Medição Dimensional: Introdução à Metrologia
Diunggah oleh
Antonio Carlos BassoDeskripsi Asli:
Judul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Medição Dimensional: Introdução à Metrologia
Diunggah oleh
Antonio Carlos BassoHak Cipta:
Format Tersedia
CT 112 Metrologia
CT 112 METROLOGIA
APRESENTAO
A metrologia uma cincia que se aplica a todas as grandezas que podem ser determinadas,
ou, em outras palavras, a cincia das medidas e das medies.
Desta forma, ela trata dos conceitos bsicos, dos mtodos, dos erros e sua propagao, das
unidades e dos padres envolvidos na quantificao de grandezas fsicas, bem como da
caracterizao do comportamento esttico e dinmico dos sistemas de medio.
Apenas com estas definies possvel perceber a importncia da metrologia no cotidiano
das atividades industriais, onde se mede, verifica-se, anota-se, confere-se e controla-se.
Sendo assim, esse texto foi preparado para possibilitar o estudo dos principais instrumentos
e procedimentos de medio.
Para uma melhor compreenso dos assuntos, o contedo apresentado de forma simples,
com muitas ilustraes (principalmente fotografias) e exerccios propostos e resolvidos. Ao final de
cada captulo, como padro do Projeto Multifuno, o leitor encontra um questionrio que, na
realidade, um guia de estudos.
O texto foi estruturado da seguinte maneira:
O Captulo 1 dedicado aos conceitos bsicos da metrologia, considerando-se diversos
aspectos de grande importncia, tais como os tipos de medies, a terminologia usual e sistema de
unidades.
Por outro lado, o objetivo do Captulo 2 o de descrever o mais elementar instrumento de
medio utilizado nas oficinas, ou seja, a rgua graduada (escala), bem como os seus tipos e
aplicaes. Adicionalmente, so citadas as trenas.
Os Captulos 3 e 4 descrevem os paqumetros e micrmetros, respectivamente, bem como
os seus tipos e usos.
O Captulo 5, por sua vez, descreve os relgios comparadores, seus tipos e usos, incluindo
os apalpadores e os medidores internos com relgio (sbito).
No Captulo 6 so apresentados os vrios tipos e formas de uso dos instrumentos dedicados
verificao e controle dimensionais.
No Captulo 7 se analisa o gonimetro, instrumento empregado para medir ou verificar
ngulos.
No Captulo 8 so abordados o conceito de torque de aperto de parafusos e a ferramenta para
executar esta funo adequadamente, a qual conhecida por torqumetro.
O Captulo 9 apresenta os manmetros, os quais so instrumentos destinados medio da
presso.
Finalizando, ressalta-se que o monitoramento da temperatura fundamental praticamente
em qualquer atividade industrial. Desta forma, o Captulo 10 apresenta os diversos conceitos,
termos e definies relacionadas com a termometria, bem como os termmetros de contato.
CT 112 METROLOGIA
NDICE
CAPTULO 1: INTRODUO A METROLOGIA ____________________________________ 1
RESUMO __________________________________________________________________________ 1
1.0 - INTRODUO _________________________________________________________________ 1
2.0 - MEDIO _____________________________________________________________________ 1
3.0 TERMINOLOGIA TIL _________________________________________________________ 1
4.0 CONSIDERAES GERAIS _____________________________________________________ 2
5.0 VERIFICAO E CONTROLE___________________________________________________ 2
6.0 - SISTEMAS DE MEDIDAS________________________________________________________ 2
QUESTIONRIO ___________________________________________________________________ 4
CAPTULO 2: RGUAS E TRENAS _______________________________________________ 5
RESUMO __________________________________________________________________________ 5
1.0 - INTRODUO _________________________________________________________________ 5
2.0 RGUA GRADUADA ___________________________________________________________ 5
2.1 Consideraes Gerais ___________________________________________________________________
2.2 Tipos________________________________________________________________________________
2.3 Leitura das Rguas _____________________________________________________________________
2.4 - Caractersticas_________________________________________________________________________
2.5 - Conservao __________________________________________________________________________
5
5
6
7
7
3.0 - TRENAS _______________________________________________________________________ 7
4.0 METRO ARTICULADO _________________________________________________________ 9
QUESTIONRIO ___________________________________________________________________ 9
EXERCCIOS PROPOSTOS __________________________________________________________ 9
CAPTULO 3: PAQUMETROS __________________________________________________ 11
RESUMO _________________________________________________________________________ 11
1.0 - INTRODUO ________________________________________________________________ 11
2.0 PARTES COMPONENTES______________________________________________________ 11
3.0 TIPOS E USOS ________________________________________________________________ 12
3.1 - Paqumetro Universal __________________________________________________________________ 12
3.2 - Paqumetro Universal com Relgio _______________________________________________________ 13
3.3 - Paqumetro de Profundidade_____________________________________________________________ 14
CT 112 METROLOGIA
3.5 - Paqumetro Digital ____________________________________________________________________ 14
3.5 - Traador de Altura ____________________________________________________________________ 15
4.0 - PRINCPIO DO NNIO_________________________________________________________ 15
5.0 LEITURA NO SISTEMA MTRICO _____________________________________________ 16
6.0 LEITURA NO SISTEMA INGLS________________________________________________ 17
6.1 Polegada Milesimal ___________________________________________________________________ 17
6.2 Frao de Polegada ___________________________________________________________________ 18
7.0 LEITURA DE PAQUMETRO COM RELGIO ___________________________________ 20
