Anda mungkin juga menyukai
- Soda Ash ProductionDokumen10 halamanSoda Ash Productionimjaral75% (4)
- Production of Sodium DithioniteDokumen10 halamanProduction of Sodium DithioniteDhaval PadaliaBelum ada peringkat
- New Microsoft Office Word DocumentDokumen6 halamanNew Microsoft Office Word Documentkhengarsadiya99Belum ada peringkat
- Manufacture of Soda Ash - LectDokumen10 halamanManufacture of Soda Ash - LectIbrahim Al-MutazBelum ada peringkat
- Manufacture of Soda AshDokumen46 halamanManufacture of Soda AshDinesh Dinnu100% (1)
- The Manufacture of Soda Ash in The Arabian Gulf PDFDokumen9 halamanThe Manufacture of Soda Ash in The Arabian Gulf PDFjustinerose_santosBelum ada peringkat
- Soda Ash ReportDokumen13 halamanSoda Ash ReportKaranBelum ada peringkat
- Chapter-17 Modern Chemical ManufacturersDokumen10 halamanChapter-17 Modern Chemical Manufacturersraeesandip10Belum ada peringkat
- Soda Ash Sodium Carbonate Manufacture MeDokumen25 halamanSoda Ash Sodium Carbonate Manufacture Meyudiapn100% (1)
- Production Technology of Cloro-Alkali IndustriesDokumen71 halamanProduction Technology of Cloro-Alkali IndustriesBereket Tadesse100% (1)
- Soda Ash Sodium Carbonate Manufacture MeDokumen23 halamanSoda Ash Sodium Carbonate Manufacture MeVicky SharmaBelum ada peringkat
- Kalsium Klorida PDFDokumen13 halamanKalsium Klorida PDFAndiBelum ada peringkat
- Z - Chemical Process Industries - K, N IndustriesDokumen68 halamanZ - Chemical Process Industries - K, N IndustriesZVSBelum ada peringkat
- Soda AshDokumen59 halamanSoda AshDurvasula Aditya0% (1)
- Sodium Hydroxide Production With A Calcium CarbonaDokumen7 halamanSodium Hydroxide Production With A Calcium CarbonaFebri SandiBelum ada peringkat
- Soda AshDokumen21 halamanSoda Ashmlwbd2069Belum ada peringkat
- Modern Chemical ManufacturerDokumen8 halamanModern Chemical ManufacturerUltra Gamer (sishant)Belum ada peringkat
- DUAL (Modified Solvay Process) : Raw MaterialsDokumen6 halamanDUAL (Modified Solvay Process) : Raw MaterialsMatias ABelum ada peringkat
- Patente US2495456 - Purification of Manganese Solutions - Google PatentesDokumen3 halamanPatente US2495456 - Purification of Manganese Solutions - Google PatentesrichardBelum ada peringkat
- Soda Ash V 2Dokumen28 halamanSoda Ash V 2Ahmed HassanBelum ada peringkat
- CP-XVII (Soda Ash & Caustic Soda)Dokumen12 halamanCP-XVII (Soda Ash & Caustic Soda)Usman AliBelum ada peringkat
- 10ME TheoryDokumen4 halaman10ME TheoryalfipincukBelum ada peringkat
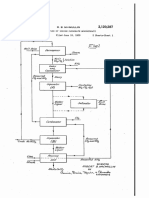
- Filed June l5, 1935Dokumen6 halamanFiled June l5, 1935Yustinus Selis ToronBelum ada peringkat
- Solvay ProcessDokumen5 halamanSolvay ProcessRoy Ruby CaberoyBelum ada peringkat
- Solvay ProcessDokumen20 halamanSolvay ProcessSon TranBelum ada peringkat
- Lecture 22-23-24 ChlorAlkali IndustryDokumen83 halamanLecture 22-23-24 ChlorAlkali IndustryAnilKumar33% (3)
- Soda Ash (Na CO)Dokumen5 halamanSoda Ash (Na CO)Hamood AhmadBelum ada peringkat
- Sodium Carbonate: NA CODokumen44 halamanSodium Carbonate: NA COMg HBelum ada peringkat
- Internship MpurDokumen20 halamanInternship MpurKaranBelum ada peringkat
- Soda Ash (Sodium Carbonate) ManufactureDokumen25 halamanSoda Ash (Sodium Carbonate) ManufactureAlgodieoBelum ada peringkat
