Anda mungkin juga menyukai
- Evaluación procesos endulzamiento gas MonagasDokumen113 halamanEvaluación procesos endulzamiento gas MonagasPettertabrizi100% (1)
- Desasfaltado de AceitesDokumen8 halamanDesasfaltado de AceitesJb E. OrtuñoBelum ada peringkat
- Examen de Grado Ipg 27 RespuestasDokumen14 halamanExamen de Grado Ipg 27 RespuestasgatexBelum ada peringkat
- Separación de Hidrocarburos Aromáticos BTXDokumen4 halamanSeparación de Hidrocarburos Aromáticos BTXMartin Medrano Prado100% (1)
- Plantas de Deshidratación Con Tamices MolecularesDokumen6 halamanPlantas de Deshidratación Con Tamices Molecularesalbertocf100Belum ada peringkat
- Separador Gas-LiquidoDokumen2 halamanSeparador Gas-LiquidoAndrea Velasquez100% (1)
- Destilación en Columnas de RellenoDokumen4 halamanDestilación en Columnas de RellenoIsabella Quevedo100% (1)
- Refinación Con DisolventeDokumen1 halamanRefinación Con DisolventeDavid Fernando Rodriguez LoorBelum ada peringkat
- Unidad #4 Produccion de Polietileno PDFDokumen20 halamanUnidad #4 Produccion de Polietileno PDFEdson Xavier Mamani PintoBelum ada peringkat
- Antecedentes DESTILACION POR ARRASTRE CON VAPORDokumen6 halamanAntecedentes DESTILACION POR ARRASTRE CON VAPORGabriel LVBelum ada peringkat
- TEMA 1-Parte 5. Tipos de Cracking - Craqueo CataliticoDokumen47 halamanTEMA 1-Parte 5. Tipos de Cracking - Craqueo CataliticoYulicitha LBBelum ada peringkat
- Extracción Líquido LíquidoDokumen20 halamanExtracción Líquido LíquidoCristhian CarrizalesBelum ada peringkat
- Proceso de ExtraccionDokumen21 halamanProceso de ExtraccionHenry Arias SolizBelum ada peringkat
- Destilación o Fraccionamiento Del Crudo PesadoDokumen5 halamanDestilación o Fraccionamiento Del Crudo Pesadodarwingd_1Belum ada peringkat
- 03 Reactor Anaerobio de Lecho FluidizadoDokumen10 halaman03 Reactor Anaerobio de Lecho FluidizadoE David Cahui HBelum ada peringkat
- Isomerizacion 11 FinalDokumen7 halamanIsomerizacion 11 FinalJan Olaf Müller JohanssenBelum ada peringkat
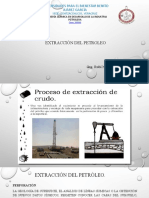
- Universidades para el Bienestar Benito Juárez García: Ingeniería Química en Desarrollo de la Industria PetroleraDokumen46 halamanUniversidades para el Bienestar Benito Juárez García: Ingeniería Química en Desarrollo de la Industria PetroleraAraceli FigueroaBelum ada peringkat
- Especificaciones Tecnicas Cera de PalmaDokumen1 halamanEspecificaciones Tecnicas Cera de Palmaalejandra0% (1)
- Des Parafin Ad 1Dokumen9 halamanDes Parafin Ad 1Ronald Huilcapi SantillanBelum ada peringkat
- Historia de La Refineria Lago AgrioDokumen27 halamanHistoria de La Refineria Lago AgrioSara TimbilaBelum ada peringkat
- Jabón ecológico de aceite usadoDokumen9 halamanJabón ecológico de aceite usadoJavier CastellanosBelum ada peringkat
- Electrode PosicionDokumen68 halamanElectrode PosicionMiluska Triveño100% (3)
- Proceso de desulfurizacion de gases en UNEFA-BARINADokumen12 halamanProceso de desulfurizacion de gases en UNEFA-BARINAmariasanchezBelum ada peringkat
- Prob 13Dokumen6 halamanProb 13FabioRangelBelum ada peringkat
- Nocion de Estructuras e Instalaciones LocativasDokumen6 halamanNocion de Estructuras e Instalaciones LocativasnathaliaBelum ada peringkat
- Destilacion Ope 3Dokumen81 halamanDestilacion Ope 3Yordy QuecañoBelum ada peringkat
- Tipos de FiltraciónDokumen7 halamanTipos de Filtraciónluz lopezBelum ada peringkat
- Compresion y ExpansionDokumen144 halamanCompresion y Expansionaminta26Belum ada peringkat
