Anda mungkin juga menyukai
- MQP - 1 PDFDokumen15 halamanMQP - 1 PDFDoita Dutta ChoudhuryBelum ada peringkat
- ASTM A131 Steel, Grade DDokumen1 halamanASTM A131 Steel, Grade DjulianmorantesBelum ada peringkat
- Total Project Cost For 2nos. 25KL Tanks and One 40 KL TankDokumen2 halamanTotal Project Cost For 2nos. 25KL Tanks and One 40 KL Tankarajamani78Belum ada peringkat
- Subodh Lab Pricelist Rev1Dokumen7 halamanSubodh Lab Pricelist Rev1anubhavlBelum ada peringkat
- Tensile Test Lab SheetDokumen7 halamanTensile Test Lab SheetSana ButtBelum ada peringkat
- Data Sheet Width Flange BeamDokumen32 halamanData Sheet Width Flange BeamIrvan IskandarBelum ada peringkat
- Bgas Paint Faults, BittinessDokumen49 halamanBgas Paint Faults, BittinessslxantoBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen96 halamanDisclosure To Promote The Right To InformationgovimanoBelum ada peringkat
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Dokumen15 halamanWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataBelum ada peringkat
- Steel Material Table PDFDokumen1 halamanSteel Material Table PDFNathanBelum ada peringkat
- Hidden Defects in FittingsDokumen3 halamanHidden Defects in FittingsFerlie IndrapatiBelum ada peringkat
- Nieland Press BendingDokumen83 halamanNieland Press Bendingrohatgiaseem100% (1)
- STEEL Structures in GeneralDokumen11 halamanSTEEL Structures in GeneralsbunBelum ada peringkat
- TALAT Lecture 3206: The Feeding of CastingsDokumen24 halamanTALAT Lecture 3206: The Feeding of CastingsCORE MaterialsBelum ada peringkat
- Abj Corporate Brochure - SmallsizeDokumen36 halamanAbj Corporate Brochure - Smallsizeumer shafiqueBelum ada peringkat
- Epiterma Company Profile 2016 PDFDokumen70 halamanEpiterma Company Profile 2016 PDFIna A. PutriBelum ada peringkat
- ATTAR Ultrasonic Linearity ToolDokumen8 halamanATTAR Ultrasonic Linearity ToolPeyman GrdBelum ada peringkat
- 1 Qualified Welding Procedure Specifications: GeneralDokumen15 halaman1 Qualified Welding Procedure Specifications: GeneralAlaaBelum ada peringkat
- Price List Principal - 01 Feb 21Dokumen393 halamanPrice List Principal - 01 Feb 21novitaBelum ada peringkat
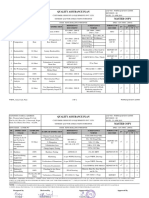
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDokumen2 halamanWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleBelum ada peringkat
- Footing DesignDokumen5 halamanFooting DesignMainali IshuBelum ada peringkat
- Designation of The Types of SteelsDokumen6 halamanDesignation of The Types of SteelsDavid FernandezBelum ada peringkat
- 05-66 Webbing Sling 100mmx2m4tonDokumen1 halaman05-66 Webbing Sling 100mmx2m4tontaufikzainBelum ada peringkat
- Impact TesterDokumen35 halamanImpact TesterHILL RANGAMATIBelum ada peringkat
- School of Engineering Faculty of Engineering, Technology & Built EnvironmentDokumen13 halamanSchool of Engineering Faculty of Engineering, Technology & Built EnvironmentRabiya irfanBelum ada peringkat
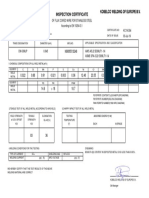
- Inspection CertificateDokumen1 halamanInspection CertificateAtanasio PerezBelum ada peringkat
- Static Eqipment Itp and FormDokumen9 halamanStatic Eqipment Itp and FormaamirapiBelum ada peringkat
- Coatings Industrial Maintenance GuideDokumen11 halamanCoatings Industrial Maintenance GuideVito DigeoBelum ada peringkat
- Fabrication NormsDokumen8 halamanFabrication NormsRenny DevassyBelum ada peringkat
- COST ESTIMATION Aqua SilencerDokumen2 halamanCOST ESTIMATION Aqua SilencerULHAS KADAMBelum ada peringkat
- Sem1WorkShop PDFDokumen8 halamanSem1WorkShop PDFGuddu RajputBelum ada peringkat
- Load Schedule & Computation: Proposed One-Storey With Loft Residential Bldg. Mr. Berchman'S Dadulo & Ms. Lourdes Dadulo 1Dokumen1 halamanLoad Schedule & Computation: Proposed One-Storey With Loft Residential Bldg. Mr. Berchman'S Dadulo & Ms. Lourdes Dadulo 1Ləonardo SasingBelum ada peringkat
- Check List of Column VerticalityDokumen11 halamanCheck List of Column VerticalityyuwantoniBelum ada peringkat
- ALLOY-20 - FI - US - EN Very Good All AboutDokumen55 halamanALLOY-20 - FI - US - EN Very Good All Aboutmahmoud_allam3Belum ada peringkat