- US4495107ADokumen2 halamanUS4495107AWojciech RedutkoBelum ada peringkat
- 10.1.polendo (Additional Patent)Dokumen11 halaman10.1.polendo (Additional Patent)Rima AmaliaBelum ada peringkat
- Us3857926 NS 2Dokumen8 halamanUs3857926 NS 2dwikinovendra23Belum ada peringkat
- The Manufacture of Soda Ash in The Arabian GulfDokumen10 halamanThe Manufacture of Soda Ash in The Arabian GulfManohkaran VelooBelum ada peringkat
- Sulfuric AcidDokumen14 halamanSulfuric AcidAkh KreshnaBelum ada peringkat
- Manufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDokumen14 halamanManufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDian Eka FajriyantoBelum ada peringkat
- US4880550Dokumen6 halamanUS4880550Sachin PatilBelum ada peringkat
- Us5270023 PDFDokumen8 halamanUs5270023 PDFYustinus Selis ToronBelum ada peringkat
- Carbon and Its Compounds NotesDokumen20 halamanCarbon and Its Compounds NotesCORES TECHNOLOGIESBelum ada peringkat
- This Invention Relates To A Process For Making A Stable CopperDokumen3 halamanThis Invention Relates To A Process For Making A Stable CopperAngel BuenoBelum ada peringkat
- NaOH Lİme SodaDokumen6 halamanNaOH Lİme SodaallatcoolBelum ada peringkat
- The Manufacture of Soda Ash in The Arabian GulfDokumen10 halamanThe Manufacture of Soda Ash in The Arabian GulfBayu Handika PrasetyoBelum ada peringkat
- Soda Industry: Soda Ash and Caustic SodaDokumen30 halamanSoda Industry: Soda Ash and Caustic SodaFaizhal DimazBelum ada peringkat
- United States Patent Office: Patented Sept. 5, 1950Dokumen2 halamanUnited States Patent Office: Patented Sept. 5, 1950ari factoryBelum ada peringkat
- Chapter 4 Lec1Dokumen40 halamanChapter 4 Lec1Gemechis TolaBelum ada peringkat
- Solvay Process: 1. Production of A Saturated Salt SolutionDokumen7 halamanSolvay Process: 1. Production of A Saturated Salt SolutionSynthia MrinmoyeeBelum ada peringkat
- A Convenient Preparation of Volatile Acid ChloridesDokumen4 halamanA Convenient Preparation of Volatile Acid ChloridesScott SwartzBelum ada peringkat
- Caustic Soda ProductionDokumen33 halamanCaustic Soda Productionrasoul100% (1)
- Solvay Process Obtencion Soda AshDokumen6 halamanSolvay Process Obtencion Soda AshvrosalioBelum ada peringkat
- Patent US2446233Dokumen3 halamanPatent US2446233Alan ConnorBelum ada peringkat
- Us4994244 PDFDokumen11 halamanUs4994244 PDFSyifaBelum ada peringkat
- Sodium Carbonate Process DetailDokumen10 halamanSodium Carbonate Process DetailSidra LiaquatBelum ada peringkat
- Sodium Carbonate Process DetailDokumen10 halamanSodium Carbonate Process DetailZain Ul Abideen100% (1)
- Pictorial Diagram of The Bayer Process 2Dokumen6 halamanPictorial Diagram of The Bayer Process 2natsmdBelum ada peringkat
- Chemistry Project: Name: Azad Abdullahi Class: Ss3S Teacher: Mr. AdekunleDokumen14 halamanChemistry Project: Name: Azad Abdullahi Class: Ss3S Teacher: Mr. Adekunleapi-383198550% (2)
- Extraction and Characterization of Nitrate From Rocks ofDokumen10 halamanExtraction and Characterization of Nitrate From Rocks ofم. م. ابراهيم خضرBelum ada peringkat