8.0 ERROS DE LEITURA __________________________________________________________ 20
8.1 Erros de Paralaxe _____________________________________________________________________ 20
8.2 Erros Devido Presso de Medio ______________________________________________________ 21
9.0 TCNICAS DE UTILIZAO___________________________________________________ 21
10.0 CONSERVAO _____________________________________________________________ 24
QUESTIONRIO __________________________________________________________________ 24
EXERCCIOS PROPOSTOS _________________________________________________________ 26
CAPTULO 4: MICRMETROS__________________________________________________ 30
RESUMO _________________________________________________________________________ 30
1.0 - INTRODUO ________________________________________________________________ 30
2.0 PARTES COMPONENTES______________________________________________________ 30
3.0 TIPOS E USOS ________________________________________________________________ 31
3.1 Micrmetro Para Medies Externas ______________________________________________________
3.2 Micrmetro de Profundidade ____________________________________________________________
3.3 Micrmetro de Trs Contatos Para Medidas Internas _________________________________________
3.4 - Micrmetro de Dois Contatos Para Medidas Internas _________________________________________
3.3.1 Micrmetro tubular________________________________________________________________
3.3.2 Micrmetro do tipo paqumetro ________________________________________________________
3.4 Micrmetros Para Aplicaes Especficas __________________________________________________
3.4.1 Micrmetro com contato em forma de V _______________________________________________
3.4.2 - Micrmetro com disco nas hastes _____________________________________________________
3.4.3 Micrmetro para medio de roscas ___________________________________________________
3.4.4 Micrmetro para medir parede de tubos________________________________________________
3.4.5 Micrmetro com contador mecnico __________________________________________________
3.4.6 Micrmetro com arco profundo ______________________________________________________
3.5 Micrmetros Digitais __________________________________________________________________
31
32
33
34
34
35
35
35
35
35
36
36
36
36
4.0 LEITURAS NO MICRMETRO MTRICO_______________________________________ 37
4.1 Micrmetros Sem Nnio (Vernier) _______________________________________________________ 37
4.2 Micrmetros Com Nnio (Vernier) _______________________________________________________ 38
5.0 LEITURA DO MICRMETRO NO SISTEMA INGLS _____________________________ 39
5.1 Micrmetros Sem Nnio (Vernier) _______________________________________________________ 39
5.2 Micrmetros Com Nnio (Vernier) _______________________________________________________ 40
6.0 LEITURA DO MICRMETRO DE TRS CONTATOS PARA MEDIDAS INTERNAS___ 41
CT 112 METROLOGIA
7.0 LEITURA DOS MICRMETROS DO TIPO PAQUMETRO E DE PROFUNDIDADE___ 41
8.0 CALIBRAO ________________________________________________________________ 42
9.0 - CONSERVAO ______________________________________________________________ 43
QUESTIONRIO __________________________________________________________________ 43
EXERCCIOS PROPOSTOS _________________________________________________________ 44
CAPTULO 5: RELGIOS COMPARADORES _____________________________________ 49
RESUMO _________________________________________________________________________ 49
1.0 - INTRODUO ________________________________________________________________ 49
2.0 PRINCIPIO DE FUNCIONAMENTO DO RELGIO COMPARADOR ________________ 49
3.0 PARTES COMPONENTES DO RELGIO COMPARADOR _________________________ 49
4.0 MODELOS DE RELGIOS COMPARADORES ___________________________________ 51
5.0 SUPORTES PARA RELGIOS __________________________________________________ 52
6.0 ACESSRIOS PARA OS RELGIOS COMPARADORES___________________________ 54
7.0 APLICAES DOS RELGIOS _________________________________________________ 54
8.0 - EXECUO DE LEITURAS COM O RELGIO COMPARADOR ____________________ 56
9.0 CONSERVAO DOS RELGIOS ______________________________________________ 58
10.0 - MEDIDORES INTERNOS COM RELGIO (SBITOS) ____________________________ 58
11.0 RELGIOS APALPADORES___________________________________________________ 60
11.1 Partes Componentes __________________________________________________________________ 60
11.2 Exemplos de Aplicaes ______________________________________________________________ 61
11.3 Conservao dos relgios apalpadores____________________________________________________ 62
REFERNCIAS BIBLIOGRFICAS __________________________________________________ 62
QUESTIONRIO __________________________________________________________________ 62
EXERCCIOS PROPOSTOS _________________________________________________________ 63
CAPTULO 6: INSTRUMENTOS DE VERIFICAO E CONTROLE __________________ 65
RESUMO _________________________________________________________________________ 65
1.0 - INTRODUO ________________________________________________________________ 65
2.0 CALIBRADORES PASSA/NO-PASSA ___________________________________________ 65
3.0 CALIBRADOR TAMPO_______________________________________________________ 66
4.0 CALIBRADOR DE ROSCA _____________________________________________________ 67
5.0 CALIBRADOR DE BOCA ______________________________________________________ 68
CT 112 METROLOGIA
6.0 - VERIFICADORES DE FOLGA __________________________________________________ 68
7.0 - ESCANTILHES ______________________________________________________________ 69
8.0 VERIFICADORES DE RAIOS ___________________________________________________ 69
9.0 - VERIFICADORES PARA PASSOS E PERFIL DE ROSCAS__________________________ 70
10.0 VERIFICADORES DE PARA CHAPAS E ARAMES _______________________________ 70
11.0 VERIFICADORES TELESCPICOS ____________________________________________ 70
12.0 VERIFICADORES PARA PEQUENOS FUROS ___________________________________ 72
