Anda mungkin juga menyukai
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDokumen10 halamanSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanBelum ada peringkat
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDokumen10 halamanOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalBelum ada peringkat
- L16 Orthogonal Array For Tool Life, IRAQ Univ.Dokumen13 halamanL16 Orthogonal Array For Tool Life, IRAQ Univ.Chris SmithBelum ada peringkat
- Lean Thi Nki NGDokumen17 halamanLean Thi Nki NGcevherimBelum ada peringkat
- Relationship Between Surface RoughnDokumen7 halamanRelationship Between Surface RoughnJohn TorrezBelum ada peringkat
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDokumen16 halamanModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewBelum ada peringkat
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDokumen12 halamanApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshBelum ada peringkat
- Sustainability-Based Optimization of The Rotary Tu PDFDokumen22 halamanSustainability-Based Optimization of The Rotary Tu PDFKhaider BouachaBelum ada peringkat
- Research Paper 5Dokumen8 halamanResearch Paper 5lightyagmai1234Belum ada peringkat
- Estimation of Tool Life by Industrial Method and TDokumen8 halamanEstimation of Tool Life by Industrial Method and TKamesh JaiBelum ada peringkat
- Tool Wear in High-Speed Face Milling of AISI H13 Steel: Xiaobin Cui, Jun Zhao and Xianhua TianDokumen10 halamanTool Wear in High-Speed Face Milling of AISI H13 Steel: Xiaobin Cui, Jun Zhao and Xianhua Tianirinuca12Belum ada peringkat
- International Journal of Industrial Engineering ComputationsDokumen10 halamanInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርBelum ada peringkat
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDokumen20 halamanReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaBelum ada peringkat
- An Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupDokumen6 halamanAn Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupSagar MohanBelum ada peringkat
- Rugozitatea SuprafetelorDokumen7 halamanRugozitatea SuprafetelorcristinaBelum ada peringkat
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDokumen18 halamanHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984Belum ada peringkat
- Investigation On MRR and RA of Surface Grinding On EN31Dokumen8 halamanInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsBelum ada peringkat
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDokumen11 halamanMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzBelum ada peringkat
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokumen9 halamanSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MBelum ada peringkat
- 2 MankovaDokumen4 halaman2 MankovaBehailu FelekeBelum ada peringkat
- Bài báo khoa họcDokumen12 halamanBài báo khoa họcQuan NguyenBelum ada peringkat
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDokumen19 halaman2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoBelum ada peringkat
- Feed RateDokumen14 halamanFeed RateAbdallah Irfaan RamjanBelum ada peringkat
- 2 67 1588079784 14ijmperdjun202014Dokumen12 halaman2 67 1588079784 14ijmperdjun202014TJPRC PublicationsBelum ada peringkat
- Interncionalparametros de CorteDokumen7 halamanInterncionalparametros de CorteFernando Michelon MarquesBelum ada peringkat
- Literature ReviewDokumen28 halamanLiterature ReviewDennisIgoyDacanayBelum ada peringkat
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDokumen6 halamanOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhBelum ada peringkat
- Sheet Metal Puching Metal FormingDokumen27 halamanSheet Metal Puching Metal FormingTarundeep SinghBelum ada peringkat
- Measurement 2Dokumen11 halamanMeasurement 2mraciaydinBelum ada peringkat
- Optimization of Cutting Parameters in Hard Turning of AISI 4340 SteelDokumen6 halamanOptimization of Cutting Parameters in Hard Turning of AISI 4340 SteelIJIRAE- International Journal of Innovative Research in Advanced EngineeringBelum ada peringkat
- Performance Analysis of Coated Single Point Cutting Tool in Turning OperationDokumen10 halamanPerformance Analysis of Coated Single Point Cutting Tool in Turning OperationViraj GaonkarBelum ada peringkat
- FEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationDokumen6 halamanFEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationpawanrajBelum ada peringkat
- A Review Paper On Latest Trend On Face Milling Tool-41282Dokumen3 halamanA Review Paper On Latest Trend On Face Milling Tool-41282ajayBelum ada peringkat
