Anda mungkin juga menyukai
- D3 5-93PVDokumen8 halamanD3 5-93PVBirdyTheoBelum ada peringkat
- APPLIED MECHANICAL ENGINEERING PROBLEM SOLVINGDokumen4 halamanAPPLIED MECHANICAL ENGINEERING PROBLEM SOLVINGKyle LoveBelum ada peringkat
- PATENT - Axial Flux Motor AssemblyDokumen13 halamanPATENT - Axial Flux Motor Assemblyrakeshee2007Belum ada peringkat
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDari EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysBelum ada peringkat
- Report Text About RainbowDokumen2 halamanReport Text About RainbowCornelia Ayu Trisna67% (3)
- Calculation of Steel Weldability and Weld Metal PropertyDokumen7 halamanCalculation of Steel Weldability and Weld Metal PropertyJohn Metaxas100% (1)
- Aggregate Impact Value TestDokumen6 halamanAggregate Impact Value Testnadz_fynazBelum ada peringkat
- FEECO Rotary Dryers Coolers PDFDokumen13 halamanFEECO Rotary Dryers Coolers PDFFernando MilmanBelum ada peringkat
- Chemical Engineering - 2010-04 (April)Dokumen100 halamanChemical Engineering - 2010-04 (April)Staszek BanachBelum ada peringkat
- Welding Technology Course Covers Procedures and VariablesDokumen35 halamanWelding Technology Course Covers Procedures and VariablesKrishnamoorthi Venkatesan100% (1)
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDokumen8 halamanStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERBelum ada peringkat
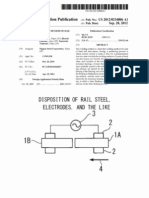
- Flash Butt Welding Method for Rail Steel with Controlled Heat-Affected ZoneDokumen20 halamanFlash Butt Welding Method for Rail Steel with Controlled Heat-Affected ZoneRakesh SrivastavaBelum ada peringkat
- Centrifugal Pump Piping Design LayoutDokumen16 halamanCentrifugal Pump Piping Design Layoutzizitro-1Belum ada peringkat
- Us 20040158969Dokumen5 halamanUs 20040158969dgfhjsdg hfsdhyjBelum ada peringkat
- Ulllted States Patent (19) (11) Patent Number: 6,075,224: de Coster (45) Date of Patent: Jun. 13, 2000Dokumen9 halamanUlllted States Patent (19) (11) Patent Number: 6,075,224: de Coster (45) Date of Patent: Jun. 13, 2000KrozeBelum ada peringkat
- Orbital Welding Rotor Assembly Reduces ArcingDokumen9 halamanOrbital Welding Rotor Assembly Reduces ArcingAngel GutierrezBelum ada peringkat
- United States Patent (191: Merz Et A1. Date of PatentDokumen13 halamanUnited States Patent (191: Merz Et A1. Date of Patentbonmarche28Belum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0108418 A1Dokumen5 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0108418 A1shamsBelum ada peringkat
- US6581308Dokumen5 halamanUS6581308PUVAN TSTBelum ada peringkat
- Patent Application for a Directional Drilling Machine ViseDokumen11 halamanPatent Application for a Directional Drilling Machine ViseCường Nguyễn QuốcBelum ada peringkat
- Warm Forming PatentDokumen27 halamanWarm Forming PatentAndy HuffBelum ada peringkat
- FSW Lab - Complete ManualDokumen15 halamanFSW Lab - Complete ManualKrishnaKishoreReddyBelum ada peringkat
- CH 48Dokumen32 halamanCH 48islammonirBelum ada peringkat
- Friction Stir Welding-Process Developmentannd VariantDokumen21 halamanFriction Stir Welding-Process Developmentannd VariantrobertalhaBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Dokumen10 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmBelum ada peringkat
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDokumen6 halamanThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaBelum ada peringkat
- Archery Bow Vibration Dampener Device Reduces ShockDokumen10 halamanArchery Bow Vibration Dampener Device Reduces Shockemnm30Belum ada peringkat
- Centri Cobra TattooDokumen9 halamanCentri Cobra TattooJeremy BloodBelum ada peringkat
- Types of Welding JointDokumen6 halamanTypes of Welding JointTesema TeshomeBelum ada peringkat
- Connecting Rod Cracker: Rigid Support and Floating Die Crack Connecting RodsDokumen12 halamanConnecting Rod Cracker: Rigid Support and Floating Die Crack Connecting RodsOkta Pariantoro Budi SetiawanBelum ada peringkat
- Chapter 6 - WeldingDokumen20 halamanChapter 6 - WeldingDipayan DasBelum ada peringkat
- Bending of Hollow Structural Sections - 03.12.18Dokumen6 halamanBending of Hollow Structural Sections - 03.12.18David ArndtBelum ada peringkat
