Anda mungkin juga menyukai
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- 2016 Timetabling CalendarDokumen1 halaman2016 Timetabling Calendaribnu.asad984Belum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- School Calendar: Queensland State SchoolsDokumen1 halamanSchool Calendar: Queensland State Schoolsibnu.asad984Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Recomm2015 2016Dokumen2 halamanRecomm2015 2016ibnu.asad984Belum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- 2016 Liturgical Calendar: Liturgy OfficeDokumen8 halaman2016 Liturgical Calendar: Liturgy Officeibnu.asad984Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 2016 Monthly CalendarDokumen12 halaman2016 Monthly Calendaribnu.asad984Belum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- MC2034 Weld Rods - v4Dokumen2 halamanMC2034 Weld Rods - v4ibnu.asad984Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 2015 Programs Book List PricesDokumen13 halaman2015 Programs Book List Pricesibnu.asad984Belum ada peringkat
- 13 BridgeDokumen25 halaman13 Bridgeibnu.asad984Belum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- 1221 Hot Gas and Extrusion Welding Jan 2016Dokumen2 halaman1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Belum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- New Technologies 112515Dokumen29 halamanNew Technologies 112515ibnu.asad984Belum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
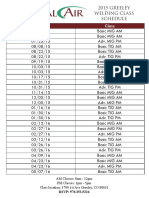
- Date Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631Dokumen2 halamanDate Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631ibnu.asad984Belum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Six Converging Tech TrendsDokumen76 halamanSix Converging Tech Trendsibnu.asad984Belum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- FIEA Events 2016 One Page FlyerDokumen1 halamanFIEA Events 2016 One Page Flyeribnu.asad984Belum ada peringkat
- New York City College of Technology SPRING 2016 Academic CalendarDokumen1 halamanNew York City College of Technology SPRING 2016 Academic Calendaribnu.asad984Belum ada peringkat
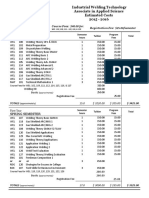
- WEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015Dokumen2 halamanWEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015ibnu.asad984Belum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- WELD AdvShieldedMetalArcTCCDokumen1 halamanWELD AdvShieldedMetalArcTCCibnu.asad984Belum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Kitchen DimensionsDokumen6 halamanKitchen DimensionsKirstie Ann Lee - CortesBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- RUAF Magazine 25 9.2011Dokumen72 halamanRUAF Magazine 25 9.2011Lisa JayBelum ada peringkat
- Chapter4 Cost AllocationDokumen14 halamanChapter4 Cost AllocationNetsanet BelayBelum ada peringkat
- Assessing Health Impacts of Air Pollution From Electricity Generation The Case of ThailandDokumen22 halamanAssessing Health Impacts of Air Pollution From Electricity Generation The Case of Thailandcamilo_ortiz_6100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- People in OrganisationsDokumen8 halamanPeople in OrganisationsBritney valladares100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- AS 2122 HK1 DecuongHKI ANH7Dokumen19 halamanAS 2122 HK1 DecuongHKI ANH7Nguyễn Lê KhánhBelum ada peringkat
- Resume - Shady Brook Assistant PrincipalDokumen1 halamanResume - Shady Brook Assistant Principalapi-359951158Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Whsms ManualDokumen22 halamanWhsms ManualSayed AbbasBelum ada peringkat
- Character Strengths and Virtues A Handbook of Classification MindmapDokumen1 halamanCharacter Strengths and Virtues A Handbook of Classification MindmapJorge Luis Villacís NietoBelum ada peringkat
- Notes On Substance AbuseDokumen15 halamanNotes On Substance Abusesarguss14100% (1)
- Upstream Marine Standard IBU ChevronDokumen52 halamanUpstream Marine Standard IBU ChevronAndrew Hendy Indrakusuma50% (2)
- 5 - DystociaDokumen43 halaman5 - DystociaMara Medina - BorleoBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- 10 Suresh Nair - Journey ManagementDokumen25 halaman10 Suresh Nair - Journey ManagementMuhammad Zulkifli HarahapBelum ada peringkat
- Leica Microscope DM 2700 M ManualDokumen156 halamanLeica Microscope DM 2700 M ManualramuBelum ada peringkat
- The Fine Print Lisa Renee Dec 2010Dokumen8 halamanThe Fine Print Lisa Renee Dec 2010Ali SaghafiBelum ada peringkat
- Epsom Salt ClassDokumen7 halamanEpsom Salt ClassSofia marisa fernandesBelum ada peringkat
- Installation Instructions / Operating & Maintenance Manual Reduced Pressure Zone (RPZ) Valves Type "BA" DevicesDokumen3 halamanInstallation Instructions / Operating & Maintenance Manual Reduced Pressure Zone (RPZ) Valves Type "BA" DevicesCire Lop CastroBelum ada peringkat
- Fdocuments - in - List of Private Laboratories Empanelled by KSPCB As Per of Empanelment LabsDokumen7 halamanFdocuments - in - List of Private Laboratories Empanelled by KSPCB As Per of Empanelment LabsKartik RajputBelum ada peringkat
- Buddhist Concept of HappinessDokumen11 halamanBuddhist Concept of HappinessTharaka Nadeeshan100% (1)
- Modelling The Transport of Crude Oil in Sandy Soil: Ejikeme Ugwoha, Victor Emeka Amah, Precious Ehis Agharese-AduDokumen12 halamanModelling The Transport of Crude Oil in Sandy Soil: Ejikeme Ugwoha, Victor Emeka Amah, Precious Ehis Agharese-AdusfBelum ada peringkat
- Optimal Capital StructureDokumen4 halamanOptimal Capital StructurevinyspBelum ada peringkat
- Annual Examination Class Xi Chemistry (2020-2021) SubjectiveDokumen3 halamanAnnual Examination Class Xi Chemistry (2020-2021) SubjectiveLavyaBelum ada peringkat
- Grindex Lista de PartesDokumen28 halamanGrindex Lista de PartesMarco Antonio Cerna HaroBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Test 6Dokumen3 halamanTest 6Андрій МедвідьBelum ada peringkat
- Fs Chapter I Vi ApprovalDokumen119 halamanFs Chapter I Vi ApprovalPauline OrtegaBelum ada peringkat
- Latihan Soal Tentang Public PlacesDokumen3 halamanLatihan Soal Tentang Public PlacesRiimha AmbarwatiBelum ada peringkat
- Sentence PatternDokumen2 halamanSentence PatternBrito RajBelum ada peringkat
- NCP RequirementsDokumen3 halamanNCP RequirementsJasmine JarapBelum ada peringkat
- Borang IshipDokumen9 halamanBorang IshipUlfa RahayuBelum ada peringkat
- Sina and EelDokumen2 halamanSina and Eelapi-290999754Belum ada peringkat