Anda mungkin juga menyukai
- BASF Patent On Double Contact Double AbsorptionDokumen4 halamanBASF Patent On Double Contact Double AbsorptionABelum ada peringkat
- SAPDokumen16 halamanSAPsourav84Belum ada peringkat
- Process of Production CS2 PDFDokumen9 halamanProcess of Production CS2 PDFDinii Lathiifah PertiwiBelum ada peringkat
- United States Patent (19) : Homme, Jr. 11 4,088,742Dokumen11 halamanUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedBelum ada peringkat
- A. Belchetz: Production of Carbon DisulfideDokumen7 halamanA. Belchetz: Production of Carbon DisulfidesyafiraBelum ada peringkat
- May 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapataDokumen3 halamanMay 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapatasafiraginaBelum ada peringkat
- Claus Process: From Wikipedia, The Free EncyclopediaDokumen5 halamanClaus Process: From Wikipedia, The Free EncyclopediaAshish SutariyaBelum ada peringkat
- Overview of The ProcessDokumen10 halamanOverview of The ProcessChaitanya PottiBelum ada peringkat
- United States Patent (19) : Diercks Et Al. (11) Patent NumberDokumen5 halamanUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosBelum ada peringkat
- Process For The Production of Carbon DisulfideDokumen12 halamanProcess For The Production of Carbon DisulfideHector Juan Donaires SalazaeBelum ada peringkat
- Lead Chamber Process For H2so4Dokumen11 halamanLead Chamber Process For H2so4Zamir Khan100% (3)
- Claus ProcessDokumen6 halamanClaus ProcessRafi AlgawiBelum ada peringkat
- Claus ProcessDokumen4 halamanClaus ProcesspochisurBelum ada peringkat
- Inthe1 Converter Occurs Twice A Gas Cooling Through The Two Heat Exchanger Interbed Cooler and Process Gas CoolerDokumen2 halamanInthe1 Converter Occurs Twice A Gas Cooling Through The Two Heat Exchanger Interbed Cooler and Process Gas Coolerrudy_423522658Belum ada peringkat
- Sulfur Costs Vary With Process SelectionDokumen5 halamanSulfur Costs Vary With Process Selectionbakhtiari_afBelum ada peringkat
- Optimisation of SRUDokumen12 halamanOptimisation of SRUHuzefaFDBelum ada peringkat
- Us3850741 PDFDokumen6 halamanUs3850741 PDFGandhi YellapuBelum ada peringkat
- Unit II - Final-1Dokumen40 halamanUnit II - Final-1S kabileshBelum ada peringkat
- Advancements in Sulfur Recovery ProcessesDokumen21 halamanAdvancements in Sulfur Recovery Processesprateek kumarBelum ada peringkat
- Claus Process - WikipediaDokumen26 halamanClaus Process - WikipediaTatenda SibandaBelum ada peringkat
- Sulphur RecoveryDokumen5 halamanSulphur RecoveryputrialdrianaBelum ada peringkat
- US3303001Dokumen3 halamanUS3303001Lokesh RavichandranBelum ada peringkat
- Report On Sulphur RecoveryDokumen9 halamanReport On Sulphur Recoveryvidit SinghBelum ada peringkat
- Jan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958Dokumen5 halamanJan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958deni.sttnBelum ada peringkat
- Sulfur Recovery Units (SRU)Dokumen5 halamanSulfur Recovery Units (SRU)Splish SplashBelum ada peringkat
- GCT1 Lect 4Dokumen18 halamanGCT1 Lect 4Krushnang JoshiBelum ada peringkat
- Tubular Reforming and Auto Thermal Reforming of NGDokumen23 halamanTubular Reforming and Auto Thermal Reforming of NGJeremy Soh'100% (1)
- Oil 2014 3 238 249Dokumen12 halamanOil 2014 3 238 249Fatin FatehaBelum ada peringkat
- 1988 - Bilgen - Solar h2Dokumen8 halaman1988 - Bilgen - Solar h2Evandro VettorazziBelum ada peringkat
- Effect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)Dokumen3 halamanEffect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)SEP-PublisherBelum ada peringkat
