Anda mungkin juga menyukai
- Trabajo de Eurotubo - InformeDokumen37 halamanTrabajo de Eurotubo - InformeDiany's SmithBelum ada peringkat
- Alcantarilla DoDokumen14 halamanAlcantarilla DoJavier Fernando Lavado TerronesBelum ada peringkat
- Formulación de plastisolesDokumen5 halamanFormulación de plastisolesJorge FrndzBelum ada peringkat
- Proceso Prod 1Dokumen13 halamanProceso Prod 1Valentina GomezBelum ada peringkat
- Trabajo Ciencia de Los MaterialesDokumen19 halamanTrabajo Ciencia de Los MaterialesKharen Hernández CarvajalBelum ada peringkat
- Dimetcote 9Dokumen7 halamanDimetcote 9Jorge Benjamin Riberth RamírezBelum ada peringkat
- Proceso de Produccion de Tubos de PVCDokumen68 halamanProceso de Produccion de Tubos de PVCJuvenal Córdoba ValoyesBelum ada peringkat
- Norma Inen 1013. Pinturas. Determinación de La ViscosidadDokumen17 halamanNorma Inen 1013. Pinturas. Determinación de La ViscosidadMauro Toalombo RBelum ada peringkat
- OC4.2-MX-493 Procedimiento para Control de Aspas de La Mezcladora - 24junio15Dokumen9 halamanOC4.2-MX-493 Procedimiento para Control de Aspas de La Mezcladora - 24junio15Chris Alfa PalaBelum ada peringkat
- Tuberías de PVCDokumen27 halamanTuberías de PVCJoel Julca GarciaBelum ada peringkat
- Informe de Ecodiseño Cora 2023Dokumen17 halamanInforme de Ecodiseño Cora 2023SAS SOFORESTA CAMPO PENDAREBelum ada peringkat
- Nte Inen 2925Dokumen13 halamanNte Inen 2925Majo Torres100% (1)
- Rrim - Srim - RTMDokumen64 halamanRrim - Srim - RTMjulixeneiseBelum ada peringkat
- Extrusión PVC tubería: cambios propiedades materialDokumen14 halamanExtrusión PVC tubería: cambios propiedades materialDiego AcevedoBelum ada peringkat
- Informe de Prueba de Jarras Del Fundo AgroberriesDokumen8 halamanInforme de Prueba de Jarras Del Fundo AgroberriesJhon Wilfredo Zamora ParedesBelum ada peringkat
- Betun Modificado Con Polvo de Caucho de Neumaticos Fuera de Uso Otro Tipo de Reciclaje PDFDokumen13 halamanBetun Modificado Con Polvo de Caucho de Neumaticos Fuera de Uso Otro Tipo de Reciclaje PDFAlberto RomeroBelum ada peringkat
- Definiciones y AbreviaturasDokumen3 halamanDefiniciones y AbreviaturasMarcelo Eduardo Orellana BobadillaBelum ada peringkat
- Policloruro de ViniloDokumen12 halamanPolicloruro de ViniloJennifer AylinBelum ada peringkat
- Formulacion de Un PlastisolDokumen11 halamanFormulacion de Un PlastisolReira Serizawa67% (3)
- Material Virtual PVCDokumen36 halamanMaterial Virtual PVCAndres GamboaBelum ada peringkat
- Norma Venezolana de Pintura de TraficoDokumen4 halamanNorma Venezolana de Pintura de Traficoc.a.g.p.Belum ada peringkat
- 1 Practica7 Grupo3Dokumen9 halaman1 Practica7 Grupo3Jose FBelum ada peringkat
- PVC 744Dokumen3 halamanPVC 744lobocernaBelum ada peringkat
- Informe de Visita Tecnica A EurotuboDokumen14 halamanInforme de Visita Tecnica A EurotuboDorian Barrenechea GabrielBelum ada peringkat
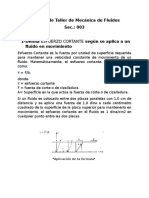
- Práctica de Taller de Mecánica de FluidosDokumen11 halamanPráctica de Taller de Mecánica de FluidosWilson Jose Medina100% (1)
- P 2 Envases 2017Dokumen2 halamanP 2 Envases 2017JUAN CARLOS LOZANO PAQUIYAURIBelum ada peringkat
- Aditivo para Mezsdclas Tibias Como Facilitador - Marcelo A. MartinezDokumen32 halamanAditivo para Mezsdclas Tibias Como Facilitador - Marcelo A. MartinezLuis Helmer Orozco AguirreBelum ada peringkat
- Betún modificado con caucho de neumáticos reciclado ofrece ventajasDokumen13 halamanBetún modificado con caucho de neumáticos reciclado ofrece ventajasLeonardo Sierra TapiasBelum ada peringkat
- NTC985Dokumen9 halamanNTC985Silvia EspinosaBelum ada peringkat
