Anda mungkin juga menyukai
- Koco Koco Kocovvv Koco Koco Kocovv Koco KocoDokumen0 halamanKoco Koco Kocovvv Koco Koco Kocovv Koco KocoSun SunBelum ada peringkat
- SS 409M WeldingDokumen12 halamanSS 409M WeldingwentropremBelum ada peringkat
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDokumen5 halamanBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodBelum ada peringkat
- 3 SpringDokumen66 halaman3 Springall_meca_allBelum ada peringkat
- Cold Rolled Steel StripDokumen40 halamanCold Rolled Steel StripshelarsanjayBelum ada peringkat
- AWH Pipes and Accessories 4.1Dokumen54 halamanAWH Pipes and Accessories 4.1dingobk1Belum ada peringkat
- Welding Product Programme: Duplex and Super Duplex Stainless SteelDokumen6 halamanWelding Product Programme: Duplex and Super Duplex Stainless SteelFERNANDO MIRANDABelum ada peringkat
- Aspac Royalloy enDokumen7 halamanAspac Royalloy enNugroho Faris SudrajatBelum ada peringkat
- Weld 2507Dokumen8 halamanWeld 2507kyaw369Belum ada peringkat
- How To Weld S Duplex SsDokumen47 halamanHow To Weld S Duplex Sszebra9368Belum ada peringkat
- Advances in Welding For Sanitary DesignsDokumen34 halamanAdvances in Welding For Sanitary Designskart_rlBelum ada peringkat
- Duplex Stainless SteelsDokumen6 halamanDuplex Stainless SteelsFaisal NaeemBelum ada peringkat
- WTDokumen299 halamanWTrsarunprasathBelum ada peringkat
- Standards R M Salem - UserguideDokumen49 halamanStandards R M Salem - Userguidearunas1081Belum ada peringkat
- Principal of DPTDokumen5 halamanPrincipal of DPTJhandu KumarBelum ada peringkat
- Manganese 12 14%Dokumen3 halamanManganese 12 14%Sreedhar Rakesh VellankiBelum ada peringkat
- Handbook ESAB - MecTIGDokumen15 halamanHandbook ESAB - MecTIGRobertoBelum ada peringkat
- Quiz Test No DrieDokumen17 halamanQuiz Test No Drieapurva karleBelum ada peringkat
- Cor-Ten - Weather & Corrosion Resistant SteelDokumen5 halamanCor-Ten - Weather & Corrosion Resistant SteelAnjan DeyBelum ada peringkat
- Galling and ControlDokumen2 halamanGalling and ControlpradeepysBelum ada peringkat
- 1.4462 EN-material Duplex PDFDokumen3 halaman1.4462 EN-material Duplex PDFtien100% (1)
- Stainless Steel Material PropertiesDokumen4 halamanStainless Steel Material PropertiesMohammed RiyazBelum ada peringkat
- Userguide For SSDokumen26 halamanUserguide For SSehsan4uBelum ada peringkat
- Avances en Soldadura para Diseños Sanitario Apuntes AWS D18.1 18.2 18.3Dokumen27 halamanAvances en Soldadura para Diseños Sanitario Apuntes AWS D18.1 18.2 18.3hernando gelvesBelum ada peringkat
- High strength electrode for welding all steelsDokumen3 halamanHigh strength electrode for welding all steelsSameer KhanBelum ada peringkat
- Titanium WeldingDokumen6 halamanTitanium WeldingMichael ClaphamBelum ada peringkat
- Steel UserguideDokumen50 halamanSteel UserguideBhanu Pratap ChoudhuryBelum ada peringkat
- Basic Rules For Stainless Steel SpecificationDokumen9 halamanBasic Rules For Stainless Steel SpecificationmutemuBelum ada peringkat
- BS 970 steel specifications and European standards comparisonDokumen5 halamanBS 970 steel specifications and European standards comparisonaezeadBelum ada peringkat
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Dokumen1 halamanB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55Belum ada peringkat
- Welding EngineeringDokumen338 halamanWelding EngineeringMuhammed Sulfeek100% (3)
- General Information Theory - LindabDokumen27 halamanGeneral Information Theory - LindabaudithanBelum ada peringkat
- HR Slitting & Pickling ProcessDokumen16 halamanHR Slitting & Pickling Processshweta_770587Belum ada peringkat
