Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
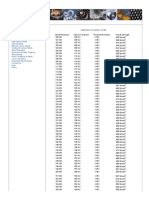
- Hardness Conversion ChartDokumen13 halamanHardness Conversion ChartCristian Alejandro Huerta HernandezBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Definitive Guide On How To Build A High Status Social CircleDokumen46 halamanThe Definitive Guide On How To Build A High Status Social CircleCecilia Teresa Grayeb SánchezBelum ada peringkat
- Chapter - 1 - Digital - Systems - and - Binary - Numbers EE228 15-16Dokumen81 halamanChapter - 1 - Digital - Systems - and - Binary - Numbers EE228 15-16mohamed hemdanBelum ada peringkat
- Lincoln GralDokumen516 halamanLincoln GralCristian Alejandro Huerta HernandezBelum ada peringkat
- Asme Seccion Viii Division 1 Apendice 3 - 2010 (Definiciones) PDFDokumen3 halamanAsme Seccion Viii Division 1 Apendice 3 - 2010 (Definiciones) PDFCristian Alejandro Huerta HernandezBelum ada peringkat
- Aws D1.1 D1.1M-2010 VTDokumen7 halamanAws D1.1 D1.1M-2010 VTCristian Alejandro Huerta HernandezBelum ada peringkat
- Food Product Innovation PDFDokumen35 halamanFood Product Innovation PDFDidik HariadiBelum ada peringkat
- International Standard: Iso/Iec 7816-2Dokumen16 halamanInternational Standard: Iso/Iec 7816-2Anwar MohamedBelum ada peringkat
- ATMPP Diabetes Change and Review Proposal Npa 2012-18Dokumen8 halamanATMPP Diabetes Change and Review Proposal Npa 2012-18Juha TamminenBelum ada peringkat
- Lesson Plan 2 BasketballDokumen3 halamanLesson Plan 2 Basketballapi-313716520100% (1)
- Fundamentals of Heat and Mass Transfer 7Th Edition Incropera Solutions Manual Full Chapter PDFDokumen68 halamanFundamentals of Heat and Mass Transfer 7Th Edition Incropera Solutions Manual Full Chapter PDFbrainykabassoullw100% (10)
- Operaton Q. PDokumen47 halamanOperaton Q. PPravin KeskarBelum ada peringkat
- How To Install Mesa (OpenGL) On Linux Mint - 6 StepsDokumen2 halamanHow To Install Mesa (OpenGL) On Linux Mint - 6 Stepsankitfrnd45Belum ada peringkat
- Writing Capstone Research Project For Senior High School A Modified Guide ManualDokumen9 halamanWriting Capstone Research Project For Senior High School A Modified Guide ManualIOER International Multidisciplinary Research Journal ( IIMRJ)Belum ada peringkat
- Direct MessagesDokumen338 halamanDirect Messages1Ksubs with a cod trickshotBelum ada peringkat
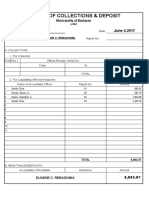
- RCD - SEF (Liquidating)Dokumen40 halamanRCD - SEF (Liquidating)Chie NemzBelum ada peringkat
- Gr. 7 Math LM (Q1 To 4)Dokumen260 halamanGr. 7 Math LM (Q1 To 4)Billy Ray C. Castro67% (3)
- Lesson 5 Flight of Projectile, Air Resistance Neglected: OverviewDokumen7 halamanLesson 5 Flight of Projectile, Air Resistance Neglected: OverviewNadjer C. AdamBelum ada peringkat
- The Normal DistributionDokumen9 halamanThe Normal DistributionElfren BulongBelum ada peringkat
- Simulado InglesDokumen6 halamanSimulado InglesWandercleyson da SilvaBelum ada peringkat
- Dede - (2010) - Comparing Frameworks For 21st Century Skills PDFDokumen16 halamanDede - (2010) - Comparing Frameworks For 21st Century Skills PDFNaing Lynn HtunBelum ada peringkat
- Antibiotics and Their Types, Uses, Side EffectsDokumen4 halamanAntibiotics and Their Types, Uses, Side EffectsSpislgal PhilipBelum ada peringkat
- RTOS6Dokumen20 halamanRTOS6Krishna ChaitanyaBelum ada peringkat
- Parkinson Hoehn and Yahr ScaleDokumen3 halamanParkinson Hoehn and Yahr ScaleCarol Artigas GómezBelum ada peringkat
- Battle Cry Zulu WarDokumen4 halamanBattle Cry Zulu WarPat RisBelum ada peringkat
- Network Tools and Protocols Lab 2: Introduction To Iperf3Dokumen17 halamanNetwork Tools and Protocols Lab 2: Introduction To Iperf3Fabio MenesesBelum ada peringkat
- Lorenzo JDokumen2 halamanLorenzo Japi-528402595Belum ada peringkat
- BIO SCI OsmosisDokumen10 halamanBIO SCI OsmosisJoy FernandezBelum ada peringkat
- AAR Safety Fact SheetDokumen2 halamanAAR Safety Fact Sheetrogelio mezaBelum ada peringkat
- AYURVEDA Products CatalogDokumen17 halamanAYURVEDA Products CatalogFoutanke TorodoBelum ada peringkat
- Checkpoints Before Transformer InstallationDokumen3 halamanCheckpoints Before Transformer InstallationBeaBustosBelum ada peringkat
- Brochure Mastertile TilingDokumen48 halamanBrochure Mastertile TilingMaha Mufleh100% (1)
- Usp3 ComDokumen5 halamanUsp3 ComMike MelgaBelum ada peringkat