Anda mungkin juga menyukai
- Animais em Exti-WPS OfficeDokumen1 halamanAnimais em Exti-WPS OfficeRenato Comitre RiosBelum ada peringkat
- Declaração de cargaDokumen2 halamanDeclaração de cargaDeivison GonçalvesBelum ada peringkat
- Gaiola para empilhadeira com espaçadorDokumen1 halamanGaiola para empilhadeira com espaçadorRenato Comitre RiosBelum ada peringkat
- Gaiola para empilhadeira fixa com capacidade de 240kgDokumen1 halamanGaiola para empilhadeira fixa com capacidade de 240kgRenato Comitre Rios100% (2)
- TPM para OperadoresDokumen18 halamanTPM para OperadoresRenato Comitre RiosBelum ada peringkat
- MTBF e MTTR: Indicadores de confiabilidadeDokumen12 halamanMTBF e MTTR: Indicadores de confiabilidadeJosianeLobato100% (2)
- Planejamento e Controle ManutençãoDokumen66 halamanPlanejamento e Controle ManutençãoRenato Comitre RiosBelum ada peringkat
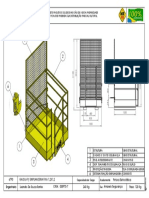
- Gaiola Tipo Plataforma de Trabalho Com Empilhadeira 02052020092125Dokumen1 halamanGaiola Tipo Plataforma de Trabalho Com Empilhadeira 02052020092125Renato Comitre RiosBelum ada peringkat
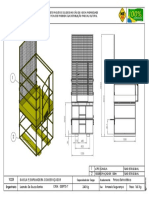
- Gaiola de Seguranca para Empilhadeiras Novas Usadas 28042020141129Dokumen1 halamanGaiola de Seguranca para Empilhadeiras Novas Usadas 28042020141129Renato Comitre RiosBelum ada peringkat
- V-800Max20 Specification SheetDokumen2 halamanV-800Max20 Specification SheetRenato Comitre RiosBelum ada peringkat
- Lista Eletronica 3Dokumen4 halamanLista Eletronica 3Renato Comitre RiosBelum ada peringkat
- Aula10 Medidores VazaoDokumen33 halamanAula10 Medidores VazaoRenato Comitre RiosBelum ada peringkat
- Guia de manutenção predialDokumen76 halamanGuia de manutenção predialquatropro100% (1)
- Receita de CannoliDokumen2 halamanReceita de CannoliRenato Comitre RiosBelum ada peringkat
- Transform AdoresDokumen35 halamanTransform AdoresRenato Comitre RiosBelum ada peringkat
- Desbloquear Planilha Protegida Do Excel 2010Dokumen1 halamanDesbloquear Planilha Protegida Do Excel 2010Renato Comitre RiosBelum ada peringkat
- Braço Do Contra-BaixoDokumen1 halamanBraço Do Contra-BaixoRenato Comitre RiosBelum ada peringkat
- Circuito 555Dokumen1 halamanCircuito 555Renato Comitre RiosBelum ada peringkat
- Apostila+ +MTMDokumen13 halamanApostila+ +MTMRodrigo Eduardo GomesBelum ada peringkat
- NBR 14039Dokumen241 halamanNBR 14039Mércia Rocha Carvalho100% (3)
- Súmulas ABR 2007Dokumen4 halamanSúmulas ABR 2007Renato Comitre RiosBelum ada peringkat
- Lei 5.524 - Art 2Dokumen1 halamanLei 5.524 - Art 2Renato Comitre RiosBelum ada peringkat
- Tempo de CozimentoDokumen2 halamanTempo de CozimentoRenato Comitre RiosBelum ada peringkat
- Info Tecnicas LumicenterDokumen9 halamanInfo Tecnicas LumicenterSandra MabelBelum ada peringkat
- Abnt - NBR 60050 - Vocabulario Eletrotecnico Internacional - Capitulo 826 Instalacoes Eletricas em EdificacoesDokumen12 halamanAbnt - NBR 60050 - Vocabulario Eletrotecnico Internacional - Capitulo 826 Instalacoes Eletricas em Edificacoesfariasce_2007Belum ada peringkat
- Sao Paulo - Mapa Rodoviário CompletoDokumen1 halamanSao Paulo - Mapa Rodoviário Completolucy rinehart100% (1)
- ExercicesCorr PO PDFDokumen16 halamanExercicesCorr PO PDFLeila Delgado TavaresBelum ada peringkat
- Apostila de Caixas Acusticas 2020 Ecoprojetos ComDokumen55 halamanApostila de Caixas Acusticas 2020 Ecoprojetos Comed barroBelum ada peringkat
- Kit de entrada em média tensão VBWK para instalações em alvenariaDokumen12 halamanKit de entrada em média tensão VBWK para instalações em alvenariaKleberson CarlosBelum ada peringkat