- Presentación FinalDokumen22 halamanPresentación FinalAnonymous kM8MD3ZBelum ada peringkat
- Método de ensayo para determinar secado y curado de recubrimientos orgánicosDokumen10 halamanMétodo de ensayo para determinar secado y curado de recubrimientos orgánicosALEXBelum ada peringkat
- Formulacion de Un PlastisolDokumen10 halamanFormulacion de Un Plastisol3F3CT1V00100% (1)
- Resume N PVCDokumen7 halamanResume N PVCMarta Becerra MillánBelum ada peringkat
- Resinas PP 70x60Dokumen2 halamanResinas PP 70x60ARotter100% (1)
- Secado NTC598Dokumen10 halamanSecado NTC598andreshernandez49Belum ada peringkat
- Producción caucho TSRDokumen7 halamanProducción caucho TSRluz lopezBelum ada peringkat
- Dimetcote 9Dokumen7 halamanDimetcote 9Ricardo IbarraBelum ada peringkat
- Comportamiento Recubrimientos AlquidicosDokumen36 halamanComportamiento Recubrimientos AlquidicosLUIS BARRERABelum ada peringkat
- NOM-U-038 Determinación de Viscosidad Stormer y BrookfieldDokumen17 halamanNOM-U-038 Determinación de Viscosidad Stormer y BrookfieldAlondra CVBelum ada peringkat
- Sigmaguard CSF 585Dokumen6 halamanSigmaguard CSF 585francisco javier rubioBelum ada peringkat
- Spit Epcon SystemDokumen16 halamanSpit Epcon SystemdanielsisamonBelum ada peringkat
- Norma técnica colombiana tanques polietileno rotacionalDokumen14 halamanNorma técnica colombiana tanques polietileno rotacionalAS PerBelum ada peringkat
- Sic ODokumen18 halamanSic OedescargaBelum ada peringkat
- NTC1786 PDFDokumen11 halamanNTC1786 PDFIvan Dario Oyola RaveloBelum ada peringkat
- Estudio factibilidad fábrica tubos PVCDokumen63 halamanEstudio factibilidad fábrica tubos PVCteodoroBelum ada peringkat
- ADHERENCIADokumen33 halamanADHERENCIAGianfranco Navarro Araujo50% (2)
- Semana 10 Tecnologia de Los Materiales PVC 10Dokumen45 halamanSemana 10 Tecnologia de Los Materiales PVC 10Rudolf Keith Muñoz CristobalBelum ada peringkat
- Evaluación de Condición de Oxidación y Refresco de Lubricante en TurbinasDokumen32 halamanEvaluación de Condición de Oxidación y Refresco de Lubricante en TurbinasRoberto OrtegaBelum ada peringkat
- PVC ProcesoDokumen7 halamanPVC ProcesoBilly Daniel Lozano PérezBelum ada peringkat
- OPTIMIZACIÓN DEL ETIQUETADO CONTROLANDO LA TEMPERATURA DEL ADHESIVODokumen19 halamanOPTIMIZACIÓN DEL ETIQUETADO CONTROLANDO LA TEMPERATURA DEL ADHESIVOalexrodaseBelum ada peringkat
- 6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Dokumen22 halaman6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Anderson MarkBelum ada peringkat
- D445 Español Método de Prueba Estándar para La Viscosidad Cinemática de Líquidos Transparentes y OpacosDokumen21 halamanD445 Español Método de Prueba Estándar para La Viscosidad Cinemática de Líquidos Transparentes y OpacosDiana ÁlvarezBelum ada peringkat
- Desarrrollo de Las EmulsionesDokumen63 halamanDesarrrollo de Las EmulsionesRosemberg Reyes RamírezBelum ada peringkat
- U3 S7 Laboratorio3Dokumen4 halamanU3 S7 Laboratorio3Kevin sarmiento varaBelum ada peringkat
- Sigmafast 278Dokumen5 halamanSigmafast 278amadeusbrayanBelum ada peringkat
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDari EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaBelum ada peringkat
- Lavado y colmatado de tapones de corcho. MAMA0109Dari EverandLavado y colmatado de tapones de corcho. MAMA0109Belum ada peringkat
- Fabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309Dari EverandFabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309Belum ada peringkat
- Fabricación de tapones aglomerados. MAMA0109Dari EverandFabricación de tapones aglomerados. MAMA0109Belum ada peringkat