13.0 COMPASSOS DE VERIFICAO ______________________________________________ 72
14.0 OUTROS TIPOS DE CALIBRADORES __________________________________________ 74
REFERNCIAS BIBLIOGRFICAS __________________________________________________ 74
QUESTIONRIO __________________________________________________________________ 74
CAPTULO 7: GONIMETRO ___________________________________________________ 76
RESUMO _________________________________________________________________________ 76
1.0 - INTRODUO ________________________________________________________________ 76
2.0 TIPOS E PARTES COMPONENTES _____________________________________________ 76
2.1 Gonimetro Simples___________________________________________________________________ 76
2.2 Gonimetro de Preciso ________________________________________________________________ 77
2.3 Gonimetro Digital ___________________________________________________________________ 78
3.0 LEITURA DO GONIMETRO __________________________________________________ 78
4.0 - CONSERVAO ______________________________________________________________ 80
REFERNCIA BIBLIOGRFICA ____________________________________________________ 80
QUESTIONRIO __________________________________________________________________ 80
EXERCCIOS PROPOSTOS _________________________________________________________ 80
CAPTULO 8: TORQUMETROS_________________________________________________ 82
RESUMO _________________________________________________________________________ 82
1.0 - INTRODUO ________________________________________________________________ 82
2.0 CONCEITO DE TORQUE ______________________________________________________ 82
3.0 SURGIMENTO DE TENSES CONFORME O TORQUE APLICADO ________________ 83
4.0 TIPOS DE TORQUMETROS ___________________________________________________ 83
5.0 TORQUMETRO DE VARETA __________________________________________________ 83
6.0 TORQUMETROS DE RELGIO________________________________________________ 84
CT 112 METROLOGIA
7.0 - TORQUMETRO DE ESTALO __________________________________________________ 86
8.0 TORQUMETRO DE GIRO LIVRE OU DE ESCAPE _______________________________ 87
9.0 OUTROS TIPOS DE TORQUMETROS __________________________________________ 88
9.1 - Torqumetro axial _____________________________________________________________________ 88
9.2 - Torqumetro eletrnicos e digitais ________________________________________________________ 89
10.0 MULTIPLICADORES DE TORQUE ____________________________________________ 90
11.0 ADAPTADORES OU EXTENSES _____________________________________________ 91
12.0 ESCOLHA DO TORQUMETRO _______________________________________________ 92
13.0 CALIBRAO DE TORQUMETROS __________________________________________ 92
14.0 PROCEDIMENTOS PARA O APERTO DE JUNES PARAFUSADAS COM UM
TORQUMETRO __________________________________________________________________ 93
15.0 PRECAUES PARA A UTILIZAO DE TORQUMETROS _____________________ 94
REFERNCIAS BIBLIOGRFICAS __________________________________________________ 95
QUESTIONRIO __________________________________________________________________ 95
CAPTULO 9: MANMETROS __________________________________________________ 97
RESUMO _________________________________________________________________________ 97
1.0 - INTRODUO ________________________________________________________________ 97
2.0 - ESCALAS DE PRESSO ________________________________________________________ 97
3.0 - MANMETROS _______________________________________________________________ 97
4.0 MANMETRO DE DIAFRAGMA - PRINCPIO DE FUNCIONAMENTO _____________ 97
5.0 INSTALAO ________________________________________________________________ 99
6.0 VANTAGENS E DESVANTAGENS ______________________________________________ 99
QUESTIONRIO __________________________________________________________________ 99
CAPTULO 10: TEMPERATURA _______________________________________________ 101
RESUMO ________________________________________________________________________ 101
1.0 - INTRODUO _______________________________________________________________ 101
2.0 - ESCALAS DE TEMPERATURA ________________________________________________ 101
3.0 - DILATAO TRMICA_______________________________________________________ 102
4.0 EQUILIBRIO TRMICO ______________________________________________________ 102
5.0 - TERMMETRO DE LQUIDO EM VIDRO ______________________________________ 102
6.0 - TERMMETRO BIMETLICO ________________________________________________ 102
QUESTIONRIO _________________________________________________________________ 103
CT 112 METROLOGIA
ANEXO: RESPOSTAS DOS EXERCCIOS PROPOSTOS____________________________ 104
RESUMO ________________________________________________________________________ 104
CAPTULO 2 _____________________________________________________________________ 104
CAPTULO 3 _____________________________________________________________________ 104
CAPTULO 4 _____________________________________________________________________ 104
CAPTULO 5 _____________________________________________________________________ 105
CAPTULO 7 _____________________________________________________________________ 105
CAPTULO 9 _____________________________________________________________________ 105
CAPTULO 10 ____________________________________________________________________ 105
CT 112 METROLOGIA
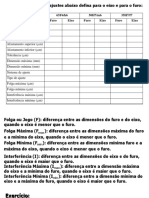
"A tolerncia est relacionada ao fato de no se conseguir
fabricar coisas exatas, j a incerteza est relacionada ao
fato de no se conseguir medir tais coisas de maneira
exata. A boa medio no a que apresenta a menor
incerteza, e sim a que apresenta uma incerteza adequada,
para uma deciso correta. "
Camila Oliveira Leopoldo
Gerente Qualidade
CCM - Centro de Confiabilidade Metrolgica
CT 112 METROLOGIA
CAPTULO 1: INTRODUO A METROLOGIA
RESUMO
Este captulo se dedica aos conceitos bsicos
da metrologia, considerando-se diversos aspectos de
grande importncia, tais como os tipos de medies, a
terminologia usual e sistema de unidades.
