Anda mungkin juga menyukai
- Lecture - 11 HELICAL GEARS (Prof. K.Gopinath & Prof. M.M.Mayuram)Dokumen21 halamanLecture - 11 HELICAL GEARS (Prof. K.Gopinath & Prof. M.M.Mayuram)niranjanbmazireBelum ada peringkat
- Program Latihan 2aDokumen6 halamanProgram Latihan 2aBayu Prayudi WibowoBelum ada peringkat
- Calculo Flecha TerminadoDokumen149 halamanCalculo Flecha TerminadoSebastián ValenciaBelum ada peringkat
- Design a roller chain drive system for various power transmission applicationsDokumen4 halamanDesign a roller chain drive system for various power transmission applicationsGreg FelizartaBelum ada peringkat
- Setup and Installation of JDSW51A 5-Axis USB Motion CardDokumen36 halamanSetup and Installation of JDSW51A 5-Axis USB Motion Cardabelmil123Belum ada peringkat
- Fatigue Failure NewDokumen21 halamanFatigue Failure NewAshwani DinkarBelum ada peringkat
- Horizontal Boring MachineDokumen15 halamanHorizontal Boring MachineMushfik123Belum ada peringkat
- BELT DRIVE FLAILHEAD ALIGNMENTDokumen3 halamanBELT DRIVE FLAILHEAD ALIGNMENTAnonymous KdnOsd9Belum ada peringkat
- Belleville SpringDokumen6 halamanBelleville SpringjaykyuBelum ada peringkat
- Challenge V and Wedge BeltsDokumen17 halamanChallenge V and Wedge BeltsCristian IonitaBelum ada peringkat
- Emco Concept Turn 105Dokumen4 halamanEmco Concept Turn 105Fabio TolentinoBelum ada peringkat
- Iso R286Dokumen3 halamanIso R286ka_gho0% (1)
- Machine Tools Guide: Lathes, Milling, Cutting ToolsDokumen85 halamanMachine Tools Guide: Lathes, Milling, Cutting ToolsVipul Mahajan100% (1)
- PerhitunganDokumen14 halamanPerhitunganRian Dwi NandaBelum ada peringkat
- Tabel Berat 1Dokumen22 halamanTabel Berat 1Mamat SubekanBelum ada peringkat
- Square Hollow Sections-Hot Formed..BS en 102191997Dokumen4 halamanSquare Hollow Sections-Hot Formed..BS en 102191997Jagdish ChhuganiBelum ada peringkat
- NPT Thread Specifications for PipesDokumen1 halamanNPT Thread Specifications for PipesAan Sarkasi Amd100% (1)
- Soudronic Cantec - Can-O-Mat - IIDokumen6 halamanSoudronic Cantec - Can-O-Mat - IIarun kumarBelum ada peringkat
- Gecko SMA HR User ManualDokumen31 halamanGecko SMA HR User ManualjhunBelum ada peringkat
- Hirschmann NEW 9000K CatalogDokumen24 halamanHirschmann NEW 9000K CatalogAllan Nalla100% (1)
- Fruit Elevator PKSDokumen6 halamanFruit Elevator PKShusinBelum ada peringkat
- Gear Parameter Measurement Using Profile ProjectorDokumen2 halamanGear Parameter Measurement Using Profile ProjectorPSKUMAR2012Belum ada peringkat
- Hitachi Roller Chain Catalogue PDFDokumen72 halamanHitachi Roller Chain Catalogue PDFAriyo AninditoBelum ada peringkat
- Penawaran Jasa InstallationDokumen1 halamanPenawaran Jasa InstallationadihartokoBelum ada peringkat
- Ar Cutting OperationDokumen7 halamanAr Cutting OperationNandakrishnan S LBelum ada peringkat
- S 45 CDokumen1 halamanS 45 CFahmi IrmanshahBelum ada peringkat
- 1 - Pdfsam - JSN-20-008-LOP-WPS3-OS-001 Rev 00Dokumen1 halaman1 - Pdfsam - JSN-20-008-LOP-WPS3-OS-001 Rev 00ibnu rizalBelum ada peringkat
- Implementasi Reliability Centered Maintenance (RCM) Pada Sistem Plate-Shearing Machine (Studi Kasus: Pt. Ometraco Arya Samanta)Dokumen16 halamanImplementasi Reliability Centered Maintenance (RCM) Pada Sistem Plate-Shearing Machine (Studi Kasus: Pt. Ometraco Arya Samanta)Abdul GofurBelum ada peringkat
- GgyiDokumen5 halamanGgyiRadit VanBelum ada peringkat
- Echosounder Series HD370 380 390 ManualDokumen46 halamanEchosounder Series HD370 380 390 ManualSydney DiasBelum ada peringkat