- Proceso de Evaporación Multiefecto (MEDDokumen3 halamanProceso de Evaporación Multiefecto (MEDCaar RamirezBelum ada peringkat
- Extraccion de Aceite de NaranjaDokumen31 halamanExtraccion de Aceite de NaranjaMaribel Leon GonzalesBelum ada peringkat
- Destilación Atmosferica y Al VacíoDokumen19 halamanDestilación Atmosferica y Al VacíoORIS FERNANDO LOZADA ZAPATABelum ada peringkat
- Producción de EtilbencenoDokumen12 halamanProducción de EtilbencenoAngel D Sequera O0% (1)
- Metodo de Deshidratacion Por AdsorcionDokumen9 halamanMetodo de Deshidratacion Por AdsorcionISRAEL RODRIGUEZBelum ada peringkat
- Nfpa 704Dokumen3 halamanNfpa 704SantiagoFlorez100% (1)
- Tema 3 - Desasfaltador Con PropanoDokumen6 halamanTema 3 - Desasfaltador Con Propanofranklin floresBelum ada peringkat
- Conductimetria T2Dokumen20 halamanConductimetria T2yesica100% (1)
- Capitulos 1-6 - Con Correcciones - ImprimirDokumen177 halamanCapitulos 1-6 - Con Correcciones - Imprimirmiguel velascoBelum ada peringkat
- Proceso de Endulzamiento de Gas NaturalDokumen27 halamanProceso de Endulzamiento de Gas NaturaldavismoodyBelum ada peringkat
- Proceso 2Dokumen8 halamanProceso 2CarlosMarbánGlezBelum ada peringkat
- Bioetanol MetodologiaDokumen30 halamanBioetanol Metodologiaisaias isaac parra sellanBelum ada peringkat
- Operaciones Logicas de HysysDokumen17 halamanOperaciones Logicas de Hysysexter383Belum ada peringkat
- B M y e Extraordinario EspecialDokumen1 halamanB M y e Extraordinario EspecialVíctor Hugo Castro TavaresBelum ada peringkat
- Rehervidores y ColumnasDokumen4 halamanRehervidores y ColumnasSebastianRomeroBelum ada peringkat
- Deshidratacion Del Gas NaturalDokumen55 halamanDeshidratacion Del Gas NaturalCarlos Paco MamaniBelum ada peringkat
- 4COLIGATIVASDokumen43 halaman4COLIGATIVAScristianBelum ada peringkat
- Síntesis de secuencia de separación mediante reglas heurísticasDokumen12 halamanSíntesis de secuencia de separación mediante reglas heurísticasOmar VGBelum ada peringkat
- Industria Química PesadaDokumen5 halamanIndustria Química PesadaLuis InciarteBelum ada peringkat
- Informe de JabonDokumen9 halamanInforme de JabonJasmy JasBelum ada peringkat
- Genapol X 159Dokumen4 halamanGenapol X 159Angela M. Palacio OspinaBelum ada peringkat
- Remediación de Suelos (Oxidación Quimica in Situ)Dokumen6 halamanRemediación de Suelos (Oxidación Quimica in Situ)Carlos VásquezBelum ada peringkat
- Presentación OpusDokumen20 halamanPresentación OpusJaime BarreraBelum ada peringkat
- EVALUACION FINANCIERA AcetonaDokumen25 halamanEVALUACION FINANCIERA AcetonaoiciruaBelum ada peringkat
- ASIGNACION 1 Destilación Avanzada Ultima (Con Rmin f2) Version Ultima 14-03Dokumen29 halamanASIGNACION 1 Destilación Avanzada Ultima (Con Rmin f2) Version Ultima 14-03zabalamg100% (1)
- Yac de Presion Externa y Principio de SuperposicionDokumen7 halamanYac de Presion Externa y Principio de Superposicionreynaldo gonzalesBelum ada peringkat
- Producción etileno diagrama bloquesDokumen22 halamanProducción etileno diagrama bloquesKatherine Insuasty MartinezBelum ada peringkat
- Aceite VegetalDokumen22 halamanAceite Vegetalsantiago jackBelum ada peringkat
- Resumen Examen Final CompletoDokumen39 halamanResumen Examen Final CompletoStephi Otterburg ClavelBelum ada peringkat
- Universidad Simón BolívarDokumen178 halamanUniversidad Simón BolívareliasBelum ada peringkat
- Proceso de Endulzamiento Por El Proceso BenfieldDokumen9 halamanProceso de Endulzamiento Por El Proceso BenfieldSebastian Zarate VilelaBelum ada peringkat