1.0 - INTRODUO
A metrologia uma cincia que se aplica a
todas as grandezas que podem ser determinadas, ou,
em outras palavras, a cincia das medidas e das
medies.
Desta forma, ela trata dos conceitos bsicos,
dos mtodos, dos erros e sua propagao, das
unidades e dos padres envolvidos na
quantificao de grandezas fsicas, bem como da
caracterizao do comportamento esttico e dinmico
dos sistemas de medio.
Neste contexto, o operador , talvez, o
elemento mais importante e a parte inteligente na
apreciao de medidas.
De sua habilidade depende, em grande escala,
a preciso conseguida. Um bom operador servindo-se
de instrumentos relativamente dbeis, consegue
melhores resultados do que um inbil com excelentes
instrumentos. Portanto, o operador conhecer
perfeitamente os instrumentos que utiliza, ter iniciativa
para adaptar o mtodo aconselhvel s circunstncias e
possuir conhecimento suficiente para interpretar os
resultados encontrados.
2.0 - Medio
A medio divide-se em:
a) Medio Direta, a qual consiste em
avaliar a grandeza e medir, por
comparao direta com instrumentos ,
aparelhos e mquinas de medir; e,
b) Medio Indireta, a qual consiste em
determinar a grandeza de uma pea
com relao outra, de padro ou
dimenso aproximada.
Naturalmente, ao se medir por uma das
maneiras citadas ocorrero imprecises, o que permite
definir novos termos, ou seja:
a) erro a diferena entre o valor real e o
medido;
b) erros grosseiros que, normalmente,
decorrem da falta de ateno ou de
experincia da pessoa que est fazendo a
medio;
c) erros sistemticos: fixada uma maneira
de medir a grandeza, os erros
sistemticos aparecero em todas as
medidas e sempre com o mesmo valor.
Decorrem,
normalmente,
de
imperfeies no instrumento de medidda,
do mtodo utilizado e do prprio
observador. Como exemplos tem-se os
erros de calibrao e os do aparelho de
medida, entre outros;
d) erros acidentais ou aleatrios: podem
ser avaliados de acordo com o desvio
padro calculado a partir de um universo
de medidas. Decorrem de causas
indeterminadas e afetam as medidas de
modo imprevisvel. Aparecem de forma
aleatria para cada medio. Como
exemplos, tem-se os erros por variaes
nas condies de medida e os de
julgamento do operador;
e) incerteza indica genericamente a
presena de erro em resultados, ou seja,
o resultado real ou correto deve estar
dentro da faixa delimitada pela incerteza.
A medio o processo de comparar duas
grandezas da mesma espcie, tomada como unidade
padro.
Observa-se que, para toda grandeza, existe um
padro correspondente, ou seja, para o tempo,
velocidade, luminosidade, fora, comprimento, etc.
Como exemplos de medio tem-se:
a) Comparar 1 kg de uma massa qualquer
com o quilo padro;
b) Comparar um litro de um lquido
qualquer com o litro padro;
c) Comparar
uma
unidade
de
3.0 TERMINOLOGIA TIL
comprimento com o comprimento
Existem vrios termos no universo da
correspondente, ou seja comparar um
metrologia que so convenientes conhecer. Os de
metro com o metro padro ou uma
polegada com a polegada padro.
maior interesse so os seguintes:
________________________________________________________________________________________________
Captulo 1: Introduo a Metrologia - 1
CT 112 METROLOGIA
a) aferio
ou
calibrao
o
procedimento metrolgico que consiste
em estabelecer a correspondncia entre
os valores indicados por um
instrumento e os valores verdadeiros ou
corretos correspondentes grandeza
medida;
b) confiabilidade metrolgica indica o
grau de confiana que pode ser
associado ao resultado de um processo
metrolgico;
c) instrumentao o conjunto de
tcnicas e instrumentos usados para
observar, medir, registrar, controlar e
atuar em fenmenos fsicos. Preocupase com o estudo, desenvolvimento,
aplicao e operao dos instrumentos;
d) resoluo a menor entrada que
aplicada a um instrumento resulta em
uma sada visvel na leitura. Por
exemplo, a menor tenso que
aplicada a um voltmetro resulta em um
deslocamento visvel do ponteiro;
e) acuracidade ou exatido o quanto a
graduao do instrumento se aproxima
do padro real;
f) preciso indica a disperso dos
resultados em torno de um valor de
referncia, ou seja, a medida da
variabilidade de um processo de
medio de qualquer grandeza.
normalmente dada por duas vezes o
desvio padro de um conjunto de
medidas. Quanto menor o desvio
padro
maior
a
preciso
do
instrumento. Se h repetibilidade nos
resultados, h preciso;
g) leitura a menor subdiviso de uma
grandeza que o instrumento permite
ler, sem interpolaes;
h) sensibilidade a capacidade do
equipamento de medida acusar uma
variao dinmica da grandeza medida.
