Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- 5 S of Lean PosterDokumen1 halaman5 S of Lean PosterAnkur DhirBelum ada peringkat
- 413-Other Tools-Control PlanDokumen8 halaman413-Other Tools-Control PlanAnkur DhirBelum ada peringkat
- Performance Measurement: Lesson StructureDokumen9 halamanPerformance Measurement: Lesson StructureAnkur DhirBelum ada peringkat
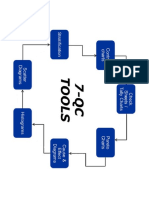
- 7 QC ToolDokumen1 halaman7 QC ToolAnkur DhirBelum ada peringkat
- FlowchartDokumen2 halamanFlowchartAnkur DhirBelum ada peringkat
- 412-Other Tools-Criteria RatingDokumen6 halaman412-Other Tools-Criteria RatingAnkur DhirBelum ada peringkat
- 49-Other Quality Tools-5 WhysDokumen4 halaman49-Other Quality Tools-5 WhysAnkur DhirBelum ada peringkat
- Seven QC Tools Tool #4: Pareto ChartDokumen6 halamanSeven QC Tools Tool #4: Pareto ChartAnkur DhirBelum ada peringkat
- Lesson 4: Other Quality Tools Tool #8: BrainstormingDokumen4 halamanLesson 4: Other Quality Tools Tool #8: BrainstormingAnkur DhirBelum ada peringkat
- 410-Other Quality tools-ProcessFlowDokumen6 halaman410-Other Quality tools-ProcessFlowAnkur DhirBelum ada peringkat
- 36-7QC Tools-Scatter DiagramDokumen6 halaman36-7QC Tools-Scatter DiagramAnkur DhirBelum ada peringkat
- Seven QC Tools Tool #5: Part 1-Run ChartDokumen6 halamanSeven QC Tools Tool #5: Part 1-Run ChartAnkur DhirBelum ada peringkat
- Seven QC Tools Tool #7: Stratification: Lesson StructureDokumen2 halamanSeven QC Tools Tool #7: Stratification: Lesson StructureAnkur DhirBelum ada peringkat
- Lesson 3: Seven QC Tools Tool #3: Cause & Effect DiagramDokumen6 halamanLesson 3: Seven QC Tools Tool #3: Cause & Effect DiagramAnkur DhirBelum ada peringkat
- 2-Overview of Quality ToolsDokumen3 halaman2-Overview of Quality ToolsAnkur DhirBelum ada peringkat
- Readiness Review: ISO RevisionsDokumen6 halamanReadiness Review: ISO RevisionsAnkur DhirBelum ada peringkat
- The Magic of Self-Directed Work Teams: A Case Study in Courage and Culture ChangeDokumen120 halamanThe Magic of Self-Directed Work Teams: A Case Study in Courage and Culture ChangeHassen TalebBelum ada peringkat
- 15 Small Battery Certification PDFDokumen11 halaman15 Small Battery Certification PDFdarkestmatterBelum ada peringkat
- 1-Problem SolvingDokumen8 halaman1-Problem SolvingAnkur DhirBelum ada peringkat
- PDF PDFDokumen2 halamanPDF PDFRajesh Kumar ModgilBelum ada peringkat
- Work Cells and Cellular ManufacturingDokumen25 halamanWork Cells and Cellular ManufacturingSupriya ChaBelum ada peringkat
- IRIS Beyond ISO 9001 - HandoutDokumen83 halamanIRIS Beyond ISO 9001 - HandoutAnkur DhirBelum ada peringkat
- IM 002 - IMS Internal Auditor Training: Making Our World SaferDokumen1 halamanIM 002 - IMS Internal Auditor Training: Making Our World SaferAnkur DhirBelum ada peringkat
- XII-Physics SQP 2018-19 PDFDokumen8 halamanXII-Physics SQP 2018-19 PDFNikhil singhBelum ada peringkat
- E Book PerformanceDokumen396 halamanE Book PerformanceAnkur DhirBelum ada peringkat
- Social Responsibility and Performance ExcellenceDokumen4 halamanSocial Responsibility and Performance ExcellenceAnkur DhirBelum ada peringkat
- Reinventing ExcellenceDokumen7 halamanReinventing ExcellenceAnkur DhirBelum ada peringkat
- ISO 9001 Auditing Practices Group Guidance On:: Adding ValueDokumen6 halamanISO 9001 Auditing Practices Group Guidance On:: Adding ValueJohn RajeshBelum ada peringkat
- Lean Coffee Table Book 8 - 18-5-2k18Dokumen48 halamanLean Coffee Table Book 8 - 18-5-2k18Ankur DhirBelum ada peringkat
