Anda mungkin juga menyukai
- Puesta en marcha de sistemas de automatización industrial. ELEM0311Dari EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Penilaian: 3 dari 5 bintang3/5 (1)
- Programación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeDari EverandProgramación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeBelum ada peringkat
- PLCDokumen22 halamanPLCAbraham Torres100% (1)
- Mandos Por Controladores Lógicos ProgramablesDokumen83 halamanMandos Por Controladores Lógicos ProgramablesJòse Ièdz100% (1)
- Principios Básicos de Los PLCDokumen45 halamanPrincipios Básicos de Los PLCflerzi100% (3)
- Manual Del Curso PLC Simatic S7-200Dokumen78 halamanManual Del Curso PLC Simatic S7-200jesus_hf100% (2)
- Practica de PLC para MaquinasDokumen16 halamanPractica de PLC para MaquinasgilbertofloresBelum ada peringkat
- Reparación de instalaciones automatizadas. ELEE0109Dari EverandReparación de instalaciones automatizadas. ELEE0109Belum ada peringkat
- I Guia Automatismo Basico I UnidadDokumen106 halamanI Guia Automatismo Basico I UnidadPatricck Ortega MaturanaBelum ada peringkat
- 8.0 Programación Básica de PLC (Programable Logic Controller)Dokumen47 halaman8.0 Programación Básica de PLC (Programable Logic Controller)Nicolas LazoBelum ada peringkat
- Actividad 3 Sena PLCDokumen13 halamanActividad 3 Sena PLCJaime Gil TrianaBelum ada peringkat
- Automatas Programables (Libro)Dokumen23 halamanAutomatas Programables (Libro)Hugo Andres Vega Briones100% (1)
- 2 Enrutamiento EstaticoDokumen10 halaman2 Enrutamiento EstaticoLeonardo Suarez OsorioBelum ada peringkat
- Controladores Lógicos Programables (PLC)Dokumen11 halamanControladores Lógicos Programables (PLC)Carlos BenitezBelum ada peringkat
- PLC y Diagrama de EscaleraDokumen12 halamanPLC y Diagrama de EscaleraAminadab López Rangel100% (1)
- Programación de Un PLCDokumen13 halamanProgramación de Un PLCIsaac GalavizBelum ada peringkat
- PLCDokumen9 halamanPLCRosina Garcia Pilcomayo0% (1)
- Historia de Microsoft WordDokumen10 halamanHistoria de Microsoft WordEres SeráBelum ada peringkat
- Haciendo Podcast Básico, Manual PrácticoDokumen8 halamanHaciendo Podcast Básico, Manual PrácticoValente EspinosaBelum ada peringkat
- Introducción A Los PLCDokumen26 halamanIntroducción A Los PLCmmorales44Belum ada peringkat
- Máquinas Eléctricas Rotativas: Introducción a la Teoría GeneralDokumen498 halamanMáquinas Eléctricas Rotativas: Introducción a la Teoría GeneralCesar Salas100% (1)
- Sopa de letras y crucigrama informáticosDokumen13 halamanSopa de letras y crucigrama informáticosLaura Romero100% (1)
- Introduccion Al PLC PDFDokumen27 halamanIntroduccion Al PLC PDFCharles Iriarte100% (1)
- Principios Básicos de Los PLCDokumen22 halamanPrincipios Básicos de Los PLCMago_25100% (1)
- Arranque Por Resistencias RotóricasDokumen10 halamanArranque Por Resistencias Rotóricasmisbelia6930Belum ada peringkat
- PLCDokumen15 halamanPLCVictoria SoBelum ada peringkat
- Guia Automatismo BasicoDokumen119 halamanGuia Automatismo BasicoalanBelum ada peringkat
- Historia de Los Autómatas ProgramablesDokumen42 halamanHistoria de Los Autómatas ProgramablesJose Palomo0% (1)
- Historia Del PLCDokumen14 halamanHistoria Del PLCAlanBelum ada peringkat
- Marco TeóricoDokumen5 halamanMarco TeóricoElizabeth InoñanBelum ada peringkat
- ¿Qué Es Un PLC?Dokumen3 halaman¿Qué Es Un PLC?Aldo CalderónBelum ada peringkat
- 4.3 Funcionamiento y Características Principales Del PLC - Lopez Angel - Ing IndustrialDokumen5 halaman4.3 Funcionamiento y Características Principales Del PLC - Lopez Angel - Ing Industrialjose fuentesBelum ada peringkat
- Funciones BasicasDokumen11 halamanFunciones BasicasARELY YANET PEÑALOZA TORRESBelum ada peringkat
