Anda mungkin juga menyukai
- BBC Manual EspañolDokumen573 halamanBBC Manual EspañolNahuel Dash SolisBelum ada peringkat
- Introducción A La Estadística Selección Recolección AnálisisDokumen1 halamanIntroducción A La Estadística Selección Recolección AnálisisNahuel Dash SolisBelum ada peringkat
- Guia Oficial 2015 2016Dokumen114 halamanGuia Oficial 2015 2016Nahuel Dash SolisBelum ada peringkat
- Leña EcológicaDokumen11 halamanLeña EcológicaNahuel Dash SolisBelum ada peringkat
- Proyecto Tesis OBTENCIÓN DE BRIQUETAS DE ASERRÍN DE Pinus Radiata y Eucalyptus Globulus A UN NIVEL ARTESANALDokumen11 halamanProyecto Tesis OBTENCIÓN DE BRIQUETAS DE ASERRÍN DE Pinus Radiata y Eucalyptus Globulus A UN NIVEL ARTESANALIvan Cruz100% (1)
- Manual Energia BiomasicaDokumen56 halamanManual Energia Biomasicaakete100% (2)
- TP4 InformeDokumen19 halamanTP4 InformeNahuel Dash SolisBelum ada peringkat
- Maquinas Generador TrifasicoDokumen6 halamanMaquinas Generador TrifasicoNahuel Dash SolisBelum ada peringkat
- Solicitud de Cursada Por ExcepciónDokumen1 halamanSolicitud de Cursada Por ExcepciónNahuel Dash SolisBelum ada peringkat
- TP AutotransformadorDokumen7 halamanTP AutotransformadorNahuel Dash SolisBelum ada peringkat
- Diagramas de Transformación Isotérmica y Enfriamiento Continuo PDFDokumen18 halamanDiagramas de Transformación Isotérmica y Enfriamiento Continuo PDFLeo@sp67% (3)
- T02-Transformador Monofásico en CargaDokumen17 halamanT02-Transformador Monofásico en Cargahum125Belum ada peringkat
- Aplicacion Experimental Del Metodo de La Analogia de La MembranaDokumen6 halamanAplicacion Experimental Del Metodo de La Analogia de La MembranaNahuel Dash SolisBelum ada peringkat
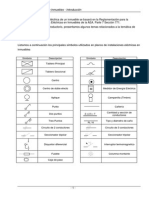
- Instalaciones ElectricasDokumen25 halamanInstalaciones ElectricasNahuel Dash SolisBelum ada peringkat
- Gaspar Pozzi El Amor Existe Ukulele Cancionero 2014 PDFDokumen12 halamanGaspar Pozzi El Amor Existe Ukulele Cancionero 2014 PDFNahuel Dash SolisBelum ada peringkat
- Parcial IIDokumen20 halamanParcial IINahuel Dash SolisBelum ada peringkat
- Parcial IIDokumen20 halamanParcial IINahuel Dash SolisBelum ada peringkat
- Ensayo Potencia MonofasicaDokumen8 halamanEnsayo Potencia MonofasicaХьюго Хоакин КостьBelum ada peringkat
- PlayasDokumen6 halamanPlayasNahuel Dash SolisBelum ada peringkat
- T08 DiagramaDeCirculo PDFDokumen11 halamanT08 DiagramaDeCirculo PDFNahuel Dash SolisBelum ada peringkat
- IO AeromexicoDokumen5 halamanIO AeromexicoDiego RodríguezBelum ada peringkat
- 10.integral DefinidaDokumen29 halaman10.integral DefinidaPierre Alexander Siu VenegasBelum ada peringkat
- Clasificación y Tipologia de La Toma de DecisionesDokumen5 halamanClasificación y Tipologia de La Toma de DecisionesyanitzaBelum ada peringkat
- Operacion VolvoooDokumen102 halamanOperacion VolvoooASERCAT SAC - CERTIFICADOS100% (5)
- La Salud Mental: Tipos de TrantornosDokumen6 halamanLa Salud Mental: Tipos de TrantornosabiBelum ada peringkat
