Anda mungkin juga menyukai
- Tutorial - Metal Removal ProcessDokumen2 halamanTutorial - Metal Removal ProcessbananaBelum ada peringkat
- Production Technology SyllabusDokumen9 halamanProduction Technology SyllabusPankaj SharmaBelum ada peringkat
- MP-1 Tut SheetDokumen11 halamanMP-1 Tut SheetAnkur ChelseafcBelum ada peringkat
- Assignment-1 (MEN-301) Mechanics of Metal CuttingDokumen1 halamanAssignment-1 (MEN-301) Mechanics of Metal Cuttingbt19107101 Sidharth MahajanBelum ada peringkat
- Slip TestDokumen3 halamanSlip TestSaravanan MathiBelum ada peringkat
- Tut Sheet Mcm01Dokumen3 halamanTut Sheet Mcm01Dhruvay JainBelum ada peringkat
- Theory of Metal Cutting, Metal FormingDokumen181 halamanTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Home Cmplab HTML Bbs Data Pds0085 1Dokumen9 halamanHome Cmplab HTML Bbs Data Pds0085 1呂昕儒Belum ada peringkat
- 18ME35A-MCF Vtu QuestionsDokumen5 halaman18ME35A-MCF Vtu QuestionsRakshith M100% (7)
- MC&TDDokumen4 halamanMC&TDGopal Krishan0% (1)
- Bmm4243 (Mt2) - TutorialDokumen3 halamanBmm4243 (Mt2) - TutorialNajip TalibinBelum ada peringkat
- انتاج ٢Dokumen9 halamanانتاج ٢khaledfarrag281Belum ada peringkat
- Machining Process Homework AnalysisDokumen8 halamanMachining Process Homework AnalysisjmgavilanesBelum ada peringkat
- Question Bank - All UnitsDokumen11 halamanQuestion Bank - All UnitsParamasivam Veerappan100% (1)
- Modeling and Simulation of Turning OperationDokumen8 halamanModeling and Simulation of Turning OperationtabrezBelum ada peringkat
- Matecconf Imanee2018Dokumen6 halamanMatecconf Imanee2018Irina BesliuBelum ada peringkat
- Machine Tools Assignments 1 N 2Dokumen3 halamanMachine Tools Assignments 1 N 2Sunkeswaram Deva PrasadBelum ada peringkat
- MCF VTU Question BankDokumen6 halamanMCF VTU Question BankRAKSHITH MBelum ada peringkat
- Question Bank For Machining and MetrologyDokumen7 halamanQuestion Bank For Machining and MetrologyAbhisheak DineshBelum ada peringkat
- Cos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WDokumen1 halamanCos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WpmagrawalBelum ada peringkat
- Theory of Metal CuttingDokumen3 halamanTheory of Metal CuttingGeorge Oliver100% (1)
- Assignment 1 ENG 173 METAL FORMING First 2023 2024Dokumen2 halamanAssignment 1 ENG 173 METAL FORMING First 2023 2024toursena44Belum ada peringkat
- Mechanical Engineering DepartmentDokumen2 halamanMechanical Engineering DepartmentArjit Goswami100% (1)
- Theory of Metal Cutting - NumericalsDokumen2 halamanTheory of Metal Cutting - Numericalspmagrawal100% (1)
- Assignment MPDokumen1 halamanAssignment MPPurtain MEBelum ada peringkat
- MCTD Sessional 2012 RevisedDokumen21 halamanMCTD Sessional 2012 RevisedpalashboliacoolzBelum ada peringkat
- Assign 1 2012Dokumen2 halamanAssign 1 2012chiru1431Belum ada peringkat
- TA202 AssignmentsDokumen1 halamanTA202 AssignmentsBrajesh kumarBelum ada peringkat
- Theory of Metal Cutting Numericals PDFDokumen2 halamanTheory of Metal Cutting Numericals PDFsanjayBelum ada peringkat
- Manufacturing Engineering Guide BookDokumen2 halamanManufacturing Engineering Guide BookGiridharan SharmaBelum ada peringkat
- Thapar University machining test questionsDokumen2 halamanThapar University machining test questionsJimmy JindalBelum ada peringkat
- Deber 1Dokumen15 halamanDeber 1jmgavilanes0% (1)
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDokumen6 halamanEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marBelum ada peringkat
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDokumen7 halamanAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilBelum ada peringkat
