Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Optis - Ow - LM - Ug - 2014 SP1 PDFDokumen251 halamanOptis - Ow - LM - Ug - 2014 SP1 PDFRaghavBelum ada peringkat
- Polypac BalseleDokumen18 halamanPolypac BalseleRenato GouveiaBelum ada peringkat
- Ohlins Tool Manual 2017Dokumen46 halamanOhlins Tool Manual 2017Pier o.f.r.Belum ada peringkat
- 8 Project Quality TermsDokumen4 halaman8 Project Quality TermskelmonroeBelum ada peringkat
- Hand RailDokumen1 halamanHand RailChristopher BrownBelum ada peringkat
- AISC MembersDokumen22 halamanAISC MembersAvinash Pathania100% (1)
- 8 Project Quality TermsDokumen9 halaman8 Project Quality TermsChristopher BrownBelum ada peringkat
- Conflict ManagementDokumen22 halamanConflict ManagementcarloscanaisBelum ada peringkat
- Pss - Dynamically Stressed Pipe Supports PDFDokumen40 halamanPss - Dynamically Stressed Pipe Supports PDFChristopher BrownBelum ada peringkat
- Conflict ManagementDokumen22 halamanConflict ManagementcarloscanaisBelum ada peringkat
- Conflict ManagementDokumen22 halamanConflict ManagementcarloscanaisBelum ada peringkat
- 07QX564B-IPCS Labor Report-25May18Dokumen10 halaman07QX564B-IPCS Labor Report-25May18Christopher BrownBelum ada peringkat
- Tavallaee, Mahmood. (2016) - Finite Element Analysis Application in Cryogenic and Refrigerated Storage Tank DesignDokumen1 halamanTavallaee, Mahmood. (2016) - Finite Element Analysis Application in Cryogenic and Refrigerated Storage Tank DesignChristopher BrownBelum ada peringkat
- Graph Analysis Report - Template For DheyaDokumen2 halamanGraph Analysis Report - Template For DheyaChristopher BrownBelum ada peringkat
- St. Louis OfficeDokumen11 halamanSt. Louis OfficeChristopher BrownBelum ada peringkat
- Lockhart MartinelliDokumen2 halamanLockhart MartinelliChristopher BrownBelum ada peringkat
- Conflict ManagementDokumen22 halamanConflict ManagementcarloscanaisBelum ada peringkat
- Bp-Lime Tree ScheduleDokumen1 halamanBp-Lime Tree ScheduleChristopher BrownBelum ada peringkat
- 02 - Heat ExchangersDokumen88 halaman02 - Heat ExchangersDana GuerreroBelum ada peringkat
- Selection of Transient Analysis SoftwareDokumen11 halamanSelection of Transient Analysis SoftwareAnonymous cuOIjrLIBelum ada peringkat
- Jacobs Sustainability Plus Presentation ER and NR Rev 1Dokumen26 halamanJacobs Sustainability Plus Presentation ER and NR Rev 1Christopher BrownBelum ada peringkat
- Carbon Calculator v3 2Dokumen38 halamanCarbon Calculator v3 2Christopher BrownBelum ada peringkat
- Win Win NegotiationDokumen1 halamanWin Win NegotiationChristopher BrownBelum ada peringkat
- Sweta SharemaDokumen1 halamanSweta SharemaChristopher BrownBelum ada peringkat
- Heat Exchanger Sodium SilicateDokumen2 halamanHeat Exchanger Sodium SilicateChristopher BrownBelum ada peringkat
- Fao RoarDokumen1 halamanFao RoarChristopher BrownBelum ada peringkat
- 01 - Fluid FlowDokumen76 halaman01 - Fluid FlowMubarak AhmadBelum ada peringkat
- Sap Concur Travel Quickstart GuideDokumen21 halamanSap Concur Travel Quickstart GuideChristopher BrownBelum ada peringkat
- Heat Exchanger Sodium SilicateDokumen2 halamanHeat Exchanger Sodium SilicateChristopher BrownBelum ada peringkat
- Club 07Dokumen1 halamanClub 07Christopher BrownBelum ada peringkat
- PathikDokumen1 halamanPathikChristopher BrownBelum ada peringkat
- Fao RoarDokumen1 halamanFao RoarChristopher BrownBelum ada peringkat