- Prancha 01Dokumen1 halamanPrancha 01Carlos Augusto da Silveira de JesusBelum ada peringkat
- Como Calcular A Bitola Do FioDokumen7 halamanComo Calcular A Bitola Do FioSergio Miguel da SilvaBelum ada peringkat
- Urban Bus Chassis Lineup 2011Dokumen20 halamanUrban Bus Chassis Lineup 2011Philippine Bus Enthusiasts SocietyBelum ada peringkat
- TCC Subestação AreaDokumen31 halamanTCC Subestação Areaisaias mouraoBelum ada peringkat
- Trab 1Dokumen10 halamanTrab 1Telecom e CiênciaBelum ada peringkat
- Prática 4 - Máxima Transferência de PotênciaDokumen8 halamanPrática 4 - Máxima Transferência de PotênciaJoaquim PauloBelum ada peringkat
- Ed 127 - Fasciculo - Cap VIII Curto Circuito para A Seletividade PDFDokumen7 halamanEd 127 - Fasciculo - Cap VIII Curto Circuito para A Seletividade PDFLuiz Philippe Milioni Dos Santos100% (1)
- Circuito RetificadorDokumen5 halamanCircuito RetificadorantonioBelum ada peringkat
- Propagação de Ondas e Antenas na TroposferaDokumen4 halamanPropagação de Ondas e Antenas na TroposferaBorges Amilcar100% (1)
- NBR 5370 (NOV1990) - Conectores de Cobre para Condutores Elétricos em Sistemas de Potência-EspecificaçãoDokumen12 halamanNBR 5370 (NOV1990) - Conectores de Cobre para Condutores Elétricos em Sistemas de Potência-EspecificaçãoMarcos MotaiBelum ada peringkat
- Revisão Física Ensino MédioDokumen7 halamanRevisão Física Ensino MédioCoringa 21KkkBelum ada peringkat
- Projeto de instalação elétrica residencial de 13,2KVADokumen14 halamanProjeto de instalação elétrica residencial de 13,2KVAMax O Tall SoaresBelum ada peringkat
- Mnpef 2017Dokumen10 halamanMnpef 2017Rafael RussiBelum ada peringkat
- Arc 250a Igbt 220V 1PHDokumen10 halamanArc 250a Igbt 220V 1PHFelipe Moreira de PáduaBelum ada peringkat
- Tabela de Preços 2017 Energy Management Low Voltage & ProductsDokumen308 halamanTabela de Preços 2017 Energy Management Low Voltage & Productspekas5Belum ada peringkat
- Micromaster01 Comissionamento Rápido MM420 (Port)Dokumen4 halamanMicromaster01 Comissionamento Rápido MM420 (Port)BatchmanBelum ada peringkat
- Fonte Alim AC/DCDokumen11 halamanFonte Alim AC/DCElsonIniestaBelum ada peringkat
- Análise de fluxo de potência em sistemas elétricosDokumen23 halamanAnálise de fluxo de potência em sistemas elétricosCarlos MendesBelum ada peringkat
- Dimensionamento de sistema fotovoltaico Grid-TieDokumen14 halamanDimensionamento de sistema fotovoltaico Grid-Tieeduardo mendesBelum ada peringkat
- Iades 2013 Ebserh Engenheiro Eletricista ProvaDokumen8 halamanIades 2013 Ebserh Engenheiro Eletricista Provarannier07Belum ada peringkat
- 0006-Teste Da MFINVDokumen4 halaman0006-Teste Da MFINVantonio carlosBelum ada peringkat
- Construção de moinho de bolas laboratorialDokumen4 halamanConstrução de moinho de bolas laboratorialHa SolevraBelum ada peringkat
- Ele001 - Eletricidade Basica 60hDokumen101 halamanEle001 - Eletricidade Basica 60hSergio Ls100% (1)
- Guia do instalador de sistemas fotovoltaicosDokumen71 halamanGuia do instalador de sistemas fotovoltaicosUdielly Fumian75% (4)
- Máquinas Agrícolas: Tratores e EnsaiosDokumen97 halamanMáquinas Agrícolas: Tratores e EnsaiosLeandro Augusto MagnaboscoBelum ada peringkat
- NBR 6393 Acustica Medicao Ruido Externo Emitido Maquinas RodoviariasDokumen10 halamanNBR 6393 Acustica Medicao Ruido Externo Emitido Maquinas RodoviariasAlissonFernandes17Belum ada peringkat
- Resistencia Dos Materiais - Cap 8 - TorçãoDokumen8 halamanResistencia Dos Materiais - Cap 8 - TorçãoCareca Gilvan AvelinoBelum ada peringkat