- Ranjan Das 2018Dokumen10 halamanRanjan Das 2018nishatBelum ada peringkat
- ArticleText 387200 1 10 20190807Dokumen11 halamanArticleText 387200 1 10 20190807Daniel felipe Ariza carranzaBelum ada peringkat
- Castings in Construction: Steel Industry Guidance NotesDokumen2 halamanCastings in Construction: Steel Industry Guidance NotesFederico.IoriBelum ada peringkat
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Dokumen11 halamanAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraBelum ada peringkat
- Machinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesDokumen6 halamanMachinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesAmrik SinghBelum ada peringkat
- FSW Welding PresentationDokumen56 halamanFSW Welding PresentationMazharBelum ada peringkat
- Taguchi OptimizationDokumen7 halamanTaguchi OptimizationSenthilkumar NBelum ada peringkat
- Measurement: Ravindra Nath YadavDokumen8 halamanMeasurement: Ravindra Nath Yadavkuba DefaruBelum ada peringkat
- 2 67 1587621735 6ijmperdjun20206Dokumen10 halaman2 67 1587621735 6ijmperdjun20206TJPRC PublicationsBelum ada peringkat
- Process Parameters Optimization For Friction Stir Welding of RDE-40 Aluminium Alloy Using Taguchi TechniqueDokumen7 halamanProcess Parameters Optimization For Friction Stir Welding of RDE-40 Aluminium Alloy Using Taguchi TechniquePunEit SinghBelum ada peringkat
- Mme MypaperDokumen12 halamanMme MypaperMohammed EndrisBelum ada peringkat
- Tool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008Dokumen27 halamanTool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008hari0118Belum ada peringkat
- CNC TurningDokumen5 halamanCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalBelum ada peringkat
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDokumen6 halamanMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueBelum ada peringkat
- Mohammad Hafizuddin MokhtarDokumen24 halamanMohammad Hafizuddin MokhtarGabryel BogdanBelum ada peringkat
- Davim 2007Dokumen6 halamanDavim 2007Arief RachmanBelum ada peringkat
- Hard Turning of Hot Work Tool Steel (Dac10)Dokumen38 halamanHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelBelum ada peringkat
- Experimental Study On The High Speed Machining of Hardened Steel KulenovicDokumen5 halamanExperimental Study On The High Speed Machining of Hardened Steel KulenovicAustin ShawBelum ada peringkat
- Analysis and Optimization of Cutting ParDokumen7 halamanAnalysis and Optimization of Cutting Parpintakaning rungssitBelum ada peringkat
- Effects of Single Point Cutting Tool Materials On PDFDokumen20 halamanEffects of Single Point Cutting Tool Materials On PDFAyush UpadhyayBelum ada peringkat
- Performance of Cryogenically Treated Tungsten Carbide ToolsDokumen6 halamanPerformance of Cryogenically Treated Tungsten Carbide Toolsiskricaman7Belum ada peringkat
- Investigation of Al 2 O 3 /tic Ceramic Cutting Tool Materials With The Addition of Sic-Coated H-BN: Preparation, Mechanical..Dokumen10 halamanInvestigation of Al 2 O 3 /tic Ceramic Cutting Tool Materials With The Addition of Sic-Coated H-BN: Preparation, Mechanical..Nguyễn Hữu PhấnBelum ada peringkat
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDokumen6 halamanSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliBelum ada peringkat
- 1 s2.0 S2212017314001030 Main PDFDokumen7 halaman1 s2.0 S2212017314001030 Main PDFDrRoja A RBelum ada peringkat
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDokumen11 halamanAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelBelum ada peringkat
- Stnaley Catalog 2015aDokumen65 halamanStnaley Catalog 2015aGus DurBelum ada peringkat
- Handtools Measuring Device PDFDokumen26 halamanHandtools Measuring Device PDFGus Dur0% (1)
- Falk Metric Key KeywayDokumen2 halamanFalk Metric Key KeywayMAXBelum ada peringkat
- 02 AinuDokumen8 halaman02 AinuGus DurBelum ada peringkat
- Mco 8420.13Dokumen367 halamanMco 8420.13Gus DurBelum ada peringkat
- Mco 8420.13Dokumen367 halamanMco 8420.13Gus DurBelum ada peringkat
- Dynamics and Control of A Gyroscope-Stabilized Platform in A Self-Propelled Anti-Aircraft SystemDokumen22 halamanDynamics and Control of A Gyroscope-Stabilized Platform in A Self-Propelled Anti-Aircraft SystemGus DurBelum ada peringkat
- LBS Drawings ALLDokumen41 halamanLBS Drawings ALLGus DurBelum ada peringkat
- Digitalisation of Warped Documents Supported by 3D Surface ReconstructionDokumen10 halamanDigitalisation of Warped Documents Supported by 3D Surface ReconstructionGus DurBelum ada peringkat