- Manual técnico de refrigerantesDari EverandManual técnico de refrigerantesPenilaian: 4 dari 5 bintang4/5 (4)
- Diseño de Una Planta - 11Dokumen212 halamanDiseño de Una Planta - 11Charlie LtbBelum ada peringkat
- Ejemplo Destilacin MulticomponentesDokumen18 halamanEjemplo Destilacin MulticomponentesEdgardBelum ada peringkat
- Columna 11Dokumen70 halamanColumna 11Charlie LtbBelum ada peringkat
- Destilacion MulticomponenteDokumen9 halamanDestilacion MulticomponenteMacc27Belum ada peringkat
- Interfaz Gráfica Computacional para Destilación Multicomponente Utilizando Métodos CortosDokumen7 halamanInterfaz Gráfica Computacional para Destilación Multicomponente Utilizando Métodos CortosJulian Vargas EcheverryBelum ada peringkat
- PFG Diego Sanchez de Leon 2015Dokumen110 halamanPFG Diego Sanchez de Leon 2015miguelBelum ada peringkat
- Aspen Plus columna destilación propano-isobutanoDokumen13 halamanAspen Plus columna destilación propano-isobutanoIng Palacio FreddyBelum ada peringkat
- Desarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de Destilación. - 1Dokumen48 halamanDesarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de Destilación. - 1Charlie LtbBelum ada peringkat
- Catalogo Id InglesDokumen2 halamanCatalogo Id InglesCharlie LtbBelum ada peringkat
- Master en Plantas Industriales con Autodesk Plant Design SuiteDokumen6 halamanMaster en Plantas Industriales con Autodesk Plant Design SuiteCharlie LtbBelum ada peringkat
- DestilacionDokumen34 halamanDestilacionFernando Moran ContrerasBelum ada peringkat
- Catalogo Id InglesDokumen2 halamanCatalogo Id InglesCharlie LtbBelum ada peringkat
- Master en Plantas Industriales con Autodesk Plant Design SuiteDokumen6 halamanMaster en Plantas Industriales con Autodesk Plant Design SuiteCharlie LtbBelum ada peringkat
- Ejemplo Destilacin MulticomponentesDokumen18 halamanEjemplo Destilacin MulticomponentesEdgardBelum ada peringkat
- Catalogo Id InglesDokumen2 halamanCatalogo Id InglesCharlie LtbBelum ada peringkat
- Catalogo Id InglesDokumen2 halamanCatalogo Id InglesCharlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Formacion Iquiri Prac2Dokumen44 halamanFormacion Iquiri Prac2Charlie Ltb100% (1)
- 1Dokumen38 halaman1Charlie LtbBelum ada peringkat
- Introducción a Aspen Plus: Simulación básica de separación de benceno y o-xilenoDokumen7 halamanIntroducción a Aspen Plus: Simulación básica de separación de benceno y o-xilenoCharlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Calidad Productos DerivadosDokumen16 halamanCalidad Productos DerivadosAnonymous PAEIe1cuBelum ada peringkat
- Aspen 7.3Dokumen1 halamanAspen 7.3Charlie LtbBelum ada peringkat
- Catalogo Id InglesDokumen2 halamanCatalogo Id InglesCharlie LtbBelum ada peringkat
- Introducción a Aspen Plus: Simulación básica de separación de benceno y o-xilenoDokumen7 halamanIntroducción a Aspen Plus: Simulación básica de separación de benceno y o-xilenoCharlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Fraccionamiento 1Dokumen76 halamanFraccionamiento 1Charlie LtbBelum ada peringkat
- Preguntas EORDokumen7 halamanPreguntas EORGuillermo RomellonBelum ada peringkat
- El Petroleo y La Contaminacion Ambiental para Quinto de SecundariaDokumen6 halamanEl Petroleo y La Contaminacion Ambiental para Quinto de SecundariaLeivf CastBelum ada peringkat
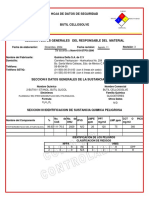
- Butil Cellosolve: Hoja de datos de seguridadDokumen4 halamanButil Cellosolve: Hoja de datos de seguridadAlejandro ColmeneroBelum ada peringkat