- Question Bank BTMEC601 Manufacturing Processes IIDokumen14 halamanQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarBelum ada peringkat
- MillingDokumen105 halamanMillingsai mohanBelum ada peringkat
- Effect of Rake Angle on Tool Life in CNC MillingDokumen10 halamanEffect of Rake Angle on Tool Life in CNC MillingLukman KasimBelum ada peringkat
- DOPT AssignmentDokumen6 halamanDOPT AssignmentRabindra Kumar LakraBelum ada peringkat
- 21 THEORY OF METAL MACHINING SolutionsDokumen7 halaman21 THEORY OF METAL MACHINING SolutionsTiyaniBelum ada peringkat
- Sir C R Reddy College of Engineering, Eluru Department of Mechanical Engineering Assignment-1Dokumen2 halamanSir C R Reddy College of Engineering, Eluru Department of Mechanical Engineering Assignment-1Chadaram JagadishBelum ada peringkat
- Homework Solution p3Dokumen10 halamanHomework Solution p3Petro ManBelum ada peringkat
- University of Zambia Tutorial on Metal Machining TheoryDokumen4 halamanUniversity of Zambia Tutorial on Metal Machining TheoryBeckham ChaileBelum ada peringkat
- Assignment 6Dokumen5 halamanAssignment 6Anonymous G6QkwTykKBelum ada peringkat
- Sheets - Sep 2013Dokumen13 halamanSheets - Sep 2013Mohamed OsamaBelum ada peringkat
- 1616403439362-Subjective Questions On Manufacturing Process MET-03Dokumen4 halaman1616403439362-Subjective Questions On Manufacturing Process MET-03Dashmeet SinghBelum ada peringkat
- NUST Manufacturing Engineering AssignmentsDokumen4 halamanNUST Manufacturing Engineering AssignmentsNativity MabasaBelum ada peringkat
- Parametric Optimization of Cutting Force and Temperature During Hard Turning of Inconel 625-A ReviewDokumen4 halamanParametric Optimization of Cutting Force and Temperature During Hard Turning of Inconel 625-A ReviewGopala Rao ThellaputtaBelum ada peringkat
- P.E.S. College of Engineering, Mandya - 571 401Dokumen2 halamanP.E.S. College of Engineering, Mandya - 571 401coolmagaBelum ada peringkat
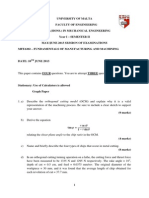
- MALTA UNIVERSITY MECHANICAL ENGINEERING EXAMDokumen4 halamanMALTA UNIVERSITY MECHANICAL ENGINEERING EXAMAmyRapaBelum ada peringkat
- Unit-1 1Dokumen1 halamanUnit-1 1abdullahbaiBelum ada peringkat
- Tutorial SheetDokumen21 halamanTutorial Sheetankita awasthiBelum ada peringkat
- May 2015Dokumen20 halamanMay 2015ManojKumar MBelum ada peringkat
- Tool Life NumericalsDokumen2 halamanTool Life Numericalspmagrawal75% (4)
- Effect of approach angle in face milling using tungsten carbide toolDokumen14 halamanEffect of approach angle in face milling using tungsten carbide toolRohit VanapalliBelum ada peringkat
- Assignment Metal CuttingDokumen2 halamanAssignment Metal CuttingthakurkalidassBelum ada peringkat
- Assignment 1 ENG 173 METAL FORMINGDokumen2 halamanAssignment 1 ENG 173 METAL FORMINGtoursena44Belum ada peringkat
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Buckling of Woolen FabricsDokumen7 halamanBuckling of Woolen FabricsAnit JainBelum ada peringkat
- Woven Fabric Permeability From Textile Deformation To Fluid Flow PDFDokumen7 halamanWoven Fabric Permeability From Textile Deformation To Fluid Flow PDFAnit JainBelum ada peringkat
- TV 19 2012 3 695 701 PDFDokumen7 halamanTV 19 2012 3 695 701 PDFcury99Belum ada peringkat
- 1 s2.0 S1359646205005646 MainDokumen5 halaman1 s2.0 S1359646205005646 MainAnit JainBelum ada peringkat
- Chapter 11-Homogeneous ReactionDokumen55 halamanChapter 11-Homogeneous ReactionBryan ManaliliBelum ada peringkat
- Parts Catalog for Ingersoll Rand Air CompressorsDokumen17 halamanParts Catalog for Ingersoll Rand Air CompressorsHenk Vanhamme100% (4)
- Introduction to Coiled Tubing (1-24Dokumen24 halamanIntroduction to Coiled Tubing (1-24SallyCahyatiBelum ada peringkat