- StandardsDokumen60 halamanStandardsEmma BoyceBelum ada peringkat
- Buckling CheckingDokumen1 halamanBuckling CheckingSabbir SiddiqueBelum ada peringkat
- 6082 T6 Aluminum Plate SuppliersDokumen9 halaman6082 T6 Aluminum Plate Supplierssanghvi overseas incBelum ada peringkat
- ThyssenDokumen0 halamanThyssenAbbas RizviBelum ada peringkat
- Stress Strain 2008Dokumen7 halamanStress Strain 2008mdmarufurBelum ada peringkat
- Asme P NumberDokumen2 halamanAsme P Numbersandesh_honraoBelum ada peringkat
- 01 Rigging and Lifting Plan GTG-2 GeneratorDokumen2 halaman01 Rigging and Lifting Plan GTG-2 GeneratorHamzaNoumanBelum ada peringkat
- Wfp291338 For Quality and Quantity Inspection of FoodsDokumen14 halamanWfp291338 For Quality and Quantity Inspection of FoodsOzlem MepBelum ada peringkat
- S o P-PipingDokumen17 halamanS o P-PipingPrakash TiwariBelum ada peringkat
- Cost Effective ConnectionsDokumen14 halamanCost Effective ConnectionsMarakan MaranBelum ada peringkat
- Aws N-1 WPS-PQR FormDokumen2 halamanAws N-1 WPS-PQR FormEdwin MariacaBelum ada peringkat
- Is 11006 2011 PDFDokumen16 halamanIs 11006 2011 PDFAnantha NarayananBelum ada peringkat
- JIS Seamless PipeDokumen8 halamanJIS Seamless PipeJay PanalanginBelum ada peringkat
- DP Test ProcedureDokumen2 halamanDP Test ProcedurePallav ChatterjeeBelum ada peringkat
- Principal of DPTDokumen5 halamanPrincipal of DPTAkshith SulliaBelum ada peringkat
- Complete Short Circuit CycleDokumen8 halamanComplete Short Circuit CycleWilly UioBelum ada peringkat
- Tensile TestDokumen8 halamanTensile TestItzmichael EzBelum ada peringkat
- 4 Destructive TestingDokumen19 halaman4 Destructive TestingSamerBelum ada peringkat
- Destructive TestDokumen17 halamanDestructive TestRamzi BEN AHMEDBelum ada peringkat
- Sec 4 Destructive TestingDokumen20 halamanSec 4 Destructive TestingAbdullahBelum ada peringkat
- (EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Dokumen48 halaman(EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- DT & NDTDokumen46 halamanDT & NDTThulasi RamBelum ada peringkat
- JF 302 - Material Technology 1Dokumen18 halamanJF 302 - Material Technology 1Arif AzizAnBelum ada peringkat
- DT & NDTDokumen46 halamanDT & NDTKumar SahebBelum ada peringkat
- Lecture 2 - Test For SteelDokumen55 halamanLecture 2 - Test For SteelKier Lorenz FernandezBelum ada peringkat
- Api682 PDFDokumen40 halamanApi682 PDFAlaaBelum ada peringkat
- Api682 PDFDokumen40 halamanApi682 PDFAlaaBelum ada peringkat
- 10 Residual StressDokumen21 halaman10 Residual StressAlaaBelum ada peringkat
- 11 Wedability of SteelsDokumen20 halaman11 Wedability of SteelsAlaaBelum ada peringkat
- C01D DC C 008 (Formwork)Dokumen19 halamanC01D DC C 008 (Formwork)AlaaBelum ada peringkat
- 1 General: Hot Rolled Products of Non-Alloy Structural SteelsDokumen8 halaman1 General: Hot Rolled Products of Non-Alloy Structural SteelsAlaaBelum ada peringkat
- 1 Qualified Welding Procedure Specifications: GeneralDokumen15 halaman1 Qualified Welding Procedure Specifications: GeneralAlaaBelum ada peringkat
- 4 Quality in WeldingDokumen7 halaman4 Quality in WeldingAlaaBelum ada peringkat
- 1 General: Pre-Contract - Identification of The Job Requirements, Recruiting andDokumen7 halaman1 General: Pre-Contract - Identification of The Job Requirements, Recruiting andAlaaBelum ada peringkat
- As Rolled, Hot Rolled, Hot Finished: Applied ToDokumen8 halamanAs Rolled, Hot Rolled, Hot Finished: Applied ToAlaaBelum ada peringkat
- Calibration:: Rev 1 January 2010 Calibration of Welding Equipment © TWI LTD 2010Dokumen5 halamanCalibration:: Rev 1 January 2010 Calibration of Welding Equipment © TWI LTD 2010AlaaBelum ada peringkat
- Welding of Duplex Stainless Steel PipelinesDokumen44 halamanWelding of Duplex Stainless Steel PipelinesAlaa100% (1)
- 1 SWI DutiesDokumen6 halaman1 SWI DutiesshrikantajitBelum ada peringkat
- IGC2 Element 4 Work EquipmentDokumen48 halamanIGC2 Element 4 Work EquipmentAlaa100% (3)
- Welding Hazards Barry McKayDokumen25 halamanWelding Hazards Barry McKayAlaaBelum ada peringkat