- En la figura que se muestran pesos iguales ubicados simétricamente. Determinar el ángulo ѲDokumen1 halamanEn la figura que se muestran pesos iguales ubicados simétricamente. Determinar el ángulo ѲDiego Paredes LinaresBelum ada peringkat
- Procedimientos de Inspección de ENDDokumen10 halamanProcedimientos de Inspección de ENDivanbf94% (16)
- Bases Desafi-O Kunan 2017 - VF - 2Dokumen9 halamanBases Desafi-O Kunan 2017 - VF - 2Elvis BRBelum ada peringkat
- Boletin Informativo de Los Agentes GNV-2015 - HUDokumen27 halamanBoletin Informativo de Los Agentes GNV-2015 - HUDiego Paredes LinaresBelum ada peringkat
- Tema 5 - Gas Natural Virtual en ArequipaDokumen90 halamanTema 5 - Gas Natural Virtual en ArequipaJUANSIT0Belum ada peringkat
- Appl 0000136061Dokumen5 halamanAppl 0000136061Diego Paredes LinaresBelum ada peringkat
- Manual para Municipios Ecoeficientes PDFDokumen179 halamanManual para Municipios Ecoeficientes PDFLucerito Fachin OliveiraBelum ada peringkat
- 1 s2.0 S0141391003001630 MainDokumen31 halaman1 s2.0 S0141391003001630 MainDiego Paredes LinaresBelum ada peringkat
- 15 63Dokumen9 halaman15 63Diego Paredes LinaresBelum ada peringkat
- Diatomita PDFDokumen0 halamanDiatomita PDFHenry Garcia NinaJa'Belum ada peringkat
- Diatomita PDFDokumen0 halamanDiatomita PDFHenry Garcia NinaJa'Belum ada peringkat
- Ayuda PDJ GasocentrosDokumen100 halamanAyuda PDJ GasocentrosDiego Paredes LinaresBelum ada peringkat
- Clasificacion de AcerosDokumen7 halamanClasificacion de AcerosPedrito17Belum ada peringkat
- Análisis de estructuras hiperestáticas con métodos energéticosDokumen448 halamanAnálisis de estructuras hiperestáticas con métodos energéticosthefralks93% (15)
- Ayuda PDJ GasocentrosDokumen100 halamanAyuda PDJ GasocentrosDiego Paredes LinaresBelum ada peringkat
- t3Dokumen5 halamant3Diego Paredes LinaresBelum ada peringkat
- Centros de Cobranza Municipal ArequipaDokumen7 halamanCentros de Cobranza Municipal ArequipaDiego Paredes LinaresBelum ada peringkat
- Folleto Aisi 420 PDFDokumen2 halamanFolleto Aisi 420 PDFDiego Paredes LinaresBelum ada peringkat
- 199 672 1 PBDokumen10 halaman199 672 1 PBLenin PozoBelum ada peringkat
- Temple Por InduccionDokumen6 halamanTemple Por InduccionSebastian DiazBelum ada peringkat
- 199 672 1 PBDokumen10 halaman199 672 1 PBLenin PozoBelum ada peringkat
- Calentamiento Por Induccion PDFDokumen24 halamanCalentamiento Por Induccion PDFCarlosBelum ada peringkat
- Cordoba PDFDokumen23 halamanCordoba PDFDiego Paredes LinaresBelum ada peringkat
- Trabajo Resonancia, Induccion ElectromagneticaDokumen150 halamanTrabajo Resonancia, Induccion ElectromagneticaFelipeJaimesHernándezBelum ada peringkat
- Curso de Procesos de ManufacturaDokumen29 halamanCurso de Procesos de ManufacturaSergio VigoyaBelum ada peringkat
- NSS Es 18Dokumen1 halamanNSS Es 18ferliveBelum ada peringkat
- ProductsDokumen12 halamanProductsJhon Elier Arango TrillosBelum ada peringkat
- Irrimodel Riego InternetDokumen36 halamanIrrimodel Riego InternetDiego Paredes LinaresBelum ada peringkat
- 00781358Dokumen146 halaman00781358brunospagnuoloBelum ada peringkat
- 107 Recuperacion de Plata Por Medio Deun Proceso QuimicoDokumen25 halaman107 Recuperacion de Plata Por Medio Deun Proceso Quimicooskar0706100% (1)
- Me CA Tronic Ax Tec SaltilloDokumen1 halamanMe CA Tronic Ax Tec SaltillonospherathusBelum ada peringkat
- Taller Acometidas de Una ViviendaDokumen5 halamanTaller Acometidas de Una ViviendaJORGE LUIS HERNANDEZ PRADA100% (1)
- Proyecto Terminado FinnnDokumen22 halamanProyecto Terminado FinnnBruno Reyes AdrianzenBelum ada peringkat
