Anda mungkin juga menyukai
- Apostila MoldesDokumen67 halamanApostila MoldesRdonegatti80% (5)
- DESENHO TECNICO - e BookDokumen107 halamanDESENHO TECNICO - e BookRamont TrindadeBelum ada peringkat
- Atalhos do AutoCAD em português e inglêsDokumen3 halamanAtalhos do AutoCAD em português e inglêsBruno Fernandes Matos Santos SantosBelum ada peringkat
- Espaços Aéreos Condicionados BrasilDokumen45 halamanEspaços Aéreos Condicionados BrasilPedro SoutoBelum ada peringkat
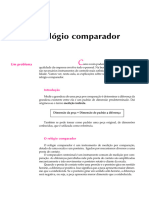
- RELÓGIO COMPARADOR: MEDIÇÃO PRECISADokumen16 halamanRELÓGIO COMPARADOR: MEDIÇÃO PRECISAMárcia Elisabete Dos SantosBelum ada peringkat
- Projetor de PerfilDokumen18 halamanProjetor de Perfilcarlxdu100% (1)
- Solid Works 2007 - Moldes e MatrizesDokumen76 halamanSolid Works 2007 - Moldes e MatrizesRoberto Carlos Teixeira100% (2)
- Apresentação MicrômetroDokumen38 halamanApresentação MicrômetroWalmir BastosBelum ada peringkat
- Medição e Ajuste: Fundamentos da MetrologiaDokumen98 halamanMedição e Ajuste: Fundamentos da MetrologiaShueidy BragaBelum ada peringkat
- Topografia - REVISÃODokumen25 halamanTopografia - REVISÃOugds_dd100% (1)
- Relógio comparador: medição indireta por comparaçãoDokumen25 halamanRelógio comparador: medição indireta por comparaçãoVitor GabrielBelum ada peringkat
- Exercícios de Mec AnalíticaDokumen17 halamanExercícios de Mec AnalíticaGabriel100% (1)
- Relatório Usinagem - TorneamentoDokumen31 halamanRelatório Usinagem - TorneamentoJúlia Feliciano83% (6)
- Aulas de Metrologia 06-Relógio ComparadorDokumen33 halamanAulas de Metrologia 06-Relógio ComparadorLuis OmenaBelum ada peringkat
- Aparelhos de MediçãoDokumen59 halamanAparelhos de MediçãoLael OliveiraBelum ada peringkat
- Projetor de PerfilDokumen7 halamanProjetor de PerfilKaue GonçalvesBelum ada peringkat
- Lista II - Matemática IIDokumen8 halamanLista II - Matemática IIjeanN ヤBelum ada peringkat
- Matematica Geometria Espacial Esferas ExerciciosDokumen13 halamanMatematica Geometria Espacial Esferas Exercicios1janilsonsousa1Belum ada peringkat
- Introdução - Johannes KeplerDokumen33 halamanIntrodução - Johannes KeplerAscadaeBelum ada peringkat
- Relações Métricas Num Triângulo QualquerDokumen26 halamanRelações Métricas Num Triângulo QualquerDiogoOliveira100% (1)
- Maquina Universla de MedirDokumen18 halamanMaquina Universla de MedirHenriqueSilva50% (2)
- Medição precisa com paquímetroDokumen18 halamanMedição precisa com paquímetroTassya Regina Fontes100% (1)
- Relatorio Metrologia - PaquímetroDokumen4 halamanRelatorio Metrologia - Paquímetromarcos_lopes71Belum ada peringkat
- Medição de peças pequenas com projetores de perfilDokumen62 halamanMedição de peças pequenas com projetores de perfilkesylin.alicehotmail.comBelum ada peringkat
- 22 Maquina Universal de Medir PDFDokumen5 halaman22 Maquina Universal de Medir PDFJuarezGeronimoBelum ada peringkat
- Projetor de perfil: relatório de medições e projeto de peçaDokumen13 halamanProjetor de perfil: relatório de medições e projeto de peçaCleilson SilvaBelum ada peringkat
- Projetor de perfilDokumen6 halamanProjetor de perfildferezimBelum ada peringkat
- Relatório Projetor de PerfilDokumen4 halamanRelatório Projetor de PerfilCleilson SilvaBelum ada peringkat
- Trabalho de Projetor de PerfilDokumen4 halamanTrabalho de Projetor de PerfilErnando Oliveira OliveiraBelum ada peringkat
- Metrologia - ResumoDokumen2 halamanMetrologia - ResumoQUALIDADE INJETA-RSBelum ada peringkat
- Os principais instrumentos de medição na metrologiaDokumen3 halamanOs principais instrumentos de medição na metrologiaJannipher AlvesBelum ada peringkat
- Relógio comparador guiaDokumen16 halamanRelógio comparador guiaMJoanaDuarte100% (1)
- Projetor de perfil: medição precisa de peças pequenasDokumen3 halamanProjetor de perfil: medição precisa de peças pequenaslechashBelum ada peringkat
- MECÂNICADokumen31 halamanMECÂNICAna luizaBelum ada peringkat