- San 38Dokumen4 halamanSan 38Saravanan MariBelum ada peringkat
- Guidelines for Welding Process SelectionDokumen2 halamanGuidelines for Welding Process SelectionAmit SindhyaBelum ada peringkat
- Material SpecificationDokumen50 halamanMaterial SpecificationSangyt Karna0% (2)
- Welding Recommendation TS890Dokumen2 halamanWelding Recommendation TS890max_powerBelum ada peringkat
- SAF Welding Cutting GuideDokumen165 halamanSAF Welding Cutting GuideSelvem0% (1)
- Tig Plasma77019Dokumen16 halamanTig Plasma77019Luiz CabelloBelum ada peringkat
- Din 1615Dokumen5 halamanDin 1615David FonsecaBelum ada peringkat
- EN 1011 welding standards for stainless steelDokumen25 halamanEN 1011 welding standards for stainless steel0502ravi100% (1)
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDokumen6 halamanExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123Belum ada peringkat
- URB25Dokumen4 halamanURB25malika_00Belum ada peringkat
- WELDING QUESTIONS AND ANSWERSDokumen6 halamanWELDING QUESTIONS AND ANSWERSengrzia76Belum ada peringkat
- Gandhi Special Tubes ISO 9001 2008Dokumen6 halamanGandhi Special Tubes ISO 9001 2008mukeshkumarjBelum ada peringkat
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDari EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeBelum ada peringkat
- All-in-One Manual of Industrial Piping Practice and MaintenanceDari EverandAll-in-One Manual of Industrial Piping Practice and MaintenancePenilaian: 5 dari 5 bintang5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDari EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesBelum ada peringkat
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDari EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkBelum ada peringkat
- Franke Coronas STD Engrane ExteriorDokumen4 halamanFranke Coronas STD Engrane Exteriorwili_ab8040Belum ada peringkat
- Stress Young Modulus and Thermal Expansion Coefficients of SteelsDokumen51 halamanStress Young Modulus and Thermal Expansion Coefficients of Steelswili_ab8040Belum ada peringkat
- D3001 SMS Weld Malepart 316 V03 101013Dokumen1 halamanD3001 SMS Weld Malepart 316 V03 101013wili_ab8040Belum ada peringkat
- F40 61 ESE 4x3x13FM Electric SubmittalDokumen1 halamanF40 61 ESE 4x3x13FM Electric Submittalwili_ab8040Belum ada peringkat
- Bolts in CADWorx Specifications (Excerpt)Dokumen45 halamanBolts in CADWorx Specifications (Excerpt)CastorNoroñoBelum ada peringkat
- Getting Started STAAD 2005Dokumen570 halamanGetting Started STAAD 2005wili_ab8040100% (1)
- Non-return-Valves M2010 Sudmo LeafletDokumen2 halamanNon-return-Valves M2010 Sudmo Leafletwili_ab8040Belum ada peringkat
- F40 531 ESDPM 5x4x11 5FM DieselPanel SubmittalDokumen2 halamanF40 531 ESDPM 5x4x11 5FM DieselPanel Submittalwili_ab8040Belum ada peringkat
- 5.0-111c-Turbine Package Grounding PracticesDokumen10 halaman5.0-111c-Turbine Package Grounding Practiceswili_ab8040Belum ada peringkat
- MicroStation V8i SS3 EssentialsDokumen266 halamanMicroStation V8i SS3 Essentialswili_ab8040100% (1)
- Designing - Helical - Coil - Heat Exgr - 1982 PDFDokumen4 halamanDesigning - Helical - Coil - Heat Exgr - 1982 PDFKary ShitoBelum ada peringkat
- Getting Started STAAD 2005Dokumen570 halamanGetting Started STAAD 2005wili_ab8040100% (1)
- HTTP WWW - Isa.org Template - CFM Section Books3&Template Ecommerce FileDisplay - cfm&ProductID 3786Dokumen2 halamanHTTP WWW - Isa.org Template - CFM Section Books3&Template Ecommerce FileDisplay - cfm&ProductID 3786jdfdfererBelum ada peringkat
- Crane Tp410 Fluid FlowDokumen133 halamanCrane Tp410 Fluid FlowLucia Lorenzini100% (8)
- Workshop Calculation GuideDokumen73 halamanWorkshop Calculation GuidenithingrmeBelum ada peringkat