- Sulphur Recovery QuizDokumen3 halamanSulphur Recovery QuizBonzibit Zibit100% (3)
- United States Patent 1191: Tu (45) Sep. 7, 1982Dokumen4 halamanUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyBelum ada peringkat
- F. J. Klem 3,218,128 : Filed Sept. l0, 1962Dokumen10 halamanF. J. Klem 3,218,128 : Filed Sept. l0, 1962Yourdan WijayaBelum ada peringkat
- Case Study of Converter Performance Evaluation On Sulfuric Acid ProductionDokumen5 halamanCase Study of Converter Performance Evaluation On Sulfuric Acid Productionhafidz maBelum ada peringkat
- US3047365Dokumen4 halamanUS3047365hassan materialsBelum ada peringkat
- Claus ProcessDokumen5 halamanClaus ProcesssatishchemengBelum ada peringkat
- Contact ProcessDokumen19 halamanContact ProcessLeela Santosh KumarBelum ada peringkat
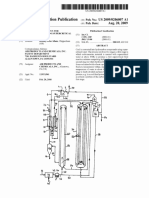
- Patent Application Publication (10) Pub. No.: US 2010/0243521 A1Dokumen14 halamanPatent Application Publication (10) Pub. No.: US 2010/0243521 A1xyz7890Belum ada peringkat
- S-Zorb (Conophillips) : Prepared By: Sadia Urooj Submitted To: Sir Zeeshan ZakiDokumen4 halamanS-Zorb (Conophillips) : Prepared By: Sadia Urooj Submitted To: Sir Zeeshan ZakiSadia UroojBelum ada peringkat
- United States Patent 1191: RedfordDokumen6 halamanUnited States Patent 1191: Redfordhaddig8Belum ada peringkat
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Dokumen13 halamanPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaBelum ada peringkat
- US 7622623 Heat Generating Material Sud ChemieDokumen6 halamanUS 7622623 Heat Generating Material Sud Chemiestavros7Belum ada peringkat
- A Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkDokumen16 halamanA Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkmodikiritBelum ada peringkat
- Sulfuric AcidDokumen40 halamanSulfuric AcidrenitadyahBelum ada peringkat
- COS-Forming Reaction Between CO and Sulfur: A High-Temperature Intrinsic Kinetics StudyDokumen8 halamanCOS-Forming Reaction Between CO and Sulfur: A High-Temperature Intrinsic Kinetics StudyMos-ta-fa Man-GalBelum ada peringkat
- Converter WorkingDokumen1 halamanConverter WorkingRida akhtarBelum ada peringkat
- Sulfuric Acid Manufacturing PlantDokumen6 halamanSulfuric Acid Manufacturing PlantmichsantosBelum ada peringkat
- Sulfuric Acid ConverterDokumen8 halamanSulfuric Acid ConverterchikukotwalBelum ada peringkat
- Sulfur - Sulfuric Acid IndustryDokumen18 halamanSulfur - Sulfuric Acid IndustryS S S REDDY100% (1)
- CPT - Lecture - 22 and 23 - Sulphuric Acid ProcessDokumen29 halamanCPT - Lecture - 22 and 23 - Sulphuric Acid ProcesssaisounyaBelum ada peringkat
- Mini Project On The Design of Heat ExchangerDokumen48 halamanMini Project On The Design of Heat ExchangerSuraya AfriyaniBelum ada peringkat
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Dokumen12 halamanDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareBelum ada peringkat
- Sru UnitDokumen6 halamanSru Unitparthdpatel131822Belum ada peringkat
- Design of Heat Exchanger Mini ProjectDokumen45 halamanDesign of Heat Exchanger Mini ProjectSuraya Afriyani100% (1)
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Dokumen6 halamanQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraBelum ada peringkat
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Dokumen6 halamanQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraBelum ada peringkat
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Dokumen6 halamanQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraBelum ada peringkat
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesDari EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesBelum ada peringkat
