Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Volvo Ec290blc Ec290bnlc Excavator Service Repair PDF ManualDokumen1 halamanVolvo Ec290blc Ec290bnlc Excavator Service Repair PDF ManualElisee40% (5)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Inbound Sales Playbook - Interactive PDF by Articulate MarketingDokumen23 halamanThe Inbound Sales Playbook - Interactive PDF by Articulate MarketingSacha BismuthBelum ada peringkat
- Presentation On Quality - A Guide For A NoviceDokumen27 halamanPresentation On Quality - A Guide For A NoviceSiddhardha MsvBelum ada peringkat
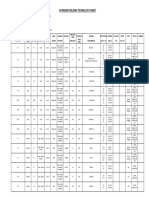
- Standard Welding Technology SheetDokumen14 halamanStandard Welding Technology SheetSiddhardha MsvBelum ada peringkat
- Theoretical Foundations of Conduction and Convection Heat TransferDokumen237 halamanTheoretical Foundations of Conduction and Convection Heat TransferSiddhardha MsvBelum ada peringkat
- Field Quality Assurance ProgrammeDokumen8 halamanField Quality Assurance ProgrammeSiddhardha MsvBelum ada peringkat
- Bangladesh National Building Code 2006 Part 1Dokumen20 halamanBangladesh National Building Code 2006 Part 1Pranoy Barua75% (4)
- Masses A Person Can LiftDokumen13 halamanMasses A Person Can LiftNeil LouisBelum ada peringkat
- SSPC ChartDokumen2 halamanSSPC ChartajuhaseenBelum ada peringkat
- Lecture8 PDFDokumen6 halamanLecture8 PDFSiddhardha MsvBelum ada peringkat
- Radiographic TestingDokumen47 halamanRadiographic TestingVimin Prakash100% (1)
- Ultrasonic TestingDokumen36 halamanUltrasonic TestingRaj Kumar100% (4)
- ASME P NumbersDokumen2 halamanASME P Numbersprad_21adBelum ada peringkat
- 299 Words GreDokumen2 halaman299 Words GreFarah FazalBelum ada peringkat
- WELDING-Root Cause For DefectsDokumen10 halamanWELDING-Root Cause For DefectsSiddhardha Msv50% (4)
- Diesel Engine AlternateDokumen7 halamanDiesel Engine AlternateSiddhardha MsvBelum ada peringkat
- Notes On Essential of ItDokumen9 halamanNotes On Essential of ItDrRam Singh KambojBelum ada peringkat
- WRM-10P: Lightweight Winding Resistance MeterDokumen4 halamanWRM-10P: Lightweight Winding Resistance Meterduong phamBelum ada peringkat
- Lecture 1Dokumen25 halamanLecture 1Mohieddine FaridBelum ada peringkat
- 8.3 PLSQL PPT Ch7 PDFDokumen18 halaman8.3 PLSQL PPT Ch7 PDFDunBelum ada peringkat
- Single Chip Karaoke Processor: DescriptionDokumen28 halamanSingle Chip Karaoke Processor: DescriptionahmedBelum ada peringkat
- Site Acceptance/Change Form: Classification: Mobily INTERNAL USEDokumen1 halamanSite Acceptance/Change Form: Classification: Mobily INTERNAL USEqaisersiddiBelum ada peringkat
- Proctored Mock Exam Guidelines 2021Dokumen6 halamanProctored Mock Exam Guidelines 2021Rahul SharmaBelum ada peringkat
- Mock InterviewDokumen2 halamanMock InterviewGuhiting, Aljhay V.Belum ada peringkat
- Air-Cooled Scroll Condensing Units: 035-22868-000 Supersedes 150.73-NM1 (918) Form 150.73-NM1Dokumen164 halamanAir-Cooled Scroll Condensing Units: 035-22868-000 Supersedes 150.73-NM1 (918) Form 150.73-NM1mugger400Belum ada peringkat
- PhotoshopDokumen126 halamanPhotoshopfsdcvdfzbBelum ada peringkat
- The Rain Horse PresentationDokumen4 halamanThe Rain Horse PresentationSian Danielle WyldBelum ada peringkat
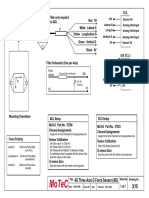
- Motec: Direction of Vehicle TravelDokumen1 halamanMotec: Direction of Vehicle TravelJuan Ramón Pérez LorenzoBelum ada peringkat
- AG GCS300-400 Manual de ReferenciaDokumen86 halamanAG GCS300-400 Manual de ReferenciaSimbarashe NjekuBelum ada peringkat
- AQ Singapore CharacteristicsDokumen2 halamanAQ Singapore Characteristicschia simBelum ada peringkat
- Specific Notes: Plinth Beam DetailsDokumen1 halamanSpecific Notes: Plinth Beam Detailsvikram soniBelum ada peringkat
- User'S Manual: Mobilecorder Mv100/Mv200 Communication InterfaceDokumen176 halamanUser'S Manual: Mobilecorder Mv100/Mv200 Communication InterfaceCharlie James GomezBelum ada peringkat
- The Impact of Electronic Health Records On The Duration of Patients' Visits: Time and Motion StudyDokumen9 halamanThe Impact of Electronic Health Records On The Duration of Patients' Visits: Time and Motion Studyمالك مناصرةBelum ada peringkat
- Application Letters SMK Kelas 12Dokumen3 halamanApplication Letters SMK Kelas 12Neneng PaujiyahBelum ada peringkat
- JDK UpgradeDokumen11 halamanJDK UpgradeBhavani Ommi100% (1)
- DFF SetupDokumen5 halamanDFF SetupJaya KrishnaBelum ada peringkat
- D112 ENGLISH VersionDokumen2 halamanD112 ENGLISH VersionRinor Rushiti100% (1)
- Kaspersky Endpoint Security For Business DatasheetDokumen2 halamanKaspersky Endpoint Security For Business Datasheethappy girlBelum ada peringkat
- How To Prevent McAfee Anti-Virus Program From Deleting JD Pro 2022 Rel 2.0Dokumen9 halamanHow To Prevent McAfee Anti-Virus Program From Deleting JD Pro 2022 Rel 2.0SIMMI KUMARIBelum ada peringkat
- Livechek: Vehicle Inspection ReportDokumen8 halamanLivechek: Vehicle Inspection Reportnilesh chandrakarBelum ada peringkat
- Jeppview For Windows: List of Pages in This Trip KitDokumen87 halamanJeppview For Windows: List of Pages in This Trip KitAugustin PBelum ada peringkat
- DX DiagDokumen37 halamanDX DiagCarlos Rodríguez MarzoBelum ada peringkat
- 1 - 2015 FRENIC-Ace Instruction Manual OriginalDokumen158 halaman1 - 2015 FRENIC-Ace Instruction Manual OriginalJoaquim PedroBelum ada peringkat
- Taskalfa 6500I 8000I: Parts ListDokumen98 halamanTaskalfa 6500I 8000I: Parts ListJoe ChaiBelum ada peringkat