- Shaft Design - Overheads PDFDokumen20 halamanShaft Design - Overheads PDFRyan BaleBelum ada peringkat
- BAVAC Side Channel BlowerDokumen7 halamanBAVAC Side Channel BlowerMuhamad Imam MutaqinBelum ada peringkat
- Inverse of the Involute FunctionDokumen1 halamanInverse of the Involute FunctionLeong Weng KeongBelum ada peringkat
- Rack and Pinion Gear DesignDokumen32 halamanRack and Pinion Gear DesignmattgrubbsBelum ada peringkat
- Inline Centrifugal Duct Fan Installation & Technical SpecsDokumen3 halamanInline Centrifugal Duct Fan Installation & Technical SpecsTedi A MaulanaBelum ada peringkat
- Me 8462-Mt-II Lab ManualDokumen39 halamanMe 8462-Mt-II Lab ManualK.S.HARIHARAN100% (1)
- Lab-Pdf hvt12-05 281115081236Dokumen7 halamanLab-Pdf hvt12-05 281115081236Jai Kumar Sharma MEBelum ada peringkat
- Chapter 3 brakes analysisDokumen37 halamanChapter 3 brakes analysiskibromgidey12Belum ada peringkat
- Group 8Dokumen24 halamanGroup 8Derek Tate0% (1)
- Technical data for 150x125 FS4LA 5 75 end suction pumpDokumen5 halamanTechnical data for 150x125 FS4LA 5 75 end suction pumphoàng đình sơnBelum ada peringkat
- MSc Mechanical Engineering Final Year Project on Crusher Feeder System DesignDokumen97 halamanMSc Mechanical Engineering Final Year Project on Crusher Feeder System DesignYidenek NgussieBelum ada peringkat
- Gear Coupling Catalogue PDFDokumen78 halamanGear Coupling Catalogue PDFhalder_kalyan9216Belum ada peringkat
- Tyre Coupling CatalogDokumen9 halamanTyre Coupling CatalogKariem R NoweerBelum ada peringkat
- Capacities and performance of jaw crushersDokumen7 halamanCapacities and performance of jaw crushersAldo PabloBelum ada peringkat
- Kelompok 1 (24.1 - 24.10)Dokumen23 halamanKelompok 1 (24.1 - 24.10)Rahmat FajarBelum ada peringkat
- How To Choose Cutting DataDokumen31 halamanHow To Choose Cutting DataJose JacksonBelum ada peringkat
- KSB Technical DatasheetDokumen4 halamanKSB Technical DatasheetJj Oredina50% (2)
- Mechanical Design of Machine Elements-CouplingDokumen10 halamanMechanical Design of Machine Elements-CouplingDepoel Like Soto DigelasBelum ada peringkat
- Spiral Bevel GearDokumen17 halamanSpiral Bevel GearSatheesh KumarBelum ada peringkat
- Guomao GroupDokumen15 halamanGuomao GroupArnaldo Macchi Millan100% (1)
- Meyers, Arthur R. Basic Machining Reference HandbookDokumen334 halamanMeyers, Arthur R. Basic Machining Reference HandbookZerina ČustovićBelum ada peringkat
- VAPOUR REFRIGERATION SYSTEMDokumen2 halamanVAPOUR REFRIGERATION SYSTEMRicardo Villagómez GroBelum ada peringkat
- (Electric Resistance Welded) : Specification ASTM A 53 SCH 40Dokumen12 halaman(Electric Resistance Welded) : Specification ASTM A 53 SCH 40M FaizBelum ada peringkat
- Spec BookDokumen194 halamanSpec BookCataBelum ada peringkat
- Simrit O-RingSizes ISODokumen12 halamanSimrit O-RingSizes ISOnebuloniBelum ada peringkat
- Tool Life NumericalsDokumen2 halamanTool Life Numericalspmagrawal75% (4)
- 1.steam Turbine Rotor GroovesDokumen7 halaman1.steam Turbine Rotor GroovesRaheem JunaidiBelum ada peringkat
- Cylinders Function: by Downloading This Document You Acknowledge Acceptance of Our Terms and Conditions of UseDokumen6 halamanCylinders Function: by Downloading This Document You Acknowledge Acceptance of Our Terms and Conditions of Useretrospect1000Belum ada peringkat
- Lathe DesignDokumen11 halamanLathe DesignShiyas Basheer0% (1)
- Tonnage CalculationDokumen3 halamanTonnage CalculationEmba MadrasBelum ada peringkat