4.0 CONSIDERAES GERAIS
Algumas normas de procedimento so
importantes quando se realizam medies, ou seja,
necessrio:
g) conhecer a finalidade de medida;
h) empregar o instrumento adequado;
i) domnio sobre o instrumento.
Alm disto, deve-se evitar:
a) Choques, quedas, arranhes, oxidao e
sujeira nos instrumentos;
b) Misturar instrumentos, principalmente com
ferramentas;
c) Cargas excessivas no uso, medir
provocando atrito entre a pea e os
instrumentos;
d) Medir peas cuja temperatura esteja fora
da temperatura de referncia;
e) Medir peas pouco precisas com
instrumentos caros.
Alguns cuidados so importantes no manuseio
de equipamentos e realizao das medies, ou seja,
sempre que possvel:
a) usar proteo de madeira, borracha ou
feltro, para apoiar os instrumentos;
b) deixar a pea atingir a temperatura
ambiente antes de toc-la com o
instrumento de medio.
5.0 VERIFICAO E CONTROLE
A verificao feita em funo da medio,
ou seja, comparam-se os valores obtidos na medio
com o desenho, com a norma ou com a fonte de
informao correspondente. Nela, fazem-se as
anotaes dos valores obtidos na medio, do tipo e
preciso do instrumento de medida utilizado, das
condies de superfcie em medio, das condies do
ambiente e outras situaes que afetam diretamente a
medio.
Mede-se, verifica-se, anota-se, confere-se e
controla-se.
O controle, por outro lado, um fator
importante na reduo das despesas gerais e no
acrscimo da produtividade. Ele consiste da relao e
da determinao dos padres dos mtodos de medio,
bem como dos equipamentos (paqumetro, micrmetro,
relgio e dispositivo de medio, etc.), dos relatrios
de medio, das comunicaes, dos controles
estatsticos dos controles dos fornecedores, da
assistncia tcnica e, enfim, do controle de qualidade,
que deve ser praticado pelo profissional.
6.0 - SISTEMAS DE MEDIDAS
a) tranqilidade;
b) limpeza;
O sistema oficialmente adotado hoje no Brasil,
e na maioria dos paises, o Sistema Internacional de
c) cuidado;
d) pacincia;
Unidades (SI) estabelecido em 1960, atravs 11
Conferncia Geral de Pesos e Medidas (CGPM), com
e) senso de responsabilidade;
f) sensibilidade;
base no Sistema Mtrico Decimal.
________________________________________________________________________________________________
Captulo 1: Introduo a Metrologia - 2
CT 112 METROLOGIA
No SI, a unidade fundamental de comprimento
o metro, que pode ser utilizado com seus mltiplos e
submltiplos como mostrado a seguir:
Normalmente, os mltiplos so utilizados para
indicar grandes comprimentos, enquanto os
submltiplos, os pequenos.
Para medidas menores que o milmetro, ou
seja onde se exige preciso, utiliza-se:
1 dcimo de milmetro
1 centsimo de milmetro
1 mcron ()
1 angstrn ()
=
=
=
=
10-4 m
10-5 m
10-6 m
10-10 m
Apesar de legalmente adotado, outros sistemas
de unidade so utilizados alm do SI na prtica.
No meio tcnico, principalmente, bastante
difundido o emprego do sistema ingls.
Note-se que ele tem sido usado por mais de
600 anos e tambm adotado pelas ex-colnias
inglesas, incluindo os Estados Unidos, embora com
pequenas modificaes.
Neste caso, as unidades de comprimento so a
milha (mile em ingls, representado por mi), a jarda
(yard em ingls, representado por yd), o p (foot em
ingls, representado por ft) e a polegada (inch em
ingls, representado por in ou por ). Desta forma, temse:
1 mi
1 yd
1 ft
=
=
=
1760 yd
3 ft
12 in = 12
1 in = 1
=
=
=
=
1,609344 km
91,44 cm
30,48 cm
25,4 mm
Tais fraes so obtidas dividindo-se ao meio
a unidade (polegada) e, depois, cada metade e assim
sucessivamente, como indica a figura.
Desta forma, as fraes de polegada s podem
possuir os denominadores: 2, 4, 8, 16, 32, 64 e 128.
A transformao de polegadas em milmetros
bastante simples, bastando empregar-se a regra de
trs. Por exemplo, para transformar 3/8 em
milmetros, tem-se que:
1"
=
25,4mm
"
8 ou x = 3 25,4 = 9,525
x
8
Portanto:
"
3
= 9,525 mm
8
Tambm se emprega a regra de trs para
transformar milmetros em polegadas como ilustrado
para 177,8 mm, ou seja:
x
1"
177,8
=
ou x =
= 7
25,4mm 177,8
25,4
Portanto:
177,8 mm = 7"
Se na transformao for encontrado um
nmero decimal, ele deve ser transformado em frao
de polegada, multiplicando-o por 128/128 e
simplificando a frao encontrada. Seja, por exemplo,
0,375, o qual ser
0,375
128 0,375 128
48 3
=
=
=
128
1
128 128 8
"
Se a medida em milmetros no exata ou se a
As polegadas e suas fraes so bastante
sua multiplicao por 128 for um nmero decimal,
empregadas principalmente em componentes ou
emprega-se aproximar o valor encontrado para o
elementos de mquinas e equipamentos.
inteiro mais prximo.
________________________________________________________________________________________________
Captulo 1: Introduo a Metrologia - 3
CT 112 METROLOGIA
QUESTIONRIO
1)
O que metrologia?