- Hack StoreDokumen23 halamanHack StoreWizlow MattBelum ada peringkat
- ¿ Que Es Un Sistema Automatizado ?: Detectores y Captadores Accionadores y PreaccionadoresDokumen29 halaman¿ Que Es Un Sistema Automatizado ?: Detectores y Captadores Accionadores y PreaccionadoresAaron David Del CidBelum ada peringkat
- Apuntes Lab PLC 2005 WordDokumen45 halamanApuntes Lab PLC 2005 WordRobertBelum ada peringkat
- Estructura de Los Controladores Lógicos ProgramablesDokumen9 halamanEstructura de Los Controladores Lógicos ProgramablesJOSUE HUERTABelum ada peringkat
- Informe LogixproDokumen13 halamanInforme LogixproAna MantillaBelum ada peringkat
- PLCs1 2Dokumen49 halamanPLCs1 2POLBelum ada peringkat
- Documento PDFDokumen23 halamanDocumento PDFasdrubal rojasBelum ada peringkat
- Automatismo Electricos DefinicionDokumen4 halamanAutomatismo Electricos DefinicionAlexander Muñoz CastroBelum ada peringkat
- Historia y aplicaciones de los PLCDokumen6 halamanHistoria y aplicaciones de los PLCCésarAlexisBelum ada peringkat
- Principios Básicos PLCDokumen8 halamanPrincipios Básicos PLCIng. Jorge Alejandro Vizcarra ValleBelum ada peringkat
- Unidad 2 Hardware Del PLCDokumen18 halamanUnidad 2 Hardware Del PLCcsramirezBelum ada peringkat
- Historia Del PLCDokumen2 halamanHistoria Del PLCPamela Baez RabagoBelum ada peringkat
- Controladores Logicos ProgramablesDokumen25 halamanControladores Logicos ProgramablesDiegoAleSánchezBelum ada peringkat
- Controladores Logico Programables (PLCS)Dokumen25 halamanControladores Logico Programables (PLCS)franzmsaBelum ada peringkat
- Identificacion de Componentes de Un Sistema Basado en PLCDokumen14 halamanIdentificacion de Componentes de Un Sistema Basado en PLCLeonardo Barra ArayaBelum ada peringkat
- Documento PLC CLASE1Dokumen23 halamanDocumento PLC CLASE1Stiven Perez KnoBelum ada peringkat
- PLC Unidad2Dokumen21 halamanPLC Unidad2eduardoBelum ada peringkat
- Automatización-sistemas-controlDokumen11 halamanAutomatización-sistemas-controlEdward Mallcco CuyaBelum ada peringkat
- Uso Del PLCDokumen6 halamanUso Del PLCjasp 2401Belum ada peringkat
- Exposicion AUtomatizacionDokumen46 halamanExposicion AUtomatizacionJonathan PachecoBelum ada peringkat
- TP Mea 7Dokumen7 halamanTP Mea 7cuevajulian549Belum ada peringkat
- Leccion 9 Aspectos Innovativos de Los PLC en La Industria y en Los Complejos Industriales en GeneralDokumen15 halamanLeccion 9 Aspectos Innovativos de Los PLC en La Industria y en Los Complejos Industriales en GeneralAnonymous liwGj42Belum ada peringkat
- Tarea 7 PLCsDokumen7 halamanTarea 7 PLCsRicardo Ocaña DamianBelum ada peringkat
- Descripcion Del PLCDokumen41 halamanDescripcion Del PLCJavier ZapataBelum ada peringkat
- Historia y evolución de los PLC desde los años 60Dokumen3 halamanHistoria y evolución de los PLC desde los años 60Jorge Morales cBelum ada peringkat
- Unidad Iv PDFDokumen9 halamanUnidad Iv PDFPEPEELTORO100% (1)
- Informe Final Neumatica Proceso LadderDokumen4 halamanInforme Final Neumatica Proceso LadderCamilo GómezBelum ada peringkat
- 1 Complemento Primera UnidadDokumen59 halaman1 Complemento Primera UnidadYessica Menacho yugarBelum ada peringkat
- Programmable Logic ControllerDokumen5 halamanProgrammable Logic ControllerNeira ValenzuelaBelum ada peringkat
- Actuadores en El Diseño de InterfacesDokumen8 halamanActuadores en El Diseño de Interfacesricardo-yanez-rodriguez-5475Belum ada peringkat
- Parte 1-PLCDokumen63 halamanParte 1-PLCpaulBelum ada peringkat
- Nuevas Funciones y Elementos de Automatizacion Industrial-Convertido 1Dokumen10 halamanNuevas Funciones y Elementos de Automatizacion Industrial-Convertido 1Francisco Zavala MadariagaBelum ada peringkat
- Presentacion de PLCDokumen45 halamanPresentacion de PLCVicktor PachecoBelum ada peringkat