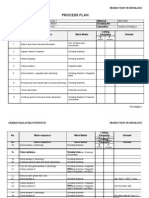
- Process Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1Dokumen6 halamanProcess Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1mahazirismailBelum ada peringkat
- ISO System of Limits and Fits (Tolerances)Dokumen6 halamanISO System of Limits and Fits (Tolerances)skakerBelum ada peringkat
- DsadfasdDokumen5 halamanDsadfasdJojenBelum ada peringkat
- DFM Sheet Metal Guide LinesDokumen5 halamanDFM Sheet Metal Guide LinesNageswar ReddyBelum ada peringkat
- Experiment No. 5 Centrifugal Casting ProcessDokumen6 halamanExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiBelum ada peringkat
- Upmilling Vs DownmillingDokumen4 halamanUpmilling Vs DownmillingSaurabh BiswasBelum ada peringkat
- IEEM 215: Manufacturing ProcessesDokumen55 halamanIEEM 215: Manufacturing ProcessesVijaya Prabhu KumarasamyBelum ada peringkat
- BF09C5330 Components EngineDokumen118 halamanBF09C5330 Components EngineHéctor Medina50% (2)
- EAT227-Lecture 2.3 - Continuous CastingDokumen25 halamanEAT227-Lecture 2.3 - Continuous CastingSurya Da Rasta100% (1)
- In Process InspectionDokumen4 halamanIn Process InspectionSuraj RawatBelum ada peringkat
- English FP4MEDokumen2 halamanEnglish FP4MEHossein TomariBelum ada peringkat
- CoroPlusToolGuide Report 2023-01-25Dokumen7 halamanCoroPlusToolGuide Report 2023-01-25FEL EmpiresBelum ada peringkat
- Ted 221 - Machine Shop Practice 1Dokumen34 halamanTed 221 - Machine Shop Practice 1Mr. MushahidBelum ada peringkat
- SONNAX 45rfeDokumen2 halamanSONNAX 45rfefulltransmissionBelum ada peringkat
- Lathe ReportDokumen11 halamanLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- ME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsDokumen19 halamanME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsAniket SankpalBelum ada peringkat
- 1224 and 1236 Micromaster Surface Grinding Machines Operation and Maintenance 1967Dokumen36 halaman1224 and 1236 Micromaster Surface Grinding Machines Operation and Maintenance 1967Michael EnnenBelum ada peringkat
- Hybrid Electrochemical ProcessesDokumen19 halamanHybrid Electrochemical ProcessesYahya Abdelhameed AamerBelum ada peringkat
- 6.study FullDokumen8 halaman6.study FullTJPRC PublicationsBelum ada peringkat
- Nucor Fastener Finished Hex Nuts Are All Formed On PreciDokumen2 halamanNucor Fastener Finished Hex Nuts Are All Formed On PreciJuan DomeBelum ada peringkat
- RepuestosDokumen4 halamanRepuestoscarlos puertoBelum ada peringkat
- Tabela API 6ADokumen2 halamanTabela API 6AFeromont KvalitetBelum ada peringkat
- All Position Stainless Steel Welding ProcedureDokumen6 halamanAll Position Stainless Steel Welding ProcedureJaime PatrónBelum ada peringkat
- Drylin - Lead Screw Technology - Product RangeDokumen4 halamanDrylin - Lead Screw Technology - Product RangeLeandro SoaresBelum ada peringkat
- DOPT AssignmentDokumen6 halamanDOPT AssignmentRabindra Kumar LakraBelum ada peringkat
- Larslap Model K: Tools With The Cutting EdgeDokumen4 halamanLarslap Model K: Tools With The Cutting Edgeemperor_vamsiBelum ada peringkat
- 01Dokumen310 halaman01jfcalamaBelum ada peringkat
- Machining Process Guide: Drilling & Related OperationsDokumen34 halamanMachining Process Guide: Drilling & Related OperationsNajshhs100% (1)
- Automatic LatheDokumen20 halamanAutomatic LathedevalohithaaBelum ada peringkat
- Engineering Shop: Multiple ChoiceDokumen7 halamanEngineering Shop: Multiple ChoiceAlfredo CondeBelum ada peringkat