2)
Do que a metrologia trata?
3)
Qual a participao de operadores na
metrologia?
4)
O que medio?
5)
Como se divide a medio? Detalhe os tipos.
6)
O que erro de medio?
7)
O que so erros sistemticos? Exemplifique.
8)
O que so erros acidentais ou aleatrios?
Exemplifique.
9)
Defina o termo incerteza.
10) O que aferio?
11) Calibrao e aferio so sinnimos?
12) O que confiabilidade metrolgica?
13) Defina o termo instrumentao.
14) O que resoluo?
15) O que exatido?
16) Qual o seu sinnimo para o termo
exatido?
17) O que preciso?
18) Defina leitura.
19) O que sensibilidade?
20) Quais so as normas importantes de
procedimento quando se realizam medies?
21) Quais fatores devem ser evitados em
medies?
22) Quais os cuidados devem ser tomados no
manuseio dos equipamentos e realizao de
medies?
23) O que verificao?
24) O que se faz na verificao?
25) Em que consiste o controle?
26) Qual o sistema de medidas oficialmente
adotado no Brasil na atualidade?
27) Qual
a
unidade
comprimento no SI?
fundamental
de
28) Mostre como se utilizam os mltiplos e
submltiplos da unidade fundamental de
uma grandeza no SI.
29) Qual outro sistema de medidas bastante
utilizado no meio tcnico?
30) Quais so as unidades de comprimento neste
sistema?
31) Como tais unidades se relacionam com as do
sistema mtrico decimal?
32) Como se dividem as fraes de polegada?
33) Como
transformar
milmetros?
polegadas
em
34) Como
transformar
polegadas?
milmetros
em
________________________________________________________________________________________________
Captulo 1: Introduo a Metrologia - 4
CT 112 METROLOGIA
CAPTULO 2: RGUAS E TRENAS
RESUMO
O objetivo deste captulo o de descrever o
mais elementar instrumento de medio utilizado nas
oficinas, ou seja, a rgua graduada (escala), bem como
os seus tipos e aplicaes. Adicionalmente, so citadas
as trenas.
Utiliza-se a rgua graduada nas medies com
erro admissvel superior menor graduao, a qual,
normalmente, igual a 0,5 mm ou 1/32.
As rguas graduadas apresentam diversos
tamanhos, sendo as mais comuns as de 150 mm
(aproximadamente 6) e as de 300 mm
(aproximadamente 12).
1.0 - INTRODUO
2.2 Tipos
A rgua graduada (escala), o metro articulado
e a trena constituem-se no mais elementar instrumento
de medio utilizado nas oficinas e empregada para
medidas lineares quando no h exigncia de grande
preciso.
Existem vrios tipos de rgua graduada, tais
como:
a) Rgua de encosto interno: Destinada a
medies que apresentem faces internas de
referncia;
2.0 RGUA GRADUADA
2.1 Consideraes Gerais
A rgua graduada pode ser descrita como
uma lmina de ao carbono ou inoxidvel. Nessa
lmina esto gravadas as medidas em centmetro (cm)
e milmetro (mm) de acordo com o sistema mtrico
e/ou em polegada e suas fraes, conforme o sistema
ingls, para que seja completa e tenha carter universal.
Figura 3 Rgua de encosto interno.
b) Rgua sem encosto;
Figura 4 Rgua sem encosto.
c) Rgua de profundidade: Utilizada nas
medies de canais ou rebaixos internos;
Figura 1 Exemplo de rgua graduada.
Figura 2 Escalas graduadas.
Figura 5 Rgua de profundidade.
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 5
CT 112 METROLOGIA
Alm destes, existem vrios outros tipos, tais
como: a rgua com encosto destinada medio de
comprimento a partir de uma face externa utilizada
como encosto e rgua de dois encostos, que dotada
de duas escalas: uma com referncia interna e outra
com referncia externa, entre outros.
No exemplo da figura 7 tem-se:
2.3 Leitura das Rguas
Portanto, o valor da medio :
Como citado anteriormente, as graduaes das
escalas das rguas podem ser no sistema ingls ou
mtrico.
No sistema ingls, tal graduao efetuada
dividindo-se a polegada em 2, 4, 8 e 16 partes iguais,
existindo em alguns casos escalas com 32 divises. No
sistema mtrico, por outro lado, a graduao da escala
consiste em dividir 1cm em 10 partes iguais. A figura 6
ilustra o exposto.
a) Polegadas inteiras = 4;
b) 11 divises de 1/16 entre 4 e o ponto
da medio = 11 x 1/16 = 11/16;
c) Valor final da leitura = 4 + 11/16
Na medio com rgua graduada no sistema
mtrico, verifica-se o valor inteiro do centmetro,
acrescentando-se os milmetros entre ele e o ponto de
leitura, como esclarece a figura 8.
a) Polegadas.
Figura 8 Exemplo de medio com a rgua graduada
no sistema mtrico.
No exemplo da figura 8 tem-se:
a) Centmetros = 5;
b) 8 divises de 1 mm entre 5 cm e o ponto
da medio = 8 mm = 0,8 cm
c) Valor final da leitura = 5 + 0,8.
b) Sistema mtrico.
Portanto, o valor da medio :
Figura 6 Graduao de rguas.
5,8 cm ou 58 mm.
