Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
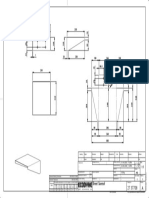
- Unit 6: 121.41in 3084mm 33.7in 854.8mmDokumen2 halamanUnit 6: 121.41in 3084mm 33.7in 854.8mmAlfonso LópezBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Unit 6: 121.41in 3084mm 33.7in 854.8mmDokumen2 halamanUnit 6: 121.41in 3084mm 33.7in 854.8mmAlfonso LópezBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Ultrasonic Flowmeter Sets: Non-Invasive Pipe Flow Measurement, Easy Operation and Data Logging OptionDokumen1 halamanUltrasonic Flowmeter Sets: Non-Invasive Pipe Flow Measurement, Easy Operation and Data Logging OptionAlfonso LópezBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- (Name and Address of Manufacturer) : Body Flanges On ShellsDokumen3 halaman(Name and Address of Manufacturer) : Body Flanges On ShellsAlfonso LópezBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- 26 29731 A Strut: 31.05.2018 24.05.2018 MB CBDokumen1 halaman26 29731 A Strut: 31.05.2018 24.05.2018 MB CBAlfonso LópezBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- 26 29728 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBDokumen1 halaman26 29728 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBAlfonso LópezBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 26 29729 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBDokumen1 halaman26 29729 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBAlfonso LópezBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 27 37708 A Sheet Sunroof: 02.04.2020 01.04.2020 KURA KuraDokumen1 halaman27 37708 A Sheet Sunroof: 02.04.2020 01.04.2020 KURA KuraAlfonso LópezBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- 26 49493 A Shim Plate: 16.04.2018 09.03.2018 MB CBDokumen1 halaman26 49493 A Shim Plate: 16.04.2018 09.03.2018 MB CBAlfonso LópezBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- 27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBDokumen1 halaman27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBAlfonso LópezBelum ada peringkat
- Supercritical Fluids ExampleDokumen20 halamanSupercritical Fluids ExampleAlfonso LópezBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- NPT 2" A (1: 5) 6 C-C: 02.04.2020 30.07.2019 KURA KuraDokumen1 halamanNPT 2" A (1: 5) 6 C-C: 02.04.2020 30.07.2019 KURA KuraAlfonso LópezBelum ada peringkat
- All Dimensions Are In: in (MM)Dokumen2 halamanAll Dimensions Are In: in (MM)Alfonso LópezBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- 27 37630 A Connecting Pipe 2": 02.04.2020 30.07.2019 KURA KuraDokumen1 halaman27 37630 A Connecting Pipe 2": 02.04.2020 30.07.2019 KURA KuraAlfonso LópezBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- 28.10.2020 15.07.16 MB Kura: M (Medium)Dokumen1 halaman28.10.2020 15.07.16 MB Kura: M (Medium)Alfonso LópezBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Materials Science C14: Polymer Processing: Natural Sciences Tripos Part IIDokumen46 halamanMaterials Science C14: Polymer Processing: Natural Sciences Tripos Part IIjameswood20Belum ada peringkat
- Xaloy Barrel BR Russian Rev1Dokumen4 halamanXaloy Barrel BR Russian Rev1matic91Belum ada peringkat
- Forging and Extrusion: M Jamil Ms/IeDokumen51 halamanForging and Extrusion: M Jamil Ms/IeM. RazaBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Chemical Changes During Extrusion Cooking - Camire PDFDokumen13 halamanChemical Changes During Extrusion Cooking - Camire PDFmarmaduke32Belum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- PetrochemicalsDokumen7 halamanPetrochemicalsabuzar mahdiBelum ada peringkat
- MP-II COPYRIGHT PPT by SJYDokumen177 halamanMP-II COPYRIGHT PPT by SJYMohit GajaralwarBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Metal Forming Practise: SpringerDokumen7 halamanMetal Forming Practise: SpringerHamed Okaf100% (1)
- Polycarbonate & Non Asbestos Roofing SheetsDokumen3 halamanPolycarbonate & Non Asbestos Roofing SheetsJoseph DomingoBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Natural Gas Distribution SystemDokumen20 halamanNatural Gas Distribution SystemGerardo GonzálezBelum ada peringkat
- Your Geosynthetics: Solutions PartnerDokumen15 halamanYour Geosynthetics: Solutions Partneryadav.arun0866908Belum ada peringkat
- Handbook On Track Inspection Tools and Safety EquipmentDokumen37 halamanHandbook On Track Inspection Tools and Safety Equipmentmanohar0% (1)
- Boq 153501Dokumen28 halamanBoq 153501kamakhyaguri pwdBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Boeing BMS (Boeing Material Specification)Dokumen7 halamanBoeing BMS (Boeing Material Specification)vic_ar_cla_ma100% (9)
- Airplane Design Manual - Teichmann SEARCH PDFDokumen501 halamanAirplane Design Manual - Teichmann SEARCH PDFfe123100% (1)
- Benefits of Using Extruders To Process Aquatic FeedDokumen6 halamanBenefits of Using Extruders To Process Aquatic FeedInternational Aquafeed magazine100% (1)
- Aluminium Alloy - Commercial Alloy - 6063 - T6 ExtrusionsDokumen4 halamanAluminium Alloy - Commercial Alloy - 6063 - T6 ExtrusionsOgulcan CafBelum ada peringkat
- Types of Heat Sinks: by Vijayakumar KDokumen17 halamanTypes of Heat Sinks: by Vijayakumar KMervin RodrigoBelum ada peringkat
- Buhler Extrusion TechnologyDokumen24 halamanBuhler Extrusion TechnologyRicardo Cueva100% (1)
- QForm Extrusion 1Dokumen11 halamanQForm Extrusion 1ramelow1982Belum ada peringkat
- 12326899Dokumen70 halaman12326899imranBelum ada peringkat
- Archived Drizzt4.0 Ship Creating Tutorialv1.5Dokumen44 halamanArchived Drizzt4.0 Ship Creating Tutorialv1.5Agni RudraBelum ada peringkat
- Welded Tube PDFDokumen17 halamanWelded Tube PDFhirenkumar patelBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Design Consideration For Metal Forming: 1.extrusionDokumen2 halamanDesign Consideration For Metal Forming: 1.extrusionyeswanthBelum ada peringkat
- Plastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesDokumen102 halamanPlastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesEbrahim AliBelum ada peringkat
- ACP Intro 2020R1 WS05.1 Solid ModelDokumen30 halamanACP Intro 2020R1 WS05.1 Solid ModelV CafBelum ada peringkat
- Manufacturing Process of Biaxially Oriented PolypropyleneDokumen21 halamanManufacturing Process of Biaxially Oriented PolypropyleneFaisal SheikhBelum ada peringkat
- Autodesk Revit 2019Dokumen54 halamanAutodesk Revit 2019Miriam LópezBelum ada peringkat
- E04 Using Kalsi Seals in Washpipe AssembliesDokumen17 halamanE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliBelum ada peringkat
- Plant Based Meat MaterialsDokumen7 halamanPlant Based Meat MaterialsKhampa Ngawang PhuntshoBelum ada peringkat
- INKALUMDokumen110 halamanINKALUMjasasegaladesainBelum ada peringkat
- Forever Strong: A New, Science-Based Strategy for Aging WellDari EverandForever Strong: A New, Science-Based Strategy for Aging WellBelum ada peringkat
- Summary of Mary Claire Haver's The Galveston DietDari EverandSummary of Mary Claire Haver's The Galveston DietPenilaian: 5 dari 5 bintang5/5 (2)