- Climate Change The Facts (Annotated)Dokumen3 halamanClimate Change The Facts (Annotated)api-276929919Belum ada peringkat
- Magnetism and Heat Transfer Test Answers RevealedDokumen6 halamanMagnetism and Heat Transfer Test Answers RevealedMaryHazelClaveBeniga100% (1)
- A Methodology To Determine Transient Recovery Voltage in Short-Line FaultDokumen7 halamanA Methodology To Determine Transient Recovery Voltage in Short-Line FaultLeonardo CamargoBelum ada peringkat
- Asco Avtron 2000 Series With Sigma LT User Manual PDFDokumen43 halamanAsco Avtron 2000 Series With Sigma LT User Manual PDFfernandoBelum ada peringkat
- State of Art Research in AlgaeDokumen20 halamanState of Art Research in AlgaeSambhavBelum ada peringkat
- Komatsu Hydraulic Excavator Pc850se 8 Shop ManualDokumen20 halamanKomatsu Hydraulic Excavator Pc850se 8 Shop Manualleon100% (41)
- OMS 605 User Manual ENUDokumen86 halamanOMS 605 User Manual ENUlatifBelum ada peringkat
- Basic Desuperheater Types PDFDokumen17 halamanBasic Desuperheater Types PDFLiège CostaBelum ada peringkat
- 46 0M 090209pr V Navy FSIV SpecificationDokumen32 halaman46 0M 090209pr V Navy FSIV SpecificationCapitan PetacaBelum ada peringkat
- Cable Installation Manual For Power and Control Cables: Global ReachDokumen100 halamanCable Installation Manual For Power and Control Cables: Global Reacharjmandquest100% (1)
- BIOCNGDokumen23 halamanBIOCNGDhruva DBelum ada peringkat
- Airframe Fuel SystemDokumen30 halamanAirframe Fuel SystemLuis GarciaBelum ada peringkat
- Makalah Tentang AnnouncementDokumen10 halamanMakalah Tentang AnnouncementBayu Grafika 2Belum ada peringkat
- Minerals Engineering: Paul W. Cleary, Matt D. SinnottDokumen22 halamanMinerals Engineering: Paul W. Cleary, Matt D. SinnottAlbertoBelum ada peringkat
- Drill Exam ComboDokumen79 halamanDrill Exam ComboMakiber100% (2)
- Wuhuan - MR Pi JinlinDokumen34 halamanWuhuan - MR Pi JinlinAmanBelum ada peringkat
- FIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XDokumen3 halamanFIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XLahnBelum ada peringkat
- SS 578 2012 Portable Fire Extinguishers (Formerly CP55)Dokumen45 halamanSS 578 2012 Portable Fire Extinguishers (Formerly CP55)Andreas Indrakusuma100% (1)
- Eastern Visayas State University-Ormoc City CampusDokumen3 halamanEastern Visayas State University-Ormoc City Campuskhellian villameroBelum ada peringkat
- Documents - MX - Absorption Exercises Treybal PDFDokumen6 halamanDocuments - MX - Absorption Exercises Treybal PDFJvson Vens Sance100% (1)
- A380-LEVEL III - ATA 26 Fire - Smoke DetectionDokumen42 halamanA380-LEVEL III - ATA 26 Fire - Smoke DetectionAbolfazl Mazloomi100% (2)
- History of The Manufacture of Iron in All Ages, and Particularly in The United States From Colonial Times To 1891.Dokumen584 halamanHistory of The Manufacture of Iron in All Ages, and Particularly in The United States From Colonial Times To 1891.Artisan Ideas75% (4)
- RI Library Construction UpdateDokumen1 halamanRI Library Construction UpdaterooseveltislanderBelum ada peringkat
- Ncpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Dokumen12 halamanNcpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Anil100% (1)
- Day 4 Fossil Fuels Lesson PlanDokumen3 halamanDay 4 Fossil Fuels Lesson Planapi-308499386Belum ada peringkat
- Steam Turbines Basic Information - Power Generation in PakistanDokumen12 halamanSteam Turbines Basic Information - Power Generation in Pakistannomi607Belum ada peringkat
- 08 Power System Transients (KP)Dokumen68 halaman08 Power System Transients (KP)Prabu KumarBelum ada peringkat