- Plan de negocios lavado autos secoDokumen181 halamanPlan de negocios lavado autos secoDaniela MelingBelum ada peringkat
- Sistemas Integrados IndustrialesDokumen3 halamanSistemas Integrados IndustrialesAlismar OlivieriBelum ada peringkat
- Tesis Plande Mantenimiento Preventivo A Torno CNCDokumen36 halamanTesis Plande Mantenimiento Preventivo A Torno CNCMiguel Angel Calvo67% (3)
- SGI-F-02-11-07 Registro de Auditoría Ver02Dokumen1 halamanSGI-F-02-11-07 Registro de Auditoría Ver02Ruth Ponce SilvaBelum ada peringkat
- Estructura SlotsDokumen11 halamanEstructura Slotsjrgarciar0072Belum ada peringkat
- Ciclos de lavado y temperaturas para diferentes tipos de prendasDokumen36 halamanCiclos de lavado y temperaturas para diferentes tipos de prendasRita CarmelloBelum ada peringkat
- Apus ColombiaDokumen173 halamanApus ColombiaJohn Alvaro GamboaBelum ada peringkat
- Cuestionario de Taller de Base de DatosDokumen13 halamanCuestionario de Taller de Base de DatosChristian OsorioBelum ada peringkat
- Introducción A La Mecánica AutomotrizDokumen15 halamanIntroducción A La Mecánica AutomotrizLeiidy ZapataBelum ada peringkat
- Transferencia de Equipos - ProcedimientoDokumen3 halamanTransferencia de Equipos - ProcedimientorubenlrtqBelum ada peringkat
- Producción integrada Coca-ColaDokumen2 halamanProducción integrada Coca-Colaipla_mecanico359Belum ada peringkat
- Catalogo Dorpa Es PDFDokumen12 halamanCatalogo Dorpa Es PDFHéctor Andrés Castro EspinozaBelum ada peringkat
- Presentacion Comecial Cutting Blades LtdaDokumen12 halamanPresentacion Comecial Cutting Blades LtdacarlosBelum ada peringkat
- Caja de Cambios Manual Chevrolet Luv D'max 2012Dokumen37 halamanCaja de Cambios Manual Chevrolet Luv D'max 2012Khristian XaviBelum ada peringkat
- Contratos viales por resultados BrasilDokumen16 halamanContratos viales por resultados BrasilCarlos D. MárquezBelum ada peringkat
- Norma ISO 9000 1994 Gestion de Calidad y Normas de Aseguramiento de La CalidadDokumen3 halamanNorma ISO 9000 1994 Gestion de Calidad y Normas de Aseguramiento de La Calidadcesar28496100% (3)
- Imposible Limpiar Impresora Brother MFC-J825DWDokumen5 halamanImposible Limpiar Impresora Brother MFC-J825DWEvans AndrewBelum ada peringkat
- Tarea 7 - Negocios Internacionales 2Dokumen9 halamanTarea 7 - Negocios Internacionales 2Helix AlexanderBelum ada peringkat
- Ejemplo Cadena de SuministrosDokumen1 halamanEjemplo Cadena de SuministrosVíctor Antonio Yarleque GarcíaBelum ada peringkat
- Programador de Grifo Rain Bird Wta 2875Dokumen4 halamanProgramador de Grifo Rain Bird Wta 2875Mila ASBelum ada peringkat
- Bloqueador Hoja Tecnica 2Dokumen2 halamanBloqueador Hoja Tecnica 2julioBelum ada peringkat
- Informe Visita Tecnica ISMDokumen18 halamanInforme Visita Tecnica ISMruben1447890% (2)
- Caso 10 - ChryslerDokumen19 halamanCaso 10 - Chryslerdiedec130Belum ada peringkat
- Casos de ProactividadDokumen28 halamanCasos de ProactividadErickson Zeña PaivaBelum ada peringkat
- Proceso de Fabricacion Automatizada de LadrillosDokumen18 halamanProceso de Fabricacion Automatizada de LadrillosAnonymous sWuWS4cRlBelum ada peringkat
- Puede El Residente de Una Obra Por Administración Directa Realizar La Reformulación Del Expediente TécnicoDokumen5 halamanPuede El Residente de Una Obra Por Administración Directa Realizar La Reformulación Del Expediente TécnicoRonald VERA-GALLEGOS100% (1)
- Visita técnica a Horcalsa para entender el proceso de producción de calDokumen13 halamanVisita técnica a Horcalsa para entender el proceso de producción de calJessy AlfaroBelum ada peringkat