- Trabajo Encargado de Electroneumatica y Electrohidraulica PLCsDokumen33 halamanTrabajo Encargado de Electroneumatica y Electrohidraulica PLCsJaime Alejandro Gajardo QuirozBelum ada peringkat
- Introducción a la Teoría General de SistemasDokumen17 halamanIntroducción a la Teoría General de SistemasTatiana Doria Medina100% (2)
- El Proceso de Comunicaciónel Proceso de ComunicacionDokumen6 halamanEl Proceso de Comunicaciónel Proceso de ComunicacionrayBelum ada peringkat
- Medios Audiovisuale1 PARA LA COMUNIDADDokumen3 halamanMedios Audiovisuale1 PARA LA COMUNIDADrayBelum ada peringkat
- El Proceso de Comunicaciónel Proceso de ComunicacionDokumen6 halamanEl Proceso de Comunicaciónel Proceso de ComunicacionrayBelum ada peringkat
- CasoDokumen22 halamanCasoIvan David Estrada HuaytaBelum ada peringkat
- Impresora HP Designjet T730 de 36 PulgadasDokumen2 halamanImpresora HP Designjet T730 de 36 PulgadasOscar PérezBelum ada peringkat
- Administración de Procesos Del Sistema PDFDokumen26 halamanAdministración de Procesos Del Sistema PDFBj BenitezBelum ada peringkat
- Tarea 1 de Arquitectura HardwareDokumen4 halamanTarea 1 de Arquitectura HardwarerigobertoBelum ada peringkat
- Tutorial de Word12Dokumen19 halamanTutorial de Word121000%pedroBelum ada peringkat
- Mini TruckDokumen105 halamanMini Truckalandaset50% (2)
- Análisis de Fallas de TVDokumen2 halamanAnálisis de Fallas de TVRonny FulcadoBelum ada peringkat
- TatyDokumen6 halamanTatyJessenia GonzálezBelum ada peringkat
- Caracteristicas de Conectores - LTXDokumen1 halamanCaracteristicas de Conectores - LTXjorge_chavez01Belum ada peringkat
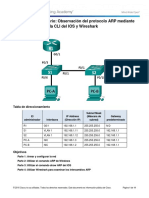
- 6.appendix Lab - Observing ARP With The Windows CLI, IOS CLI, and WiresharkDokumen11 halaman6.appendix Lab - Observing ARP With The Windows CLI, IOS CLI, and WiresharkEricka OrdoñezBelum ada peringkat
- NVS 21 629 PL 201 - Rev.0Dokumen2 halamanNVS 21 629 PL 201 - Rev.0Gutierrez Condor Diego AlonsoBelum ada peringkat
- Guia 6Dokumen4 halamanGuia 6AlexSoteloBelum ada peringkat
- Prueba Razones y Porcentaje6toa 180704002242Dokumen5 halamanPrueba Razones y Porcentaje6toa 180704002242Constanza Andrea Maturana FuentealbaBelum ada peringkat
- User Guide Movistar Ebook BQ EsDokumen57 halamanUser Guide Movistar Ebook BQ Esfranrodriguez91Belum ada peringkat
- Cuestionario Tema 1Dokumen14 halamanCuestionario Tema 1José Suárez RodríguezBelum ada peringkat
- INTRODUCCION ElementosDokumen12 halamanINTRODUCCION Elementosmackniber jonatan obregon blasBelum ada peringkat
- Semana 07 - LIRC - Enrutamiento Estatico IPv6Dokumen45 halamanSemana 07 - LIRC - Enrutamiento Estatico IPv6ron7netBelum ada peringkat
- TelematicaDokumen12 halamanTelematicaIsaacSánchezBelum ada peringkat
- Cert-Eq-2021-0176 - UnitelecDokumen1 halamanCert-Eq-2021-0176 - UnitelecClous Cuyotupa NúñezBelum ada peringkat
- Impresoras, Cap 8 CiscoDokumen15 halamanImpresoras, Cap 8 CiscoFranjelis SalvadorBelum ada peringkat
- Terminación de cables categoría 5e y 6 en jacks RJ45Dokumen18 halamanTerminación de cables categoría 5e y 6 en jacks RJ45RocioBelum ada peringkat
- Procedimiento para Instalacion de SQL Server 2016Dokumen23 halamanProcedimiento para Instalacion de SQL Server 2016John Fredy Gonzalez GarciaBelum ada peringkat
- Sistema e-learning y reunión planificación sprintDokumen3 halamanSistema e-learning y reunión planificación sprintClaudio Alejandro Peña Millahual67% (3)
- Conectar Hopper A PC - Docx 2Dokumen12 halamanConectar Hopper A PC - Docx 2Edinson VargasBelum ada peringkat
- Uniones TemporalesDokumen3 halamanUniones TemporalesdsdfrsBelum ada peringkat
- Nomenclatura de Productos DahuaDokumen21 halamanNomenclatura de Productos DahuaIvan CordobaBelum ada peringkat