A medio com uma rgua no sistema ingls,
portanto, deve ser feita observando-se o valor inteiro
da polegada e acrescentando-se as demais fraes entre
ele e o ponto de leitura, como exemplifica a figura 7.
Observa-se que, para a utilizao de rgua
com encosto, ele deve encostar-se a um ponto de
referncia fixo, como ilustrado na figura 9.
Figura 9 Exemplo de utilizao correta de rgua de
Figura 7 Exemplo de medio com a rgua graduada
encosto.
em polegadas.
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 6
CT 112 METROLOGIA
As figuras a seguir apresentam alguns
exemplos de uso das rguas.
As rguas de manuseio constante devem ser
de ao inoxidvel ou de metais tratados termicamente.
necessrio que os traos da escala sejam gravados,
bem definidos, uniformes, eqidistantes e finos.
A retitude e o erro mximo admissvel das
divises obedecem a normas internacionais.
2.5 - Conservao
Para a boa conservao da rgua, deve-se:
a) evitar que ela caia;
b) evitar flexion-la ou torc-la, para que no
se empene ou quebre;
c) limp-la com estopa aps o uso;
d) proteg-la contra a oxidao usando leo,
quando necessrio.
3.0 - TRENAS
A trena um instrumento de medio
composto por uma fita de ao, fibra ou tecido,
graduada em uma ou em ambas as faces, no sistema
mtrico e/ou no sistema ingls, ao longo de seu
comprimento, com traos transversais.
Figura 11 Fita de uma trena com escalas.
As trenas podem ser de bolso ou de grande
extenso.
No caso das trenas de bolso, as suas fitas so
em ao fosfatizado ou esmaltado, especialmente
Figura 10 Exemplos de uso de rguas.
fabricadas para serem acondicionadas em forma de rolo
dentro de estojos de fcil transporte e apresentam, em
2.4 - Caractersticas
geral, largura de 12,7 mm e comprimento entre 2 m e 5
De modo geral, uma rgua de qualidade deve
m.
apresentar bom acabamento, bordas retas e bem
Em geral, a fita est acoplada a um estojo ou
definidas e faces polidas.
suporte dotado de um mecanismo que permite recolher
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 7
CT 112 METROLOGIA
a fita de modo manual ou automtico. Tal mecanismo,
por sua vez, pode ou no ser dotado de trava. Alm
disto, elas apresentam uma ala para fixar a trena na
cinta ou na cintura da cala.
Figura 14 Trena de grande extenso.
As figuras a seguir apresentam alguns
exemplos de uso das trenas.
Figura 12 Trena de bolso.
Note-se que, na extremidade da trena, h um
gancho para medidas internas e externas.
Figura 13 Detalhe do encosto das trenas.
As trenas de grande extenso so fabricadas
em fibra de vidro ou tecido e possuem comprimentos
Figura 12 Exemplos de medies com trena.
de 10 at 75 metros.
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 8
CT 112 METROLOGIA
4.0 METRO ARTICULADO
O metro articulado um instrumento de
medio linear, fabricado de madeira, alumnio ou
fibra e podem ter comprimentos de 1 m e 2 m.
3) Quais os tamanhos das rguas graduadas mais
comuns?
4) Qual o emprego de uma rgua com encosto
interno?
5) Qual o emprego
profundidade?
de
uma
rgua
de
6) Qual o emprego de uma rgua com encosto?
7) Qual o emprego de uma rgua com dois
encostos?
8) Como feita a graduao de uma rgua no
sistema ingls?
Figura 16 Metro articulado.
A leitura das escalas de um metro articulado
bastante simples, ou seja, faz-se coincidir o zero da
escala, isto , o topo do instrumento, com uma das
extremidades do comprimento a medir. O trao da
escala que coincidir com a outra extremidade indica a
medida. Como exemplo, na figura 17, a seta vermelha
indica a medida, ou seja, 2,7 cm ou 27 mm.
9) Como feita a graduao de uma rgua no
sistema mtrico?
10) Para evitar erros de medio como deve ser
utilizada uma rgua com encosto?
11) Como deve ser uma rgua de boa qualidade?
12) Quais as providncias para se conservar
adequadamente uma rgua?
13) O que trena?
14) Como so as fitas de uma trena de bolso?
15) O que um metro articulado?
16) Como conservar adequadamente um metro
articulado?
EXERCCIOS PROPOSTOS
1) Qual o valor aproximado do comprimento da pea
mostrada na figura?
Figura 17 Medio com o metro articulado.
Para a perfeita conservao deste instrumento,
deve-se:
a) Abri-lo de maneira correta;
b) Evitar que ele sofra quedas e choques; e,
c) Lubrificar suas articulaes.
QUESTIONRIO
1) Descreva uma rgua graduada.
2) Quando se utilizam as rguas graduadas em
medies?
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 9
CT 112 METROLOGIA
2) Quais so as leituras das medies mostradas nas
figuras a seguir?
3.3)
2.1)
2.2)
4) As figuras a seguir representam medies realizadas
em peas com uma rgua no sistema ingls. Efetuar a
leitura.
4.1)
3) As figuras a seguir representam medies realizadas
em peas com uma rgua no sistema mtrico. Efetuar a
leitura.
4.2)
3.1)
3.2)
4.3)
________________________________________________________________________________________________
Captulo 2: Rguas e Trenas - 10
CT 112 METROLOGIA
CAPTULO 3: PAQUMETROS
RESUMO
Este captulo descreve os paqumetros, seus
tipos e usos.