- NDT Weld Visual Inspection ProcedureDokumen4 halamanNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- IGC2 Element 7 Chemical BiologicalDokumen68 halamanIGC2 Element 7 Chemical BiologicalAlaa100% (1)
- IGC2 Element 2 TransportDokumen62 halamanIGC2 Element 2 TransportAlaa100% (1)
- Welding Hazards Barry McKayDokumen25 halamanWelding Hazards Barry McKayAlaaBelum ada peringkat
- IGC2 Element 5 ElectricalDokumen48 halamanIGC2 Element 5 ElectricalAlaa50% (2)
- IGC2 Element 3 MuscluskeletalDokumen49 halamanIGC2 Element 3 MuscluskeletalAlaa0% (1)
- IGC2 Element 1 HazardsDokumen70 halamanIGC2 Element 1 HazardsAlaaBelum ada peringkat
- IGC1 Element 5 New SyllabusDokumen19 halamanIGC1 Element 5 New SyllabusAlaaBelum ada peringkat
- Improvement of Production Method For Electric Transmission Concrete Pole in A Developing Zone in NigeriaDokumen5 halamanImprovement of Production Method For Electric Transmission Concrete Pole in A Developing Zone in NigeriaAung Hlaing HtutBelum ada peringkat
- 1462787646int Bluebook PDFDokumen1 halaman1462787646int Bluebook PDFJohn Nash0% (1)
- rr1035 Pipeline Failure Rates For Planning Assessment PDFDokumen70 halamanrr1035 Pipeline Failure Rates For Planning Assessment PDFHector GarciaBelum ada peringkat
- Medical Device Manufacturer Perspective - ASTM Material Test Methods For Assessing The ... (PDFDrive)Dokumen24 halamanMedical Device Manufacturer Perspective - ASTM Material Test Methods For Assessing The ... (PDFDrive)fatimah100% (1)
- Seismic Performance of Pile-To-pile Cap Connections - An Investigation of Design IssuesDokumen11 halamanSeismic Performance of Pile-To-pile Cap Connections - An Investigation of Design Issueseplim60Belum ada peringkat
- IitpaveDokumen10 halamanIitpaveKanishka SarkarBelum ada peringkat
- Computaional Material ScienceDokumen12 halamanComputaional Material ScienceHimanshuDeepBelum ada peringkat
- On The Evaluation of Coating-Substrate Adhesion by IndentationDokumen18 halamanOn The Evaluation of Coating-Substrate Adhesion by IndentationEnriqe PuentesBelum ada peringkat
- Ian Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)Dokumen216 halamanIan Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)GT100% (1)
- Failure Analysis of A Bucket Elevator Shaft: Technicalarticle-Peer-ReviewedDokumen7 halamanFailure Analysis of A Bucket Elevator Shaft: Technicalarticle-Peer-Revieweddouglasncamilo100% (1)
- Sigma (σ) Phase ExplanationDokumen17 halamanSigma (σ) Phase ExplanationmazBelum ada peringkat
- Thermo-Fluid Dynamic Theory of Two-Phase FlowDokumen3 halamanThermo-Fluid Dynamic Theory of Two-Phase FlowInass ELHAOUARIBelum ada peringkat
- Din 30670 2012 PDFDokumen37 halamanDin 30670 2012 PDFOMAR FREITESBelum ada peringkat
- Panel Zone ThesisDokumen82 halamanPanel Zone Thesisbladeyus1Belum ada peringkat
- D 2 1 Database On DefectsDokumen25 halamanD 2 1 Database On DefectsSander DuqueBelum ada peringkat
- SP297 - 7 Shing and Stavridis 2014Dokumen21 halamanSP297 - 7 Shing and Stavridis 2014sadi1988Belum ada peringkat
- CMT Lab1Dokumen5 halamanCMT Lab1Jeneza Alma BalogoBelum ada peringkat
- Materials Selection Lecture Full 2023.Dokumen203 halamanMaterials Selection Lecture Full 2023.Goddy NanaBelum ada peringkat
- EssentialsMfgTechCompExams PDFDokumen214 halamanEssentialsMfgTechCompExams PDFRamkishan SahuBelum ada peringkat
- BS en 1998-1 NaDokumen18 halamanBS en 1998-1 NaRan Wang100% (1)
- Omae2019 96316 0Dokumen14 halamanOmae2019 96316 0frvdabeeBelum ada peringkat
- Welcome: Ahsanullah University of Science & TechnologyDokumen69 halamanWelcome: Ahsanullah University of Science & TechnologyWr ArBelum ada peringkat
- ASCE Failure Case StudiesDokumen2 halamanASCE Failure Case StudiesjbautistavBelum ada peringkat
- Astm A500 A500m-21Dokumen6 halamanAstm A500 A500m-21alvin duey100% (1)
- Mechanical Behaviour of Materials Chapter 3Dokumen71 halamanMechanical Behaviour of Materials Chapter 3brettbookBelum ada peringkat
- Design of AbutmentDokumen39 halamanDesign of AbutmentMukesh JangidBelum ada peringkat