- Smooth Surface WP PatentDokumen9 halamanSmooth Surface WP Patentprabhatkumar_6657012Belum ada peringkat
- Cutting Machine Using Wire SawDokumen10 halamanCutting Machine Using Wire SawMohammad FareedBelum ada peringkat
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDokumen9 halamanUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555Belum ada peringkat
- Method for Repairing Castings by Pouring Melted Filler MaterialDokumen10 halamanMethod for Repairing Castings by Pouring Melted Filler Materialtyhello21Belum ada peringkat
- Improved Tesla Turbine DesignDokumen12 halamanImproved Tesla Turbine DesignNemanja StojanovicBelum ada peringkat
- March 3, 1970 C. D. Weiss 3,497,942: Method of Welding Tungsten Carbide Materials To SteelDokumen4 halamanMarch 3, 1970 C. D. Weiss 3,497,942: Method of Welding Tungsten Carbide Materials To SteelPonce MrlnBelum ada peringkat
- Buttres ThreadDokumen3 halamanButtres ThreadjojoBelum ada peringkat
- US6435783 - Variable Radius Notching MachineDokumen48 halamanUS6435783 - Variable Radius Notching MachineJackie SongBelum ada peringkat
- United States Patent: (10) Patent N0.: (45) Date of PatentDokumen16 halamanUnited States Patent: (10) Patent N0.: (45) Date of PatentSelvaraji MuthuBelum ada peringkat
- United States Patent (19) : Park Et Al. (11) Patent NumberDokumen10 halamanUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasBelum ada peringkat
- Fundamentals of Friction Stir Welding, Its Application, and AdvancementsDokumen50 halamanFundamentals of Friction Stir Welding, Its Application, and Advancementsjose ramirez cruzBelum ada peringkat
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Dokumen25 halamanPatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleBelum ada peringkat
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Dokumen4 halamanUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerBelum ada peringkat
- US20100059503 Pulse Electrothermal Deicing (PETD) of Complex Shapes Application (IceMakers)Dokumen9 halamanUS20100059503 Pulse Electrothermal Deicing (PETD) of Complex Shapes Application (IceMakers)PolarStarBelum ada peringkat
- Tài liệu5Dokumen12 halamanTài liệu5Hoàng ĐứcBelum ada peringkat
- US7743601Dokumen4 halamanUS7743601Alien GmpBelum ada peringkat
- Heat Plat ApplicationDokumen6 halamanHeat Plat ApplicationJDC - Export ManagerBelum ada peringkat
- Method of Increasing Strength of Welded Slat Assembly for Inflatable PackersDokumen6 halamanMethod of Increasing Strength of Welded Slat Assembly for Inflatable Packersmohammadreza91Belum ada peringkat
- United States Patent: IP IPDokumen11 halamanUnited States Patent: IP IPAdriana Daniela SanduBelum ada peringkat
- Friction WeldingDokumen25 halamanFriction WeldingBHAVESH JOSHI0% (1)
- 336D2 L Excavator ZCT00001-UP (MACHINE) POWERED BY C9 Engine (SEBP6532 - 27) - Documentation PDFDokumen11 halaman336D2 L Excavator ZCT00001-UP (MACHINE) POWERED BY C9 Engine (SEBP6532 - 27) - Documentation PDFGeovanny SanjuanBelum ada peringkat
- General Welding GuidelinesDokumen13 halamanGeneral Welding GuidelinesSamir669Belum ada peringkat
- United States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001tajshah283Belum ada peringkat
- Study of Friction WeldingDokumen49 halamanStudy of Friction Weldingouterrace100% (1)
- Friction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Dokumen11 halamanFriction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Amar DJEDIDBelum ada peringkat
- WeldingDokumen27 halamanWeldingCleo Elveña100% (1)
- The Everyday Pocket Handbook On Welded Joint DetailsDokumen30 halamanThe Everyday Pocket Handbook On Welded Joint Detailsaqeel5Belum ada peringkat
- US20030006538A1Dokumen15 halamanUS20030006538A1Nqobane MakhobaBelum ada peringkat
- United States Patent (19) : (54) Multi-Torch Interface AssemblyDokumen12 halamanUnited States Patent (19) : (54) Multi-Torch Interface AssemblyKrozeBelum ada peringkat
- United States Patent: (10) Patent No.: (45) Date of PatentDokumen10 halamanUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaBelum ada peringkat