- US2010 Fa p3565 3568Dokumen2 halamanUS2010 Fa p3565 3568Gus DurBelum ada peringkat
- Hand Tool CatalogueDokumen24 halamanHand Tool CatalogueGus DurBelum ada peringkat
- The Roots of Unfairness: The Black Swan in Arts and LiteratureDokumen7 halamanThe Roots of Unfairness: The Black Swan in Arts and LiteratureAlfian 'aaL' EikmanBelum ada peringkat
- 00pp 2011 - Ferreira Kalaja - Introduction To Beliefs About SLA RevisitedDokumen9 halaman00pp 2011 - Ferreira Kalaja - Introduction To Beliefs About SLA RevisitedvcautinBelum ada peringkat
- A Very Brief Introduction To Machine Learning With Applications To Communication SystemsDokumen20 halamanA Very Brief Introduction To Machine Learning With Applications To Communication SystemsErmias MesfinBelum ada peringkat
- Module 1: Sources and Criticism in HistoryDokumen8 halamanModule 1: Sources and Criticism in HistoryFontano Nikko PaoloBelum ada peringkat
- Chapter 3Dokumen5 halamanChapter 3Sheila ShamimiBelum ada peringkat
- Contribution of Tourism Industry in Indian Economy: An AnalysisDokumen8 halamanContribution of Tourism Industry in Indian Economy: An AnalysisHarsh GuptaBelum ada peringkat
- Summer Internship Report On HR Recruitment and SelectionDokumen65 halamanSummer Internship Report On HR Recruitment and SelectionNarvada Shankar Singh94% (35)
- Change Your Business With NLP: Powerful Tools To Improve Your Organisation's Performance and Get ResultsDokumen28 halamanChange Your Business With NLP: Powerful Tools To Improve Your Organisation's Performance and Get ResultsCapstone Publishing100% (3)
- Lazarus Final Report 2011Dokumen7 halamanLazarus Final Report 2011ratzzuscaBelum ada peringkat
- Imt 51Dokumen4 halamanImt 51arun1974Belum ada peringkat
- Identity Theory and Personality Theory: Mutual Relevance - Sheldon StrykerDokumen24 halamanIdentity Theory and Personality Theory: Mutual Relevance - Sheldon StrykerRemyBelum ada peringkat
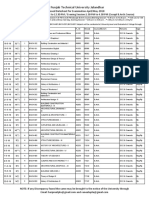
- Prposed Date Sheet Upload Web SiteDokumen154 halamanPrposed Date Sheet Upload Web SiteShaheer ShafatBelum ada peringkat
- CORE 1 - Assess Market OpportunitiesDokumen76 halamanCORE 1 - Assess Market OpportunitiesMarizon Pagalilauan Muñiz100% (4)
- Guidelines For Field Studies in Environmental Perception PDFDokumen118 halamanGuidelines For Field Studies in Environmental Perception PDFjllorca1288Belum ada peringkat
- CH 5 - Consumer Markets and Consumer Buyer BehaviorDokumen58 halamanCH 5 - Consumer Markets and Consumer Buyer BehaviorMuhammad Shahbaz AkramBelum ada peringkat
- Learning To Labour by Paul Willis, by Sheryl ShahabDokumen13 halamanLearning To Labour by Paul Willis, by Sheryl ShahabSheryl ShahabBelum ada peringkat
- Rlverecio@lnu - Edu.ph Leyte Normal University, Tacloban City, PhilippinesDokumen10 halamanRlverecio@lnu - Edu.ph Leyte Normal University, Tacloban City, PhilippinesAnonymous PcPkRpAKD5Belum ada peringkat
- Bititci Et Al-2012-International Journal of Management ReviewsDokumen23 halamanBititci Et Al-2012-International Journal of Management ReviewsdinolanmBelum ada peringkat
- ARIES StudyDokumen8 halamanARIES StudyTamam JauharBelum ada peringkat
- Career Counseling & Low Ses Populations PresentationDokumen13 halamanCareer Counseling & Low Ses Populations Presentationapi-275969485Belum ada peringkat
- Cash Flow Risk and Capital Structure DecisionsDokumen17 halamanCash Flow Risk and Capital Structure DecisionsMuhammad UsmanBelum ada peringkat
- Research Sb19Dokumen30 halamanResearch Sb19Henry LopezBelum ada peringkat
- Full Details Chromite Mining and ProcessingDokumen12 halamanFull Details Chromite Mining and ProcessingSameen BaberBelum ada peringkat
- Nelson & Quick: Personality, Perception, and AttributionDokumen22 halamanNelson & Quick: Personality, Perception, and AttributionqberbawroBelum ada peringkat
- AmrtasiddhiDokumen218 halamanAmrtasiddhiJoão AbuBelum ada peringkat
- Research Policy: A B C D e A F G C GDokumen13 halamanResearch Policy: A B C D e A F G C GInes Alvarez BoultonBelum ada peringkat
- Strategic Management Concept: Dr. Ir Moh Riza Sutjipto M.TDokumen9 halamanStrategic Management Concept: Dr. Ir Moh Riza Sutjipto M.TDian Aulia RBelum ada peringkat
- ResearchDokumen24 halamanResearchNeo J. CulalaBelum ada peringkat
- Baco MindDokumen77 halamanBaco MindKeshob Banerjee100% (1)
- Director Manager Clinical Pharmacist in United States Resume Pantelis (Telly) DemestihasDokumen3 halamanDirector Manager Clinical Pharmacist in United States Resume Pantelis (Telly) DemestihasPantelisDemestihasBelum ada peringkat