- Tension Testing of Metallic Materials: Standard Test Methods ForDokumen30 halamanTension Testing of Metallic Materials: Standard Test Methods ForoslatBelum ada peringkat
- Compressive Strength of A Carbon Fiber in MatrixDokumen6 halamanCompressive Strength of A Carbon Fiber in MatrixĐào ThiệnBelum ada peringkat
- 3 Answers: Why Do We Provide Main Reinforcement For A Short Direction, in The Case of A One-Way Slab?Dokumen24 halaman3 Answers: Why Do We Provide Main Reinforcement For A Short Direction, in The Case of A One-Way Slab?omar sayedBelum ada peringkat
- E381-22 - Standard Method of Macroetch Testing Steel Bars, Billets, Blooms, and ForgingsDokumen8 halamanE381-22 - Standard Method of Macroetch Testing Steel Bars, Billets, Blooms, and ForgingsAlejandro Valdés Rojas100% (3)
- A Complete Guide to Safety Officer Interview Questions and AnswersDari EverandA Complete Guide to Safety Officer Interview Questions and AnswersPenilaian: 4 dari 5 bintang4/5 (1)
- Guidelines for Auditing Process Safety Management SystemsDari EverandGuidelines for Auditing Process Safety Management SystemsBelum ada peringkat
- Rules of Thumb for Maintenance and Reliability EngineersDari EverandRules of Thumb for Maintenance and Reliability EngineersPenilaian: 4.5 dari 5 bintang4.5/5 (12)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDari EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesDari EverandWorkbook to Accompany Maintenance & Reliability Best PracticesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityDari EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityPenilaian: 5 dari 5 bintang5/5 (2)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersDari EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersPenilaian: 4 dari 5 bintang4/5 (32)
- Introduction to Petroleum Process SafetyDari EverandIntroduction to Petroleum Process SafetyPenilaian: 3 dari 5 bintang3/5 (2)
- Chemical Process Safety: Learning from Case HistoriesDari EverandChemical Process Safety: Learning from Case HistoriesPenilaian: 4 dari 5 bintang4/5 (14)
- Fire Fighting Pumping Systems at Industrial FacilitiesDari EverandFire Fighting Pumping Systems at Industrial FacilitiesPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDari EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsBelum ada peringkat
- Tensor Technology Guide: Tensor Ring Benefits and UsesDari EverandTensor Technology Guide: Tensor Ring Benefits and UsesPenilaian: 5 dari 5 bintang5/5 (2)
- Culture, Health and Illness: An Introduction for Health ProfessionalsDari EverandCulture, Health and Illness: An Introduction for Health ProfessionalsBelum ada peringkat
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDari EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationBelum ada peringkat
- Handbook of Hazardous Chemical PropertiesDari EverandHandbook of Hazardous Chemical PropertiesPenilaian: 5 dari 5 bintang5/5 (1)
- Epidemiology and Demography in Public HealthDari EverandEpidemiology and Demography in Public HealthJaphet KillewoPenilaian: 5 dari 5 bintang5/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemDari EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemBelum ada peringkat
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsDari EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsPenilaian: 4 dari 5 bintang4/5 (11)
- Incidents That Define Process SafetyDari EverandIncidents That Define Process SafetyBelum ada peringkat
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeDari EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeBelum ada peringkat
- The Invisible Rainbow: A History of Electricity and LifeDari EverandThe Invisible Rainbow: A History of Electricity and LifePenilaian: 4.5 dari 5 bintang4.5/5 (21)
- Machine Shop Trade Secrets: Second EditionDari EverandMachine Shop Trade Secrets: Second EditionPenilaian: 4 dari 5 bintang4/5 (7)
- Radium Girls: Women and Industrial Health Reform, 1910-1935Dari EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Penilaian: 4.5 dari 5 bintang4.5/5 (4)