- Reflejos Primitivos en Adultos MayoresDokumen13 halamanReflejos Primitivos en Adultos MayoresFlorencia RodriguezBelum ada peringkat
- Circutor CVMK2 Serie User ManualDokumen152 halamanCircutor CVMK2 Serie User ManualJosé Luis RamírezBelum ada peringkat
- Observaciones Segundo GradoDokumen2 halamanObservaciones Segundo GradoBlanca Ines Cruz SebastianBelum ada peringkat
- Diagramas de ClaseDokumen7 halamanDiagramas de ClaseStefania LissaBelum ada peringkat
- Libro Tecnico Eaa Motor ArranqueDokumen8 halamanLibro Tecnico Eaa Motor Arranquetaz1mxBelum ada peringkat
- Teoría Ficha 2Dokumen8 halamanTeoría Ficha 2Luis Enrique Coca RamirezBelum ada peringkat
- Guía General Del Archivo Histórico Universitario - BuapDokumen264 halamanGuía General Del Archivo Histórico Universitario - BuapErnesto ContrerasBelum ada peringkat
- Instalación y uso Aire AcondicionadoDokumen64 halamanInstalación y uso Aire AcondicionadoOscarBelum ada peringkat
- Diseño Universal1Dokumen10 halamanDiseño Universal1Andrea SuárezBelum ada peringkat
- Ejercicios de Estadistica BidimensionalDokumen14 halamanEjercicios de Estadistica BidimensionalRaul Gallego BenerosoBelum ada peringkat
- Construyendo La Viabilidad Del Proyecto. Francisco Santiago SobreroDokumen2 halamanConstruyendo La Viabilidad Del Proyecto. Francisco Santiago SobrerofranciscogigaredBelum ada peringkat
- DL Manual - Com Manual HTP y FamiliaDokumen40 halamanDL Manual - Com Manual HTP y FamiliaAlicia escolante roblesBelum ada peringkat
- Caso 4 DellDokumen11 halamanCaso 4 DellMichael ParedesBelum ada peringkat
- Bach Proyecto Bach 2Dokumen10 halamanBach Proyecto Bach 2E.E.B SARA MOLINA DE GARCIABelum ada peringkat
- Calculo Indice Actos SegurosDokumen16 halamanCalculo Indice Actos SegurosMANGUERAS DE MINATITLANBelum ada peringkat
- Resiliencia Ma Auxiliadora AlvarezMarzo 2022Dokumen35 halamanResiliencia Ma Auxiliadora AlvarezMarzo 2022Fernanda MuñozBelum ada peringkat
- Ciencia y Práctica de La IridologíaDokumen389 halamanCiencia y Práctica de La Iridologíatoseguiolatinmail97% (33)
- Las herramientas fundamentalesDokumen4 halamanLas herramientas fundamentalesMariana UrreaBelum ada peringkat
- Diagnóstico técnico de la Universidad Nacional Santiago Antúnez de MayoloDokumen67 halamanDiagnóstico técnico de la Universidad Nacional Santiago Antúnez de MayologustavoBelum ada peringkat
- Guía Práctica 11Dokumen10 halamanGuía Práctica 11JonathanRodrigoBelum ada peringkat
- Calcula DoraDokumen4 halamanCalcula DoraAntonioBelum ada peringkat
- Canadá (Nueva Francia)Dokumen5 halamanCanadá (Nueva Francia)Daniel Apolos Zamora VasquezBelum ada peringkat
- Empal MeDokumen14 halamanEmpal MeAbel Trabol100% (1)
- Ecoturismo Tayrona: Análisis DOFA y estrategias para implementaciónDokumen11 halamanEcoturismo Tayrona: Análisis DOFA y estrategias para implementaciónLuz Andrea GonzalezBelum ada peringkat
- Guia Santillana 6 Profesor PDF Aprendizaje Plan de EstudiosDokumen1 halamanGuia Santillana 6 Profesor PDF Aprendizaje Plan de Estudioselizabeth rodriguez chavarria0% (1)