Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Liceenii Rocknroll.1993Dokumen181 halamanLiceenii Rocknroll.1993Croitoru AlexandruBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Liceenii Rocknroll.1992Dokumen1 halamanLiceenii Rocknroll.1992Croitoru AlexandruBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Simulink TutorialDokumen36 halamanSimulink TutorialeyupkosifBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Info ModelDokumen1 halamanInfo ModelCroitoru AlexandruBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Saturation Properties For WaterDokumen9 halamanSaturation Properties For WaterCroitoru AlexandruBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 297 - Pipe and Shell Design Tool Ver E4.01Dokumen1 halaman297 - Pipe and Shell Design Tool Ver E4.01Roshan VardeBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Play XDDokumen1 halamanPlay XDCroitoru AlexandruBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- 007.diamonds - are.Forever.1971.DVDRip.x264.AC3 TBHDokumen2 halaman007.diamonds - are.Forever.1971.DVDRip.x264.AC3 TBHCroitoru AlexandruBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Report 200 KGDokumen11 halamanReport 200 KGCroitoru AlexandruBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- ProiectDokumen4 halamanProiectCroitoru AlexandruBelum ada peringkat
- SerialDokumen1 halamanSerialMilitaru DanielBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- IK - Manufacturers - XLSX 7 19 18Dokumen428 halamanIK - Manufacturers - XLSX 7 19 18Naveen TripuraneniBelum ada peringkat
- Rina Membership Application Form - Associate MemberDokumen3 halamanRina Membership Application Form - Associate Memberpramodkb_cusatBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Your Dream Home Awaits!: Rera Web Site - WWW - Rera.wb - Gov.in Rera Registration No. - WBRERA/P/SOU/2023/000281Dokumen30 halamanYour Dream Home Awaits!: Rera Web Site - WWW - Rera.wb - Gov.in Rera Registration No. - WBRERA/P/SOU/2023/000281discovernealBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Keil Undercut AnchorsDokumen16 halamanKeil Undercut AnchorsTracyval CadaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Influences-And-Romanian-Traditional-Motifs-In-The-Architecture-Of-Dr-Nicolae-Minovici-Folk-Art-Museum-In-Bucharest - Content File PDFDokumen19 halamanInfluences-And-Romanian-Traditional-Motifs-In-The-Architecture-Of-Dr-Nicolae-Minovici-Folk-Art-Museum-In-Bucharest - Content File PDFOlaru Sergiu-MihailBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Transmital Letter of Core Samples - JDT (South)Dokumen1 halamanTransmital Letter of Core Samples - JDT (South)Nscr GpiBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Daily Report: Privatisation of Sungai Besi - Ulu Kelang Elevated Expressway (Suke)Dokumen1 halamanDaily Report: Privatisation of Sungai Besi - Ulu Kelang Elevated Expressway (Suke)KumaResan SubramaniamBelum ada peringkat
- Synopsis "Study On The Effect of Fluid Viscous Dampers For High Rise Structure"Dokumen11 halamanSynopsis "Study On The Effect of Fluid Viscous Dampers For High Rise Structure"Prathamesh RahateBelum ada peringkat
- Bs 8010-25-1989 Pipelines On Land Glass Reinforced Thermosetting PlasticsDokumen30 halamanBs 8010-25-1989 Pipelines On Land Glass Reinforced Thermosetting PlasticsFatty-bom-bomBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Zenbes Catalogue (2018)Dokumen6 halamanZenbes Catalogue (2018)Haris FarhanBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- On-Bottom Stability AnalysisDokumen3 halamanOn-Bottom Stability AnalysisBolarinwaBelum ada peringkat
- Calculating Design Loads For Residential Structures: Pdhonline Course S199 (4 PDH)Dokumen34 halamanCalculating Design Loads For Residential Structures: Pdhonline Course S199 (4 PDH)Vincent De GuzmanBelum ada peringkat
- Chapter 7-9Dokumen214 halamanChapter 7-9man wongBelum ada peringkat
- China Xinjiang Beixin Construction Engineering (Group) Co., LTDDokumen38 halamanChina Xinjiang Beixin Construction Engineering (Group) Co., LTDFayyaz Ahmad KhanBelum ada peringkat
- GVAR210 Exploded ViewDokumen4 halamanGVAR210 Exploded ViewUEEBelum ada peringkat
- Annexure - B Safety SOP ChecklistDokumen4 halamanAnnexure - B Safety SOP ChecklistANUJ SHAHBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Brich HansenDokumen5 halamanBrich HansenHUGIBelum ada peringkat
- Wet Abrasive Blasting System and MethodDokumen13 halamanWet Abrasive Blasting System and MethodhainguyenbkvhvBelum ada peringkat
- Fuel Tank Ring Beam Design CalculationDokumen11 halamanFuel Tank Ring Beam Design CalculationDawson Preethi EA94% (16)
- Vendor List - Page 12Dokumen1 halamanVendor List - Page 12Tanpreet SinghBelum ada peringkat
- Aspf Blue Book - Fire Resisting DuctworkDokumen99 halamanAspf Blue Book - Fire Resisting Ductworkm2cru70Belum ada peringkat
- Ufc 3 430 09Dokumen106 halamanUfc 3 430 09carlcrowBelum ada peringkat
- WTI UK Screw Thread Inserts and Kits CatalogueDokumen16 halamanWTI UK Screw Thread Inserts and Kits CatalogueThor InternationalBelum ada peringkat
- PIDS Installation DetailsDokumen1 halamanPIDS Installation Detailsmohamed ghazyBelum ada peringkat
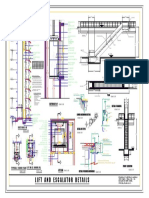
- Lift N EscalatorDokumen1 halamanLift N EscalatorPrashant JadhavBelum ada peringkat
- Rate Analysis Multi - Drift 30-05-2022 - R2Dokumen8 halamanRate Analysis Multi - Drift 30-05-2022 - R2Rajat SharmaBelum ada peringkat
- C231-Subsoil and Foundation DrainsDokumen11 halamanC231-Subsoil and Foundation DrainsTsoekem SessouBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Blasting Guidance ManualDokumen170 halamanBlasting Guidance ManualJaviera AlejandraBelum ada peringkat
- FHWA GEOTECHNICAL ENGINEERING CIRCULAR NO. 4 Ground Anchors and Anchored SystemsDokumen304 halamanFHWA GEOTECHNICAL ENGINEERING CIRCULAR NO. 4 Ground Anchors and Anchored Systemsv100% (4)
- PDF Wind Load Calculations As Per Is 875 Part 3xls CompressDokumen85 halamanPDF Wind Load Calculations As Per Is 875 Part 3xls CompressNews Side Effects.Belum ada peringkat