- Easi-Pay Guide via e-ConnectDokumen29 halamanEasi-Pay Guide via e-ConnectKok WaiBelum ada peringkat
- Open-Ended CG Experiments Spark CreativityDokumen9 halamanOpen-Ended CG Experiments Spark CreativityArjun ShettyBelum ada peringkat
- DYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProcedureDokumen7 halamanDYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProceduremahsaBelum ada peringkat
- Parts Catalog TT75, TT55 NEW HOLLANDDokumen360 halamanParts Catalog TT75, TT55 NEW HOLLANDrogerio97% (35)
- CTLS Interface Developers GuideDokumen242 halamanCTLS Interface Developers GuideLucas Pires SimãoBelum ada peringkat
- MVC Spring FrameworkDokumen34 halamanMVC Spring FrameworkRishi MathurBelum ada peringkat
- ARK Survival 600 Player Level CapDokumen16 halamanARK Survival 600 Player Level CapArcTrooper210Belum ada peringkat
- Restaurant Pub VIP Lounge Camp Pune SaleDokumen4 halamanRestaurant Pub VIP Lounge Camp Pune SaleChandrashekhar Naikare0% (1)
- Guide to Rubber Expansion JointsDokumen7 halamanGuide to Rubber Expansion JointsHu HenryBelum ada peringkat
- How To Use AZUpDokumen1 halamanHow To Use AZUpjovicasBelum ada peringkat
- KSSR - MatematikDokumen6 halamanKSSR - MatematikFaris FarhanBelum ada peringkat
- Awardees List - 11th VKA 2019 (Final)Dokumen14 halamanAwardees List - 11th VKA 2019 (Final)ANKIT DWIVEDIBelum ada peringkat
- Torque ValuesDokumen1 halamanTorque ValuesfadhlidzilBelum ada peringkat
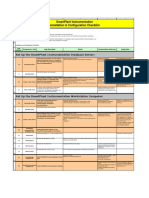
- SmartPlant Instrumentation installation checklistDokumen2 halamanSmartPlant Instrumentation installation checklistmnoormohamed82Belum ada peringkat
- Ln26r71bd Ln-s2652d Ln26r71b Ln32r71bd LN s3252d DiagramaDokumen261 halamanLn26r71bd Ln-s2652d Ln26r71b Ln32r71bd LN s3252d DiagramaVictor Julio AlvarezBelum ada peringkat
- Slabs Are Plate Elements Forming Floors andDokumen5 halamanSlabs Are Plate Elements Forming Floors andyasas89Belum ada peringkat
- L .. Eee - .: Distribution Voltage RegulatorsDokumen11 halamanL .. Eee - .: Distribution Voltage RegulatorsSirajulBelum ada peringkat
- SCC Development, Applications and InvestigationsDokumen5 halamanSCC Development, Applications and InvestigationslauravoineagBelum ada peringkat
- Edison LearningDokumen62 halamanEdison LearningYork Daily Record/Sunday NewsBelum ada peringkat
- Perkins T6.354 WorkshopDokumen130 halamanPerkins T6.354 WorkshopAlexis SocarrósBelum ada peringkat
- 3 Spaces Nov 09Dokumen62 halaman3 Spaces Nov 09Somy ElseBelum ada peringkat
- Champion 700 Series Motor Grader Series I Operators Manual Revision 1 8-24-1977 PDFDokumen54 halamanChampion 700 Series Motor Grader Series I Operators Manual Revision 1 8-24-1977 PDFjulianmata77% (13)
- Diffusion of InnovationDokumen40 halamanDiffusion of Innovationlali62Belum ada peringkat
- Nmo & DmoDokumen29 halamanNmo & DmoJessica Julien100% (1)
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDokumen9 halamanDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshBelum ada peringkat
- Adding Value To Corporate Recruitment: Carlos Jordán de Urries Talent Search ConsultantDokumen8 halamanAdding Value To Corporate Recruitment: Carlos Jordán de Urries Talent Search ConsultantCarlos Jordan de UrriesBelum ada peringkat
- MTO Response Letter 0609Dokumen3 halamanMTO Response Letter 0609hwy7and8Belum ada peringkat
- AKA DP Close Bus Ring SolutionsDokumen2 halamanAKA DP Close Bus Ring Solutionssun qiBelum ada peringkat
- Manual em Portugues DGX230Dokumen120 halamanManual em Portugues DGX230Agosthis0% (1)
- Simovert Masterdrives VCDokumen16 halamanSimovert Masterdrives VCangeljavier9Belum ada peringkat