- May 180 85 June 207 215 July 162 162 Aug 243 50 Sept 310.5 Oct 194.85 Nov 162 Dec 207 Jan 162 Feb 162 0.222222 1990.35 512Dokumen1 halamanMay 180 85 June 207 215 July 162 162 Aug 243 50 Sept 310.5 Oct 194.85 Nov 162 Dec 207 Jan 162 Feb 162 0.222222 1990.35 512Christopher BrownBelum ada peringkat
- Atlas CopcoDM 45 Spare PartsDokumen772 halamanAtlas CopcoDM 45 Spare PartsSergey Slomchinskiy0% (1)
- Melde's MethodDokumen2 halamanMelde's MethodDR.P.V.Kanaka Rao0% (1)
- Energy Saving Basics - EsdsDokumen40 halamanEnergy Saving Basics - Esdsapi-238581599Belum ada peringkat
- TemperaturaDokumen2 halamanTemperaturakamalBelum ada peringkat
- Gasket ParametersDokumen9 halamanGasket Parametersttr_1947Belum ada peringkat
- J Fluids Engineering 2009 Vol 131 N4Dokumen120 halamanJ Fluids Engineering 2009 Vol 131 N4Нильва АлександрBelum ada peringkat
- Pressure SurgeDokumen15 halamanPressure SurgesasikumarmarineBelum ada peringkat
- General Sir John Kotelawala Defence University: Application For A Detailed Degree Certificate/TranscriptDokumen3 halamanGeneral Sir John Kotelawala Defence University: Application For A Detailed Degree Certificate/TranscriptNatasha de SilvaBelum ada peringkat
- Application of Neutralization TitrationsDokumen21 halamanApplication of Neutralization TitrationsAsuncion Thea50% (2)
- Open IVDokumen84 halamanOpen IVSokr AbdoBelum ada peringkat
- Catalogo MQ HDG SsDokumen56 halamanCatalogo MQ HDG SsMiguel CamargoBelum ada peringkat
- Epoxylite TSA 220 - TDS - 2008Dokumen3 halamanEpoxylite TSA 220 - TDS - 2008Anonymous sAmJfcVBelum ada peringkat
- WAHLER Imagebroschuere SERIE enDokumen16 halamanWAHLER Imagebroschuere SERIE ensagarpatel337Belum ada peringkat
- VCS Commands Ease Coverage Efforts - Speed Simulation PDFDokumen6 halamanVCS Commands Ease Coverage Efforts - Speed Simulation PDFAnonymous k2nUzQgO6HBelum ada peringkat
- Interurban RMC Rail Bus ManualDokumen4 halamanInterurban RMC Rail Bus ManualSteven GardnerBelum ada peringkat
- Standard Rain GaugeDokumen43 halamanStandard Rain GaugeAku PalsuBelum ada peringkat
- Converção de AçosDokumen16 halamanConverção de Açoshelton dziedzicBelum ada peringkat
- Microgels As Model Colloids Adv. Colloid. Interface Sci. 1999 SaundersDokumen25 halamanMicrogels As Model Colloids Adv. Colloid. Interface Sci. 1999 SaundersKevin PascualBelum ada peringkat
- How To Build Your Own Solid State OscilloscopeDokumen100 halamanHow To Build Your Own Solid State OscilloscopemariopilarBelum ada peringkat
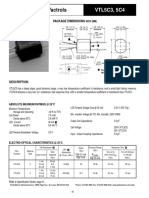
- Low Cost Axial Vactrols: VTL5C3, 5C4Dokumen2 halamanLow Cost Axial Vactrols: VTL5C3, 5C4sillyBelum ada peringkat
- PICP Manual 3rd Edition PDFDokumen62 halamanPICP Manual 3rd Edition PDFanmolBelum ada peringkat
- Civil Works BuildingDokumen22 halamanCivil Works BuildingSarinBelum ada peringkat
- Embraco Standard Aftermarket Portfolio PDFDokumen2 halamanEmbraco Standard Aftermarket Portfolio PDFJOR4CHBelum ada peringkat
- Nelson Stud CatalogDokumen110 halamanNelson Stud CatalogAustin SollockBelum ada peringkat
- Npo User GuideDokumen664 halamanNpo User GuideOpeyemi DadaBelum ada peringkat
- How To Install Openbravo ERP On Debian LennyDokumen4 halamanHow To Install Openbravo ERP On Debian LennyfromemBelum ada peringkat
- ICMS Explained User Guide RICS 011217Dokumen36 halamanICMS Explained User Guide RICS 011217yohan_phillipsBelum ada peringkat