanBelum ada peringkat
- Stress in Boiler DrumDokumen8 halamanStress in Boiler DrumGnana Subramanian ArumugamBelum ada peringkat
- Manual - VARODRY - 300766038 - 002 - CO - Operation - Instruction VARODRY VD 65-100Dokumen28 halamanManual - VARODRY - 300766038 - 002 - CO - Operation - Instruction VARODRY VD 65-100Dilson Barbosa RamosBelum ada peringkat
- Extra Practice Mixed Gas Law Problems Answers PDFDokumen4 halamanExtra Practice Mixed Gas Law Problems Answers PDFAgness CheweBelum ada peringkat
- Wika Pressure & Temperature HandbookDokumen433 halamanWika Pressure & Temperature Handbookvadivel415100% (1)
- PHYSIC STPM Trial Sem 1 2013Dokumen10 halamanPHYSIC STPM Trial Sem 1 2013Zuraini Arshad0% (1)
- PDFDokumen17 halamanPDFtahermohBelum ada peringkat
- Gas LawsDokumen16 halamanGas LawsJeremy Villadiego Baybay100% (1)
- Drawdown Testing Techniques For Oil Wells: PressureDokumen46 halamanDrawdown Testing Techniques For Oil Wells: PressuremisterkoroBelum ada peringkat
- 4.4 HeatDokumen7 halaman4.4 HeatvelavanBelum ada peringkat
- Che 303 (Transport Phenomena) : Lecture 3 - Continuity EquationDokumen5 halamanChe 303 (Transport Phenomena) : Lecture 3 - Continuity Equationodubade opeyemiBelum ada peringkat
- This U.S. Publication Was Adopted in JanuaryDokumen1 halamanThis U.S. Publication Was Adopted in JanuaryRayGaintBelum ada peringkat
- RDCDokumen6 halamanRDCCY LeeBelum ada peringkat
- MAAE2300 MidtermExam 2010 FinalDokumen5 halamanMAAE2300 MidtermExam 2010 FinalAliBelum ada peringkat