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationDari EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Validation Report On The 2 Phase Line Sizing 3 PDFDokumen18 halamanValidation Report On The 2 Phase Line Sizing 3 PDFJoseph MedinaBelum ada peringkat
- HW5 SolDokumen11 halamanHW5 Solondutz33% (3)
- Che323 Lecture 2 Humidification Wet BulbDokumen19 halamanChe323 Lecture 2 Humidification Wet Bulbifiok100% (1)
- 11th Maths To Class 12th MathsDokumen9 halaman11th Maths To Class 12th MathsNeel Nayan SinghBelum ada peringkat
- Standard Design Fire Station Mar2021Dokumen85 halamanStandard Design Fire Station Mar2021ali yousriBelum ada peringkat
- TDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed CalculationsDokumen4 halamanTDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed Calculationsricardo75% (4)
- Summative Test 1 2 Q4 Grade 10 ScienceDokumen3 halamanSummative Test 1 2 Q4 Grade 10 Scienceann chelsea reyesBelum ada peringkat
- C.J. Lea and H.S. Ledin - A Review of The State-of-the-Art in Gas Explosion ModellingDokumen92 halamanC.J. Lea and H.S. Ledin - A Review of The State-of-the-Art in Gas Explosion ModellingSodaMoussez100% (1)
- Section 1.1.2 Thermal Conductivity of A GasDokumen2 halamanSection 1.1.2 Thermal Conductivity of A GasGho VinsenBelum ada peringkat
- 11.3 Chimney System DesignDokumen3 halaman11.3 Chimney System DesignkolkBelum ada peringkat
- CHE1017 - Food Process Engineering: Dr. S. K. BeheraDokumen55 halamanCHE1017 - Food Process Engineering: Dr. S. K. BeheraermiasBelum ada peringkat
- Chem 122-Gaseous State Tutorial-SolutionsDokumen6 halamanChem 122-Gaseous State Tutorial-SolutionsWamaka GhambiBelum ada peringkat
- This Study Resource Was: Solution (A)Dokumen5 halamanThis Study Resource Was: Solution (A)sabila kensawitriBelum ada peringkat
- Optimization Through Downhole Gas SeparationDokumen21 halamanOptimization Through Downhole Gas Separationleoarzuza100% (1)
- Thermodynamics Questions MCqsDokumen6 halamanThermodynamics Questions MCqsGoverdhan ShresthaBelum ada peringkat
- Student Teaching Portfolio - Pagala, James BrianDokumen60 halamanStudent Teaching Portfolio - Pagala, James BrianMarc AcbanginBelum ada peringkat
- Ques 2Dokumen3 halamanQues 2Falacy xenderBelum ada peringkat
- Phase ChangeDokumen4 halamanPhase Changeamora eliBelum ada peringkat
- Mass Transfer and Diffusion: Ass Transfer Is The Net Movement of A Component in ADokumen51 halamanMass Transfer and Diffusion: Ass Transfer Is The Net Movement of A Component in APar PatelBelum ada peringkat
- Convective Drying of Wood Chips at High TemperatureDokumen2 halamanConvective Drying of Wood Chips at High TemperatureAndis AntonsBelum ada peringkat
- Best CV Format EverDokumen3 halamanBest CV Format Everihtxam100% (3)
- Rate of ReactionsDokumen30 halamanRate of Reactionsanwar9602020100% (1)
- Fluids For Hydraulic SystemsDokumen16 halamanFluids For Hydraulic SystemsAimee SpearsBelum ada peringkat
- Testo 330 Datasheet 0981 2824Dokumen8 halamanTesto 330 Datasheet 0981 2824aioagung838Belum ada peringkat
- PPCLDokumen14 halamanPPCLMani KandanBelum ada peringkat
- CNG Base TrainingDokumen74 halamanCNG Base TrainingInterogator5100% (1)
- Int J Hydrogen Energy 2004Dokumen7 halamanInt J Hydrogen Energy 2004NicolásRipollKameidBelum ada peringkat
- Esolutions Manual - Powered by CogneroDokumen16 halamanEsolutions Manual - Powered by CogneroasdasdasdasdasdBelum ada peringkat
- 235808219question Bank Class XiDokumen27 halaman235808219question Bank Class XiAnonymous EImkf6RGdQBelum ada peringkat