- 2 Classification of Welding PDFDokumen31 halaman2 Classification of Welding PDFSiva Narendra100% (2)
- A1010 WeldingDokumen20 halamanA1010 WeldingCurious RajBelum ada peringkat
- SMST-Tubes Boiler Brochure 2009Dokumen12 halamanSMST-Tubes Boiler Brochure 2009ghostinshellBelum ada peringkat
- Properties of GasesDokumen51 halamanProperties of Gases90gaurangBelum ada peringkat
- Attendence of Mc-A and MC-B From HDT (Maths)Dokumen13 halamanAttendence of Mc-A and MC-B From HDT (Maths)90gaurangBelum ada peringkat
- CS1999Dokumen15 halamanCS1999inaylakBelum ada peringkat
- CONTRACT SHEET EVENT PAYMENTDokumen1 halamanCONTRACT SHEET EVENT PAYMENT90gaurangBelum ada peringkat
- Experiment No 10Dokumen7 halamanExperiment No 1090gaurangBelum ada peringkat
- Experiment No: 11: Aim: To Study About Critical Path Method and Program Evaluation Review Technique Critical Path MethodDokumen20 halamanExperiment No: 11: Aim: To Study About Critical Path Method and Program Evaluation Review Technique Critical Path Method90gaurangBelum ada peringkat
- How To Implement Lean ManufacturingDokumen2 halamanHow To Implement Lean Manufacturing90gaurangBelum ada peringkat
- Ex No 7Dokumen11 halamanEx No 790gaurangBelum ada peringkat
- Experiment No 9Dokumen10 halamanExperiment No 990gaurangBelum ada peringkat
- Ex No 8Dokumen12 halamanEx No 890gaurangBelum ada peringkat
- Ex No 6Dokumen9 halamanEx No 690gaurangBelum ada peringkat
- Experiment No. 5: AIM: To Study About Gantt ChartDokumen11 halamanExperiment No. 5: AIM: To Study About Gantt Chart90gaurangBelum ada peringkat
- Ex No 4Dokumen9 halamanEx No 490gaurangBelum ada peringkat
- Ex No 1Dokumen6 halamanEx No 190gaurangBelum ada peringkat
- Resins Word DocumentDokumen8 halamanResins Word DocumentHarish KakraniBelum ada peringkat
- Motion Canada - Bearing CatalogDokumen212 halamanMotion Canada - Bearing CatalogEric Lafrance100% (1)
- Ancient Cementitious MaterialsDokumen17 halamanAncient Cementitious Materialsenea3000Belum ada peringkat
- Phytochemical, Proximate and Nutrient Analysis of Cassia Tora SeedsDokumen3 halamanPhytochemical, Proximate and Nutrient Analysis of Cassia Tora SeedsinventionjournalsBelum ada peringkat
- Properties of SoilDokumen18 halamanProperties of Soiltouqeer AbroBelum ada peringkat
- b28113433 PDFDokumen202 halamanb28113433 PDFJuthika GogoiBelum ada peringkat
- TDS Energrease MP-MG 2 InfoDokumen9 halamanTDS Energrease MP-MG 2 InfoLucian IftemieBelum ada peringkat
- Iso 8502 - 6Dokumen1 halamanIso 8502 - 6Ahmad BadriBelum ada peringkat
- UST Organic Chemistry Lab Separates Malunggay CompoundsDokumen6 halamanUST Organic Chemistry Lab Separates Malunggay CompoundsAnonymouscatBelum ada peringkat
- CX 21Dokumen25 halamanCX 21OmariniYepezBelum ada peringkat
- Black SandDokumen2 halamanBlack SandMinato100% (1)
- Epsilon Echos 2 BDokumen40 halamanEpsilon Echos 2 BDaniel JoseBelum ada peringkat
- 2DoorCatalogue 2012-0Dokumen15 halaman2DoorCatalogue 2012-0Akanksha GuptaBelum ada peringkat
- Unit 2 Welding III HazDokumen9 halamanUnit 2 Welding III HazHada NanuBelum ada peringkat
- Session 6 - Analytical Chem - Complexation and Precipitation Part 2Dokumen22 halamanSession 6 - Analytical Chem - Complexation and Precipitation Part 2MehdiBelum ada peringkat
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDokumen2 halamanSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarBelum ada peringkat
- Scaffold in Tissue EngDokumen13 halamanScaffold in Tissue EngOluwasegun ModupeBelum ada peringkat
- Megtron 6Dokumen3 halamanMegtron 6rfduh100% (1)
- Hydrogen-Enriched Compressed Natural Gas As A Fuel For EnginesDokumen26 halamanHydrogen-Enriched Compressed Natural Gas As A Fuel For EnginesRahul AroraBelum ada peringkat
- MSc Surveying and Water Resources TopicsDokumen3 halamanMSc Surveying and Water Resources TopicsNirjhor KabirBelum ada peringkat
- Third Order Elastic ConstantsDokumen3 halamanThird Order Elastic ConstantsElango PaulchamyBelum ada peringkat
- Sheet 1Dokumen10 halamanSheet 1lawanBelum ada peringkat
- Etruscan CeramicDokumen18 halamanEtruscan Ceramicapi-3850604100% (1)
- Aiats PDFDokumen2 halamanAiats PDFAbhishek Kumar SinghBelum ada peringkat