Anda mungkin juga menyukai
- tp1 PDFDokumen9 halamantp1 PDFiwibab 2018Belum ada peringkat
- Vdma-C85 FRDokumen38 halamanVdma-C85 FRyouri594900% (1)
- Liste BoulonsDokumen359 halamanListe BoulonsOutimagBelum ada peringkat
- Les Conditions de CoupesDokumen15 halamanLes Conditions de CoupesNeoXana01Belum ada peringkat
- D'usinage GammeDokumen18 halamanD'usinage GammeHeraiz Rachid78% (9)
- N - Outils Pour Tourneuses FraiseusesDokumen12 halamanN - Outils Pour Tourneuses Fraiseuseslulu3232Belum ada peringkat
- Dossier Technique Etau A Serrage RapideDokumen10 halamanDossier Technique Etau A Serrage RapideHoucine Mastouri100% (4)
- Fiches Matières RomanaDokumen19 halamanFiches Matières RomanaCracanel Mihai-OctavianBelum ada peringkat
- KEPIPN16Dokumen3 halamanKEPIPN16Salamgaz TazaBelum ada peringkat
- GammeDokumen18 halamanGammeMarwene Eniso Ben Arbia100% (4)
- FS48 FS52 FS56 305Dokumen22 halamanFS48 FS52 FS56 305Philippe MartinBelum ada peringkat
- NC080625DP01 - Plat Soudé en T Par Deux Cordons Parallèles Soumis À Force ObliqueDokumen5 halamanNC080625DP01 - Plat Soudé en T Par Deux Cordons Parallèles Soumis À Force ObliqueihihiunuigBelum ada peringkat
- NC080301DP01 - Assemblage Boulonné ISO Non PrécontraintDokumen6 halamanNC080301DP01 - Assemblage Boulonné ISO Non PrécontraintamjadkreitBelum ada peringkat
- Calcul Des AssemblagesDokumen9 halamanCalcul Des AssemblagesHanane BenGamraBelum ada peringkat
- Diaporama ForgeDokumen45 halamanDiaporama ForgeJaouad El100% (1)
- Les Conditions de CoupesDokumen13 halamanLes Conditions de CoupesAbdelilah El GmairiBelum ada peringkat
- Contrat de PhaseDokumen2 halamanContrat de PhaseAssiddiq BourihaneBelum ada peringkat
- Contrat de Phase Phase N20 Travaux Pratique: Pièce: Matière:acierDokumen2 halamanContrat de Phase Phase N20 Travaux Pratique: Pièce: Matière:acierAssiddiq BourihaneBelum ada peringkat
- Dormer Technical HandbookDokumen144 halamanDormer Technical HandbookshamusmtbBelum ada peringkat
- Vérin SMC Série C96Dokumen44 halamanVérin SMC Série C96youri59490Belum ada peringkat
- 2016 ExamenDokumen4 halaman2016 ExamenFrançoise NicolasBelum ada peringkat
- Chap16 InoxDokumen50 halamanChap16 InoxPatrick BaridonBelum ada peringkat
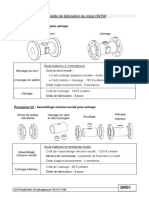
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDokumen10 halamanProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiBelum ada peringkat
- Dmos Ato 5755 32Dokumen4 halamanDmos Ato 5755 32Patrick BaridonBelum ada peringkat
- Chapitre 9: Le Tournage: But: - Obtention de Pièces de Révolutions - Précision Supérieure À La Fonderie Ou Au ForageDokumen32 halamanChapitre 9: Le Tournage: But: - Obtention de Pièces de Révolutions - Précision Supérieure À La Fonderie Ou Au ForageStef TfhBelum ada peringkat
- D Tungsten Carbide InstrumentsDokumen13 halamanD Tungsten Carbide InstrumentsCristiane SantosBelum ada peringkat
- Cours Usinage 78 89Dokumen12 halamanCours Usinage 78 89Françoise NicolasBelum ada peringkat
- PresseetoupelaitonDokumen19 halamanPresseetoupelaitontzavarlawBelum ada peringkat
- FR86 FR106Dokumen38 halamanFR86 FR106Ahmad FakhriBelum ada peringkat
- Cours TournageDokumen12 halamanCours TournageZiko0% (1)
- Materiel de Mise A La Terre PDFDokumen24 halamanMateriel de Mise A La Terre PDFMirza MatorugaBelum ada peringkat
- Fabrication MécaniqueDokumen52 halamanFabrication MécaniqueBĄĶĮ 2000Belum ada peringkat
- 5 UTVBBb Sku AQY8 X43 P9 I6 NU96 IBAodpq MLs 14 AGJDokumen20 halaman5 UTVBBb Sku AQY8 X43 P9 I6 NU96 IBAodpq MLs 14 AGJTabka SouheilBelum ada peringkat
- Garde Corps en InoxDokumen122 halamanGarde Corps en InoxtalebarchiBelum ada peringkat
