Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- AsfasfasDokumen1 halamanAsfasfasShubham BhargavaBelum ada peringkat
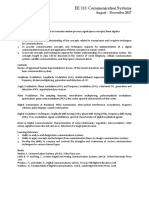
- EE313 Communication Systems Organization Information Aug2017Dokumen2 halamanEE313 Communication Systems Organization Information Aug2017Shubham BhargavaBelum ada peringkat
- Come On Guys I Need This Free SubscriptionDokumen1 halamanCome On Guys I Need This Free SubscriptionShubham BhargavaBelum ada peringkat
- Resume for Marketing CoordinatorDokumen1 halamanResume for Marketing CoordinatorArbi Yuda PamungkasBelum ada peringkat
- MenMine English Class 7 (Solution)Dokumen60 halamanMenMine English Class 7 (Solution)Shubham Bhargava78% (9)
- Tut9 CommunicationDokumen7 halamanTut9 CommunicationShubham BhargavaBelum ada peringkat
- Cos (2 1.2) 8cos 0.8 3Dokumen1 halamanCos (2 1.2) 8cos 0.8 3Shubham BhargavaBelum ada peringkat
- B.tech. EE Course DetailsDokumen44 halamanB.tech. EE Course DetailsShubham BhargavaBelum ada peringkat
- Assignment 1Dokumen1 halamanAssignment 1Shubham BhargavaBelum ada peringkat
- B.tech. EE Course DetailsDokumen44 halamanB.tech. EE Course DetailsShubham BhargavaBelum ada peringkat
- B.tech. EE Course DetailsDokumen44 halamanB.tech. EE Course DetailsShubham BhargavaBelum ada peringkat
- Assignment 1,2Dokumen3 halamanAssignment 1,2Shubham BhargavaBelum ada peringkat
- Assignment 3,4Dokumen3 halamanAssignment 3,4Shubham Bhargava0% (1)
- Assignment 1,2Dokumen3 halamanAssignment 1,2Shubham BhargavaBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- PrinterDriver Installation ProcedureDokumen7 halamanPrinterDriver Installation ProcedureBorel SalvadorBelum ada peringkat
- Aci 239R 18 PDFDokumen28 halamanAci 239R 18 PDFeric altacid100% (2)
- Apks Count ListDokumen5 halamanApks Count ListKevin Moreno MancinazBelum ada peringkat
- VSAN Stretched Cluster & 2 Node GuideDokumen129 halamanVSAN Stretched Cluster & 2 Node GuideNedeljko MatejakBelum ada peringkat
- Building Works PDFDokumen359 halamanBuilding Works PDFManish Kumar YadavBelum ada peringkat
- IIEST Shibpur Soil Compaction ExperimentDokumen5 halamanIIEST Shibpur Soil Compaction ExperimentSwapan PaulBelum ada peringkat
- CC Err DSP LogDokumen7 halamanCC Err DSP LogdegfabioBelum ada peringkat
- Togaf Foundation Test BankDokumen115 halamanTogaf Foundation Test Bankmike67% (3)
- Assessment 1Dokumen20 halamanAssessment 1trollpotBelum ada peringkat
- 963 FamilybrochureDokumen4 halaman963 FamilybrochureAbdelkader DraïBelum ada peringkat
- American Style ISVS 2022Dokumen22 halamanAmerican Style ISVS 2022Nishan WijetungeBelum ada peringkat
- Adaptive Reuse As An Emerging DisciplineDokumen12 halamanAdaptive Reuse As An Emerging DisciplineAditi AgrawalBelum ada peringkat
- Liquefaction of Silty SoilsDokumen2 halamanLiquefaction of Silty SoilsvishwanathzBelum ada peringkat
- ALU 9500 MPR Product InformationDokumen76 halamanALU 9500 MPR Product InformationbigjohnbundyBelum ada peringkat
- Concept: Nature (Description) Key Ideas Educational ImplicationsDokumen3 halamanConcept: Nature (Description) Key Ideas Educational ImplicationsJacqueline Llano100% (1)
- J2ee Developer With 10 Years Experience ResumeDokumen4 halamanJ2ee Developer With 10 Years Experience ResumedivaBelum ada peringkat
- 2530 Switch PresentationDokumen33 halaman2530 Switch PresentationNgoc The NguyenBelum ada peringkat
- Install Mac OS X (Snow Leopard) in Virtualbox 4Dokumen8 halamanInstall Mac OS X (Snow Leopard) in Virtualbox 4Usman SherBelum ada peringkat
- Veeam BackupDokumen5 halamanVeeam BackupregusankarBelum ada peringkat
- BDD Bubble Diagram Analisa Organisasi RuangDokumen1 halamanBDD Bubble Diagram Analisa Organisasi Ruanganon_545295732Belum ada peringkat
- A Case of Chawls in Bombay: 'RyofDokumen99 halamanA Case of Chawls in Bombay: 'RyofMohammedInthizarBelum ada peringkat
- Threads LocksDokumen23 halamanThreads LocksAkhilesh ChaudhryBelum ada peringkat
- Win Shuttle Transaction Required SAP AuthorizationsDokumen2 halamanWin Shuttle Transaction Required SAP Authorizationsb092840Belum ada peringkat
- Steel Connection Design SpreadsheetDokumen1 halamanSteel Connection Design SpreadsheetUmesh Chamara20% (5)
- Final Report - Pdf-Urban Village PDFDokumen30 halamanFinal Report - Pdf-Urban Village PDFReswannaApsalBelum ada peringkat
- Uap Doc 201 PDFDokumen11 halamanUap Doc 201 PDFJehan MohamadBelum ada peringkat
- eLED-LUME-7080 Lumens Modular Passive Star LED Heat Sink Φ70mm PDFDokumen4 halamaneLED-LUME-7080 Lumens Modular Passive Star LED Heat Sink Φ70mm PDFmingfaBelum ada peringkat
- GGI FGI Lumismart Educational 120v PDFDokumen2 halamanGGI FGI Lumismart Educational 120v PDFromaoj671Belum ada peringkat
- Tutorial 6 DR RofdziDokumen8 halamanTutorial 6 DR RofdziSuaidah ShimaBelum ada peringkat
- CAN Physical Layer and Termination Guide - National InstrumentsDokumen3 halamanCAN Physical Layer and Termination Guide - National InstrumentsdubimouBelum ada peringkat