- 22 Maquina Universal de Medir PDFDokumen5 halaman22 Maquina Universal de Medir PDFLuciano BroboskiBelum ada peringkat
- Relógio ComparadorDokumen9 halamanRelógio ComparadorKholen Paulo BenjamimBelum ada peringkat
- Relátorio de Metrologia 3Dokumen23 halamanRelátorio de Metrologia 3Karine Edwiges Silva MendesBelum ada peringkat
- AULA Projetor de PerfilDokumen14 halamanAULA Projetor de PerfilJoyceBelum ada peringkat
- Metrologia Instrumentos+de+MediçãoDokumen23 halamanMetrologia Instrumentos+de+MediçãoGustavo SalvadorBelum ada peringkat
- Relog ComparadorDokumen11 halamanRelog ComparadorBethaBelum ada peringkat
- Relatorio Metodo de NonioDokumen11 halamanRelatorio Metodo de NoniofelisbertoBelum ada peringkat
- Comparador OpticoDokumen5 halamanComparador OpticoAlexis Galindo PérezBelum ada peringkat
- Prática de Micrômetro na UFCEDokumen11 halamanPrática de Micrômetro na UFCEMarcos MagalhãesBelum ada peringkat
- VicotorDokumen10 halamanVicotorlucasesantos1302Belum ada peringkat
- Resolução - (032 99194 - 8972) - Roteiro de Aula Prática - Física Geral e Experimental MecânicaDokumen49 halamanResolução - (032 99194 - 8972) - Roteiro de Aula Prática - Física Geral e Experimental Mecânicaassessoriatrabalhos2Belum ada peringkat
- Medidas y clasificación de comparadores ópticosDokumen8 halamanMedidas y clasificación de comparadores ópticosPablo de TarsoBelum ada peringkat
- Relatório de Laboratório de MetrologiaDokumen12 halamanRelatório de Laboratório de Metrologiacarlos eduardoBelum ada peringkat
- Relatório de MetrologiaDokumen19 halamanRelatório de MetrologiaWellington ReisBelum ada peringkat
- Medição de ângulos com goniômetroDokumen6 halamanMedição de ângulos com goniômetroAnonymous 1FAJCknl8Belum ada peringkat
- MetrologiaDokumen34 halamanMetrologiaLeonardo AlexBelum ada peringkat
- Relógio ComparadorDokumen9 halamanRelógio ComparadorWendler PaivaBelum ada peringkat
- Mini curso de metrologia: instrumentos de mediçãoDokumen4 halamanMini curso de metrologia: instrumentos de mediçãolucas6medeiros-6Belum ada peringkat
- Equipamentos de Medição para Usinagem de CarcaçasDokumen7 halamanEquipamentos de Medição para Usinagem de CarcaçasWillian KronbauerBelum ada peringkat
- 08-Alinhamento de Eixos Horizontais-Com LaserDokumen13 halaman08-Alinhamento de Eixos Horizontais-Com LaserEdson dos SantosBelum ada peringkat
- Manual Alinhador de Eixos A Laser AVV-701Dokumen23 halamanManual Alinhador de Eixos A Laser AVV-701LuxianoJuniorBelum ada peringkat
- Metrologia BasicaDokumen62 halamanMetrologia BasicaMUILLAR BENTOBelum ada peringkat
- Bas Svx17a PTDokumen31 halamanBas Svx17a PTFernando Pereira100% (1)
- EME403P 8T - Projetor de Perfil 2020004305Dokumen3 halamanEME403P 8T - Projetor de Perfil 2020004305República 12 macakosBelum ada peringkat
- Apostila Ajustagem10 PDFDokumen46 halamanApostila Ajustagem10 PDFThiago HermesBelum ada peringkat
- Retificador Ferramenteiro +perfis PDFDokumen44 halamanRetificador Ferramenteiro +perfis PDFBernardo Basilio Llerena GameroBelum ada peringkat
- Metrologia DimensionalDokumen3 halamanMetrologia DimensionalCelio CostaBelum ada peringkat
- Ferramentas de CorteDokumen16 halamanFerramentas de CorteJ. GirotoBelum ada peringkat
- Medição precisa com relógio comparadorDokumen6 halamanMedição precisa com relógio comparadorCremildo RGBelum ada peringkat
- Guia do Durômetro Vickers da UNIOESTEDokumen6 halamanGuia do Durômetro Vickers da UNIOESTELuiz Eduardo PinheiroBelum ada peringkat
- Guia de Aulas Práticas de Laboratório de Eletrônica IDokumen49 halamanGuia de Aulas Práticas de Laboratório de Eletrônica Inathan bandeiraBelum ada peringkat
- Relatório - Fresagem de EngrenagemDokumen19 halamanRelatório - Fresagem de EngrenagemJosé GomesBelum ada peringkat
- Desenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Anemômetro Programado No ArduinoDari EverandDesenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Anemômetro Programado No ArduinoBelum ada peringkat
- Desenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Uv Programado No ArduinoDari EverandDesenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Uv Programado No ArduinoBelum ada peringkat
- Desenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Uv Programado No ArduinoDari EverandDesenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Uv Programado No ArduinoBelum ada peringkat
- Desenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Uv Programado No ArduinoDari EverandDesenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Uv Programado No ArduinoBelum ada peringkat
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicDari EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicBelum ada peringkat
- Estudo de Topologia No SolidWorksDokumen5 halamanEstudo de Topologia No SolidWorksLael OliveiraBelum ada peringkat
- Manual Edgecam Básico SKA 2011R1Dokumen117 halamanManual Edgecam Básico SKA 2011R1Julia BarrosBelum ada peringkat
- Google - Ferramenta de Ataque (E Defesa) A SistemasDokumen11 halamanGoogle - Ferramenta de Ataque (E Defesa) A SistemasAliceBelum ada peringkat
- Apostila CSharp PDFDokumen64 halamanApostila CSharp PDFmarcosrobertosilvaBelum ada peringkat
- Torção de barra circular: equações fundamentaisDokumen15 halamanTorção de barra circular: equações fundamentaisnageslageneBelum ada peringkat
- Apostila GeometriaDokumen86 halamanApostila GeometriaSileide PaccolaBelum ada peringkat
- Toleranciamento GeralDokumen29 halamanToleranciamento GeralAnderson SchweitzerBelum ada peringkat
- Função Do 2º GrauDokumen14 halamanFunção Do 2º GrauAdiina Santos SoaresBelum ada peringkat
- Aula 10 - Continuidade de Funções de RN em RDokumen9 halamanAula 10 - Continuidade de Funções de RN em RMessionBelum ada peringkat
- Lista de Exercícios de MAT2457 - 1o semestre de 2007Dokumen7 halamanLista de Exercícios de MAT2457 - 1o semestre de 2007rrgaudioBelum ada peringkat
- Mat e 2002 EspcexDokumen12 halamanMat e 2002 Espcexapi-370360950% (2)
- Material Da Aula Do Intensivo Enem 21021-Matemática e Suas TecnologiasDokumen12 halamanMaterial Da Aula Do Intensivo Enem 21021-Matemática e Suas TecnologiasJoabe ClaudioBelum ada peringkat
- Simulado Sobre Função de 2º Grau Ou Função Quadrática e Inequações Concurso Professor de MatemáticaDokumen3 halamanSimulado Sobre Função de 2º Grau Ou Função Quadrática e Inequações Concurso Professor de MatemáticaAnonymous aPzoIa4Belum ada peringkat
- Sinais senoidais complexosDokumen7 halamanSinais senoidais complexosanajulia16Belum ada peringkat
- Álgebra Linear Vetores GeométricosDokumen3 halamanÁlgebra Linear Vetores GeométricosMatheus MoraesBelum ada peringkat
- Geometria 6o AnoDokumen16 halamanGeometria 6o AnoHevany OliveiraBelum ada peringkat
- Expoente - Teste 2 - 10 - ResolucaoDokumen4 halamanExpoente - Teste 2 - 10 - ResolucaoRute GilBelum ada peringkat
- Notas de Aula N° 4 - Distribuição de Tensões No SoloDokumen18 halamanNotas de Aula N° 4 - Distribuição de Tensões No SoloWagner MendonçaBelum ada peringkat
- AVALIAÇÃO DE MATEMÁTICADokumen2 halamanAVALIAÇÃO DE MATEMÁTICAMelissa RochaBelum ada peringkat
- Ensino Geometria Materiais RecicláveisDokumen5 halamanEnsino Geometria Materiais RecicláveisAdenilton BarrosBelum ada peringkat
- Aula 32 - C Lculo 2Dokumen10 halamanAula 32 - C Lculo 2Adriano MoschiniBelum ada peringkat
- Lista de Matemática II - TrigonometriaDokumen5 halamanLista de Matemática II - TrigonometriaPaulo ViniciusBelum ada peringkat
- Nema12 Manual p2 Res PDFDokumen128 halamanNema12 Manual p2 Res PDFNatália Branco100% (1)
- Equações de retas e planos em geometria analíticaDokumen38 halamanEquações de retas e planos em geometria analíticaBernardo Sousa LopesBelum ada peringkat
- Sumario Ctu13Dokumen4 halamanSumario Ctu13Brayan CabraBelum ada peringkat