- BTS2005 2 ComplementsDokumen17 halamanBTS2005 2 Complementssaded05Belum ada peringkat
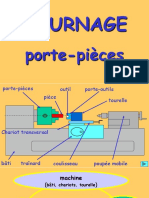
- 01 Tournage Les Porte PiècesDokumen64 halaman01 Tournage Les Porte PiècesAlaa AbarBelum ada peringkat
- Asset Doc Loc 1924858 Apc RawDokumen5 halamanAsset Doc Loc 1924858 Apc RawSaid Massinissa Elhadj AliBelum ada peringkat
- Pdf-Gamme CompressDokumen18 halamanPdf-Gamme Compresskuzgun cebeciBelum ada peringkat
- Punzonadora Hidraulica Mx340g 81 1407268419Dokumen4 halamanPunzonadora Hidraulica Mx340g 81 1407268419Dante Hancco VillanuevaBelum ada peringkat
- Vannes PapillonDokumen47 halamanVannes Papillonmath62210Belum ada peringkat
- Bac GM Metro Juin95 Centre UsinageDokumen24 halamanBac GM Metro Juin95 Centre UsinageMohamed Dridi100% (1)
- Contrat de Phase 300Dokumen1 halamanContrat de Phase 300Cazet ByBelum ada peringkat
- Percage 4Dokumen7 halamanPercage 4khocineBelum ada peringkat
- Thème Montage ModulaireDokumen16 halamanThème Montage Modulairekldmnt100% (1)
- NT CLCLDokumen7 halamanNT CLCLNidal BestBelum ada peringkat
- Fiche Calcul de VIS - v8Dokumen15 halamanFiche Calcul de VIS - v8AlexisGrc100% (2)
- HSS 2008-3Dokumen155 halamanHSS 2008-3Manuela SavulescuBelum ada peringkat
- GammeDokumen18 halamanGammeMakrem CherifBelum ada peringkat
- Presse Percussion RealisationDokumen18 halamanPresse Percussion RealisationEricBelum ada peringkat
- Filet AgesDokumen3 halamanFilet AgeshourialaaBelum ada peringkat
- Despiece UnidrillDokumen53 halamanDespiece UnidrillSucesores de Ortiz de Zárate S.L.Belum ada peringkat
- TD Tournage Niveau 3Dokumen2 halamanTD Tournage Niveau 3Iheb KahouachBelum ada peringkat
- fiche_technique_robinet_vanne_a_opercule_acier_forge_a105n_trim8_class800_swDokumen5 halamanfiche_technique_robinet_vanne_a_opercule_acier_forge_a105n_trim8_class800_swBenny 37Belum ada peringkat
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautDari EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautPenilaian: 5 dari 5 bintang5/5 (1)
- GugenheimDokumen147 halamanGugenheimMedeaBelum ada peringkat
- Cour RP Harche PDFDokumen91 halamanCour RP Harche PDFSamer SaidBelum ada peringkat
- Optimisation D'un Pipeline de Transport de Gaz Naturel Par LaDokumen11 halamanOptimisation D'un Pipeline de Transport de Gaz Naturel Par LaMedeaBelum ada peringkat
- TabkhiDokumen155 halamanTabkhiMohamed Anouar NciriBelum ada peringkat
- Les Dérivés Du Pétrole, Bitumes, PolymèresDokumen13 halamanLes Dérivés Du Pétrole, Bitumes, PolymèresMedeaBelum ada peringkat
- GazoleDokumen4 halamanGazoleMedeaBelum ada peringkat
- Etude Préliminaire D'un Réservoir Destockage de Gaz Naturel À Usage DomestiqueDokumen75 halamanEtude Préliminaire D'un Réservoir Destockage de Gaz Naturel À Usage DomestiqueMedeaBelum ada peringkat
- TabkhiDokumen155 halamanTabkhiMohamed Anouar NciriBelum ada peringkat
- Reseau de TransportDokumen2 halamanReseau de TransportMedeaBelum ada peringkat
- CraquageDokumen3 halamanCraquageMedea100% (1)
- Hydrocarbure AromatiqueDokumen7 halamanHydrocarbure AromatiqueMedeaBelum ada peringkat
- Chapitre 2 Les Installations Eclairage Domestique PDFDokumen23 halamanChapitre 2 Les Installations Eclairage Domestique PDFstoufa73100% (3)
- Cours Pétrole ScannéDokumen17 halamanCours Pétrole ScannéMedeaBelum ada peringkat
- Electricité de BatimentsDokumen27 halamanElectricité de BatimentsBeny Abdou100% (1)
- Cours Electricite IntroDokumen31 halamanCours Electricite IntroFarba Diouf100% (1)
- At2 sq13 Transmissions PDFDokumen41 halamanAt2 sq13 Transmissions PDFMedeaBelum ada peringkat
- Mohim PDFDokumen21 halamanMohim PDFmeriem944Belum ada peringkat