- Water Softening with Potassium Chloride: Process, Health, and Environmental BenefitsDari EverandWater Softening with Potassium Chloride: Process, Health, and Environmental BenefitsBelum ada peringkat
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationDari EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- The Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresDari EverandThe Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresPenilaian: 5 dari 5 bintang5/5 (1)
- Terjemahan Paten DistilasiDokumen5 halamanTerjemahan Paten DistilasiYustinus Selis ToronBelum ada peringkat
- Gmail - Your Trip With GO-JEK On Thursday, 05 April 2018Dokumen2 halamanGmail - Your Trip With GO-JEK On Thursday, 05 April 2018Yustinus Selis ToronBelum ada peringkat
- Thermal Conductivity of Gas, YawsDokumen27 halamanThermal Conductivity of Gas, YawsYustinus Selis ToronBelum ada peringkat
- Potency of Botryococcus Braunii Cultivated On Palm Oil Mill Effluent (POME) Wastewater As The Source of BiofuelDokumen27 halamanPotency of Botryococcus Braunii Cultivated On Palm Oil Mill Effluent (POME) Wastewater As The Source of BiofuelYustinus Selis ToronBelum ada peringkat
- Us5270023 PDFDokumen8 halamanUs5270023 PDFYustinus Selis ToronBelum ada peringkat
- Atent Offitce: Patented July '5, 1927Dokumen2 halamanAtent Offitce: Patented July '5, 1927Yustinus Selis ToronBelum ada peringkat
- Filed June l5, 1935Dokumen6 halamanFiled June l5, 1935Yustinus Selis ToronBelum ada peringkat
- MEGlobal MEG PDFDokumen34 halamanMEGlobal MEG PDFYustinus Selis ToronBelum ada peringkat
- Atent Offitce: Patented July '5, 1927Dokumen2 halamanAtent Offitce: Patented July '5, 1927Yustinus Selis ToronBelum ada peringkat
- Brochure UljakDokumen8 halamanBrochure UljakLisa ArdianaBelum ada peringkat
- Us 3950369Dokumen5 halamanUs 3950369Yustinus Selis ToronBelum ada peringkat
- Teknologi Co-Processing: Solusi Alternatif Mereduksi Bahan Bakar Fosil Dan Gas CO Di Industri Semen IndonesiaDokumen6 halamanTeknologi Co-Processing: Solusi Alternatif Mereduksi Bahan Bakar Fosil Dan Gas CO Di Industri Semen IndonesiaYustinus Selis ToronBelum ada peringkat
- Case StudyDokumen13 halamanCase StudyYustinus Selis ToronBelum ada peringkat
- SpinDokumen8 halamanSpinYustinus Selis ToronBelum ada peringkat
- High Density Polyethylene (HDPE) : Environmental Product Declarations of The European Plastics ManufacturersDokumen4 halamanHigh Density Polyethylene (HDPE) : Environmental Product Declarations of The European Plastics ManufacturersMuhd AmirfaridBelum ada peringkat
- Silabi 1 Utilitas 2014Dokumen5 halamanSilabi 1 Utilitas 2014Yustinus Selis ToronBelum ada peringkat
- Reaksi Kimia DiosDokumen213 halamanReaksi Kimia DiosYustinus Selis ToronBelum ada peringkat
- CodexDokumen53 halamanCodexYustinus Selis ToronBelum ada peringkat
- Shanbao PEV 600x900 Crusher Parts Manual PDFDokumen1 halamanShanbao PEV 600x900 Crusher Parts Manual PDFMANUEL ALBERTO CORTES ZARATEBelum ada peringkat
- Fithian Sheets-Green Building Materials PDFDokumen13 halamanFithian Sheets-Green Building Materials PDFGemmer BatuyongBelum ada peringkat
- Chapter One Evaluation of Solid Waste Management: Materials Flow and Waste GenerationDokumen8 halamanChapter One Evaluation of Solid Waste Management: Materials Flow and Waste GenerationAwadhBelum ada peringkat