- NethrDokumen12 halamanNethrDadaBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Condenser Flood Test 8 of 11Dokumen14 halamanCondenser Flood Test 8 of 11Sara LopezBelum ada peringkat
- Optyma™ PlusOP-LPQM, OP-MPXMDokumen8 halamanOptyma™ PlusOP-LPQM, OP-MPXMNikolas ChionasBelum ada peringkat
- On A Roll Lifter Power Jumbo Service ManualDokumen15 halamanOn A Roll Lifter Power Jumbo Service ManualKelvin ToledoBelum ada peringkat
- Priority Panel Installation and ServiceDokumen33 halamanPriority Panel Installation and ServiceAmitBelum ada peringkat
- 182-Point Inspection ChecklistDokumen4 halaman182-Point Inspection ChecklistAminur RahmanBelum ada peringkat
- Operation and Maintenance Manual: C7.1 Industrial EngineDokumen144 halamanOperation and Maintenance Manual: C7.1 Industrial EngineAlonso FernandoBelum ada peringkat
- Natural Gas Distribution SystemDokumen20 halamanNatural Gas Distribution SystemGerardo GonzálezBelum ada peringkat
- LEYB - Fundamentals of Leak Detection EbookDokumen9 halamanLEYB - Fundamentals of Leak Detection EbookJose SantosBelum ada peringkat
- Duct PDFDokumen12 halamanDuct PDFroshan jaiswalBelum ada peringkat
- Eliminate Leaks From Reciprocating Compressor PackingsDokumen4 halamanEliminate Leaks From Reciprocating Compressor PackingsJorge Rodriguez RuizBelum ada peringkat
- Pump Station (Lago Agrio)Dokumen163 halamanPump Station (Lago Agrio)Rous MeryBelum ada peringkat
- Ammonia Storage TankDokumen13 halamanAmmonia Storage Tankjfejfe100% (2)
- Visual Inspection Checklist PipingDokumen2 halamanVisual Inspection Checklist PipingshifaBelum ada peringkat
- Transformer Drying at SiteDokumen2 halamanTransformer Drying at SiteAnantha RkBelum ada peringkat
- Case Series 8000 Operator ManualDokumen230 halamanCase Series 8000 Operator ManualJosemiguel TriveñoBelum ada peringkat
- Underwing Nozzles: Carter Ground FuelingDokumen40 halamanUnderwing Nozzles: Carter Ground FuelingHenryBelum ada peringkat
- Scandpower Fire Guidelines Version 2 PDFDokumen81 halamanScandpower Fire Guidelines Version 2 PDFliBelum ada peringkat
- Kioti Daedong FX751 Tractor Service Manual LX68WMDokumen37 halamanKioti Daedong FX751 Tractor Service Manual LX68WMLisakolyBelum ada peringkat
- 2008 GMC CANYON Service Repair Manual PDFDokumen45 halaman2008 GMC CANYON Service Repair Manual PDFfuksekfmmdBelum ada peringkat
- PM 10-2.5 Operator's ManualDokumen115 halamanPM 10-2.5 Operator's ManualJorge Kovach Alvarado0% (1)
- Annexure 1: P&ID of City Gate StationDokumen55 halamanAnnexure 1: P&ID of City Gate StationRabindra RaiBelum ada peringkat
- Service Letter 1998-24Dokumen3 halamanService Letter 1998-24brandonBelum ada peringkat
- Im 50.185aa Ua 50-185 ManDokumen40 halamanIm 50.185aa Ua 50-185 ManAlejandro VerdugoBelum ada peringkat
- FMDH en UMDokumen16 halamanFMDH en UMPankaj PadiwalBelum ada peringkat
- EST Emergency Scrubber Products1Dokumen32 halamanEST Emergency Scrubber Products1ca_perez75Belum ada peringkat
- DMI BD 10 002 A4 Shutdown PhilosophyDokumen10 halamanDMI BD 10 002 A4 Shutdown Philosophykemas100% (1)
- Trouble Shooting Chart For Centrifugal PumpDokumen1 halamanTrouble Shooting Chart For Centrifugal PumpMohamed RefaatBelum ada peringkat
- Risk Assessment ReportDokumen79 halamanRisk Assessment ReportAshish KumarBelum ada peringkat
- Turret Swivel System Operation (Rev.00)Dokumen12 halamanTurret Swivel System Operation (Rev.00)hai dang maiBelum ada peringkat
- CH 8 - Lubricating Oil Pump, Oil Filter & CoolerDokumen33 halamanCH 8 - Lubricating Oil Pump, Oil Filter & CoolerEnrrique LaraBelum ada peringkat