- Reseña Conceptual de Contaminación AmbientalDokumen15 halamanReseña Conceptual de Contaminación AmbientalgonabeBelum ada peringkat
- Atmósferas Controladas y Modificadas en Postcosecha - Intagri S.C.Dokumen1 halamanAtmósferas Controladas y Modificadas en Postcosecha - Intagri S.C.gustavoseseBelum ada peringkat
- TP Limites PlanetariosDokumen4 halamanTP Limites Planetariosエリ-ちゃんBelum ada peringkat
- RESUMEN Una Verdad IncomodaDokumen2 halamanRESUMEN Una Verdad Incomodahecarrero100% (1)
- AMONIACODokumen15 halamanAMONIACONayra Estefany Salguero PerezBelum ada peringkat
- ELECTRA COAT Info CompletaDokumen9 halamanELECTRA COAT Info CompletaSusanaRD2014Belum ada peringkat
- Guia Biologia Once Periodo 4Dokumen9 halamanGuia Biologia Once Periodo 4Luis Miguel Lopez EspinosaBelum ada peringkat
- Impactos ambientales y sociales del frackingDokumen5 halamanImpactos ambientales y sociales del frackingMeissel Karime Tovar HernandezBelum ada peringkat
- Anexo INTEGRADOR YARADokumen2 halamanAnexo INTEGRADOR YARALeonard Fernando Flores HuamaniBelum ada peringkat
- Coaquira Arias Jean Carlos Abner Fisicoquimica Informe 2 y 3Dokumen23 halamanCoaquira Arias Jean Carlos Abner Fisicoquimica Informe 2 y 3JEAN CARLOS ABNER COAQUIRA ARIASBelum ada peringkat
- Aspectos Ambientales Ing NoaDokumen6 halamanAspectos Ambientales Ing NoaELIAN FERNANDO YUPA FELICESBelum ada peringkat
- FDS Ambientador LíquidoDokumen10 halamanFDS Ambientador Líquidoarlindo machavaBelum ada peringkat
- Obtencion de AmoniacoDokumen19 halamanObtencion de AmoniacoBrandonlee Becquer De La Cruz SolorzanoBelum ada peringkat
- Introduccion A VentilacionDokumen67 halamanIntroduccion A VentilacionFrankin Alex Quispe VeraBelum ada peringkat
- La Explosión Cámbrico:: Un Evento Único de Diversificación de PhylaDokumen6 halamanLa Explosión Cámbrico:: Un Evento Único de Diversificación de PhylaWilson Cahuana MaronBelum ada peringkat
- Caso de Estudio Calidad de Aire en Un SalonDokumen14 halamanCaso de Estudio Calidad de Aire en Un SalonJairo Alberto Barrios RinconBelum ada peringkat
- Cuadernillo de Repaso Secundaria.21-22quimicaDokumen14 halamanCuadernillo de Repaso Secundaria.21-22quimicaJosé del Carmen Sonda PozoBelum ada peringkat
- Aspectos e Impactos Ambientales en IngeniosDokumen33 halamanAspectos e Impactos Ambientales en IngeniosSandra OrtizBelum ada peringkat
- Termodinámica de La Obtención de Dióxido de Carbono A Partir de Aire AtmosféricoDokumen45 halamanTermodinámica de La Obtención de Dióxido de Carbono A Partir de Aire AtmosféricoAdrian AriasBelum ada peringkat
- Solucion Primera EvaluacionDokumen8 halamanSolucion Primera EvaluacionSara SanchezBelum ada peringkat
- Lixiviados en ConcretoDokumen18 halamanLixiviados en ConcretoErnest0_1Belum ada peringkat
- Ej-Res Equilibrio Quimico Grs PDFDokumen30 halamanEj-Res Equilibrio Quimico Grs PDFsibelBelum ada peringkat
- Fichas Arborización 2010Dokumen180 halamanFichas Arborización 2010Roberto Ojeda JimenezBelum ada peringkat
- 8 PLAN DE CLASE - CIENCIAS NATURALES 4to PrimariaDokumen28 halaman8 PLAN DE CLASE - CIENCIAS NATURALES 4to PrimariaFernanda FernandezBelum ada peringkat
- Resumen de Unidad 2Dokumen28 halamanResumen de Unidad 2PanchoEsquivelRamirezBelum ada peringkat
- Oabenpra - Taller - Estructura E-SDokumen5 halamanOabenpra - Taller - Estructura E-SYAIZA MOSCOTEBelum ada peringkat
- Calentamiento Global y Sus Efectos en El PerúDokumen7 halamanCalentamiento Global y Sus Efectos en El PerúXimena Barrios CcoyoriBelum ada peringkat