- Design of Mixing BasinDokumen5 halamanDesign of Mixing BasinShekh Muhsen Uddin AhmedBelum ada peringkat
- Gift WrappingDokumen46 halamanGift WrappingRonnamel Hernandez Navarro100% (1)
- New Riverside Ochre's Green Sand MSDSDokumen4 halamanNew Riverside Ochre's Green Sand MSDSNew Riverside Ochre Company, Inc.Belum ada peringkat
- 2 Second Lean Akers en 25547Dokumen5 halaman2 Second Lean Akers en 25547Sam MALOULOUBelum ada peringkat
- SWM Micro ProjectDokumen22 halamanSWM Micro ProjectSarthak ChaudhariBelum ada peringkat
- Community Participation - GISDokumen7 halamanCommunity Participation - GIStalalahmad8875100% (1)
- Environmental Impacts of Cocoa Production and ProcessingDokumen6 halamanEnvironmental Impacts of Cocoa Production and ProcessingFadli Ryan ArikundoBelum ada peringkat
- Food Safety and Sanitation Practices of PigarDokumen45 halamanFood Safety and Sanitation Practices of PigarRaffy de Guzman75% (4)
- Fresh Air Processing UnitDokumen20 halamanFresh Air Processing Unitsyed mustafa aliBelum ada peringkat
- MUKEDokumen17 halamanMUKEShridhar HattiBelum ada peringkat
- Quotation For MR Asad Jussab PDFDokumen4 halamanQuotation For MR Asad Jussab PDFChiku Amani ChikotiBelum ada peringkat
- TEST 2 (Hasn't Fixed Yet) 9a7Dokumen2 halamanTEST 2 (Hasn't Fixed Yet) 9a7Minh QuanggBelum ada peringkat
- Tal SureproofDokumen7 halamanTal Sureproofrajkumar_chinniahBelum ada peringkat
- Renovation and Upgrading of Comfort Rooms in PUPDokumen5 halamanRenovation and Upgrading of Comfort Rooms in PUPCharisseMaeM.CarreonBelum ada peringkat
- The Use of Recycle Material in ManufacturingDokumen26 halamanThe Use of Recycle Material in ManufacturingKasidis NaktupBelum ada peringkat
- Safety Manual PDFDokumen109 halamanSafety Manual PDFkuldeeoBelum ada peringkat
- Blue CRYSTAL MachineryDokumen4 halamanBlue CRYSTAL MachinerythirdBelum ada peringkat
- Renewable Energy: S.D.M. Lucas, G. Peixoto, G. Mockaitis, M. Zaiat, S.D. GomesDokumen9 halamanRenewable Energy: S.D.M. Lucas, G. Peixoto, G. Mockaitis, M. Zaiat, S.D. GomesvilelarogerBelum ada peringkat
- Dystar Imperon Navy Blue KC-BDokumen10 halamanDystar Imperon Navy Blue KC-BClub classic 350Belum ada peringkat
- Project Bach No 22Dokumen55 halamanProject Bach No 22AbijithBelum ada peringkat
- Activated Sludge Troubleshooting Chart PDFDokumen1 halamanActivated Sludge Troubleshooting Chart PDFtonyeld100% (1)
- Performance Apraisal - PradeepDokumen107 halamanPerformance Apraisal - PradeepPradeep SharmaBelum ada peringkat
- MSDS Iron Oxide Red PJ130Dokumen2 halamanMSDS Iron Oxide Red PJ130Paul Christian Rojas Flores50% (2)
- Project On Green MarketingDokumen57 halamanProject On Green MarketingVrushti ParmarBelum ada peringkat
- ToRs For - Nyamugasani GFS - 0Dokumen41 halamanToRs For - Nyamugasani GFS - 0pepegrillo891Belum ada peringkat
- Biogas Quality Upgrade by Simultaneous Removal of CO2 and H2S in A Packed Column ReactorDokumen5 halamanBiogas Quality Upgrade by Simultaneous Removal of CO2 and H2S in A Packed Column ReactorSam MagomnangBelum ada peringkat
- Manual Placa de Baza ASUSDokumen64 halamanManual Placa de Baza ASUShype22Belum ada peringkat