- Fiabilit e Syst'emeDokumen40 halamanFiabilit e Syst'emeMedeaBelum ada peringkat
- EquilibDokumen74 halamanEquilibcoucou8949Belum ada peringkat
- Chapitre 1 Generalite Sur Les SchemasDokumen4 halamanChapitre 1 Generalite Sur Les SchemasDjo Mounir33% (3)
- 2015 04 19 Exa GM 2008Dokumen4 halaman2015 04 19 Exa GM 2008MedeaBelum ada peringkat
- Contrat de Sous Phase 10BDokumen1 halamanContrat de Sous Phase 10BMedeaBelum ada peringkat
- Le Tournage - 2Dokumen11 halamanLe Tournage - 2مباشر يونسBelum ada peringkat
- B4 - 0 - Déchargeurs À Benne - FR - 1 PDFDokumen158 halamanB4 - 0 - Déchargeurs À Benne - FR - 1 PDFpirjgfeiorBelum ada peringkat
- Fiche de Poste Ingénieur CivilDokumen3 halamanFiche de Poste Ingénieur Civiljuv933Belum ada peringkat
- Proforma Projet Htas Cidsa Rivera2Dokumen3 halamanProforma Projet Htas Cidsa Rivera2Ahossan Michel EhoumanBelum ada peringkat
- Guide Normes ArrimageDokumen76 halamanGuide Normes ArrimageDavid Ortega0% (1)
- Exercices SoudageDokumen4 halamanExercices SoudagesereBelum ada peringkat
- Calcul TunnelDokumen51 halamanCalcul TunnelAbakarTahir100% (3)
- Polycope Outil MathématiqueDokumen45 halamanPolycope Outil MathématiqueTaha Can50% (2)
- Machine Asynchrone TriphaséeDokumen26 halamanMachine Asynchrone TriphaséekeylogBelum ada peringkat
- Générateur Synchrone Standard KATO - FRDokumen49 halamanGénérateur Synchrone Standard KATO - FRamekhzoumiBelum ada peringkat
- AM Gestion de Pojet - EMI - Oct 2019Dokumen175 halamanAM Gestion de Pojet - EMI - Oct 2019boofBelum ada peringkat
- VBA Pour ExcelDokumen138 halamanVBA Pour ExcelmmozarttBelum ada peringkat
- Poussoir Ressort Bille 6 Pans Creux Acier Inox 32 40 PDF 32 - 40 Lmod1Dokumen1 halamanPoussoir Ressort Bille 6 Pans Creux Acier Inox 32 40 PDF 32 - 40 Lmod1aavartBelum ada peringkat
- Procedure Analyse Des Risques Liés Au Fonctionnement - CopieDokumen7 halamanProcedure Analyse Des Risques Liés Au Fonctionnement - CopieBEN ABBES100% (1)
- Exercice 3Dokumen3 halamanExercice 3Ahmed DjebbiBelum ada peringkat
- Auto Betonniere Merlo Gamme DBMDokumen16 halamanAuto Betonniere Merlo Gamme DBMfcbarca2020ifyBelum ada peringkat
- Amdec Processus PDFDokumen18 halamanAmdec Processus PDFAdil Abdou100% (2)
- Reseau GlobalstarDokumen29 halamanReseau GlobalstarSanaa OulaourfBelum ada peringkat
- Fabrication Mécanique. Cours N° 2Dokumen3 halamanFabrication Mécanique. Cours N° 2James BluntBelum ada peringkat
- GindroDokumen150 halamanGindropascalBelum ada peringkat
- Manuel Onduleur3kWDokumen100 halamanManuel Onduleur3kWsmarcos67Belum ada peringkat
- MortierDokumen19 halamanMortierAnonymous depAph9Belum ada peringkat
- Avis Technique - Syst Me Lucem Choc v3Dokumen15 halamanAvis Technique - Syst Me Lucem Choc v3NabilBelum ada peringkat
- Gestion de Projet ADokumen10 halamanGestion de Projet AinteractifBelum ada peringkat
- Relais Et Fusibles (FR)Dokumen4 halamanRelais Et Fusibles (FR)Toufik BenamroucheBelum ada peringkat
- Rapport D Stage Marsa MarocDokumen56 halamanRapport D Stage Marsa MarocNidalBelum ada peringkat
- Les Familles de REVIT Pour Le BIM 2017Dokumen331 halamanLes Familles de REVIT Pour Le BIM 2017Arnoldas Šneideris100% (13)
- TD 18 Corrigé - Loi Entrée-Sortie Par Fermeture GéométriqueDokumen4 halamanTD 18 Corrigé - Loi Entrée-Sortie Par Fermeture GéométriqueImen Hammouda100% (2)
- Catalogo MotoresDokumen2 halamanCatalogo MotoresJames VeraBelum ada peringkat
- 08.levage Et ManutentionDokumen22 halaman08.levage Et Manutentionodje jules cesar Anoh100% (1)
- Puissance D-Une Eolienne MOOC UVED PDFDokumen13 halamanPuissance D-Une Eolienne MOOC UVED PDFAyoub Django RFBelum ada peringkat