1.0 - INTRODUO
O paqumetro um instrumento para medir as
dimenses lineares internas, externas e de
profundidade de uma pea. Consiste em uma rgua
graduada, com encosto fixo, sobre a qual desliza um
cursor, o qual permite leituras de frao de milmetros
e de polegada, atravs de uma escala chamada Vernier
ou Nnio.
Utilizado para fazer medio, com rapidez, em
peas cujo grau de preciso aproximadamente at
0.02 milmetros, 1/128 ou 0.001.
As suas superfcies so planas e polidas, e o
instrumento geralmente feito de ao inoxidvel. Suas
graduaes so calibradas a 20 C.
2.0 PARTES COMPONENTES
O paqumetro com vernier ou nnio possui
duas partes principais, ou seja, o corpo fixo e o mvel
(cursor), como ilustra a figura 1.
Figura 1 Partes de um paqumetro.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 11
CT 112 METROLOGIA
Por outro lado, tais partes so compostas por:
a) Rgua graduada nos sistemas mtrico e
ingls;
b) Bico fixo com encosto de contato com a
pea para medir externamente;
c) Orelha fixa parte fixa de contato com a
pea para medir interno;
d) Vernier ou nnio com escala mtrica de 9
milmetros de comprimento e escala em
polegada com 8 divises. A figura 2
apresenta dois modelos de vernier em
paqumetros disponveis no mercado.
3.0 TIPOS E USOS
3.1 - Paqumetro Universal
O paqumetro universal utilizado em
medies internas, externas, de profundidade e de
ressaltos, constituindo-se no tipo mais comum.
Figura 3 Paqumetro universal.
Figura 2 Detalhe de dois modelos de vernier ou
nnio.
e) Bico mvel com encosto de contato com a
pea, para medir externamente;
f) Orelha mvel: parte mvel de contato com
a pea a medir internamente;
g) Haste de profundidade que est unida ao
cursor e serve para tomar medidas de
profundidade;
h) Parafuso fixador que possui a finalidade
de fixar o cursor e atua sobre a mola;
i) Mola: pequena lamina que atua eliminando
as folgas do cursor; e,
j) Impulsor serve de apoio para o dedo
Figura 4 Exemplos de medies externas com o
polegar para movimentar o cursor.
paqumetro universal.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 12
CT 112 METROLOGIA
3.2 - Paqumetro Universal com Relgio
O paqumetro universal com relgio acoplado
ao cursor facilita a leitura, agilizando a medio.
Figura 5 Exemplo de medies internas com o
paqumetro universal.
Figura 8 Paqumetro universal com relgio.
Figura 6 Exemplo de medies de profundidade com
o paqumetro universal.
Figura 9 Exemplos de medies externas com o
Figura 7 Exemplo de medies de ressaltos com o
paqumetro com relgio.
paqumetro universal.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 13
CT 112 METROLOGIA
Figura 12 Paqumetro digital.
Figura 10 Exemplos de medies internas com o
paqumetro universal.
3.3 - Paqumetro de Profundidade
Serve para medir a profundidade de furos no
vazados, rasgos, rebaixos etc.
Figura 11 Paqumetro de profundidade.
3.5 - Paqumetro Digital
Utilizado para leitura rpida, livre de erro de
Figura 13 Exemplos de medies externas com o
paralaxe e ideal para controle estatstico.
paqumetro digital.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 14
CT 112 METROLOGIA
Figura 14 Exemplo de medies interna com o
paqumetro digital.
Figura 15 Exemplo de medies de profundidade
com o paqumetro digital.
3.5 - Traador de Altura
O traador de altura baseia-se no mesmo
princpio de funcionamento do paqumetro,
apresentando a escala fixa com cursor na vertical.
empregado na traagem de peas, para facilitar o
processo de fabricao e, com auxlio de acessrios, no
controle dimensional.
Figura 17 Exemplos de aplicao do traador de
altura.
4.0 - PRINCPIO DO NNIO
O nnio ou vernier possui uma diviso a mais
que a unidade usada na escala fixa.
Figura 18 Divises.
Figura 16 Traador de altura.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 15
CT 112 METROLOGIA
No sistema mtrico, existem paqumetros em
que o nnio possui dez divises equivalentes a 9 mm.
Em outras palavras, entre as 10 divises da escala fixa
e as 10 da escala do nnio, existe uma diferena de 1
mm, quando o zero de ambas as escalas coincidem.
Como so 10 divises nas duas escalas, h,
portanto, uma diferena de 0,1 mm entre o primeiro
trao da escala fixa e o primeiro trao da escala mvel.
Essa diferena de 0,2 mm entre o segundo trao de
cada escala; de 0,3 mm entre o terceiros traos e assim
por diante.
Observe-se que, no caso analisado, a menor
medida de 0,1 mm para 10 divises, ou seja, a
resoluo de 0,1 mm.
Se o nnio, entretanto possui 20 divises:
Resoluo =
1 mm
= 0,05 mm
20 divises
E, se houver 50 divises:
Resoluo =
1 mm
= 0,02 mm
50 divises
Desta forma, para determinar a resoluo,
basta conhecer o nmero de divises.
Atentar para o fato de que, quanto menor for a
resoluo, mais precisa ser a medida.
5.0 LEITURA NO SISTEMA MTRICO
Figura 19 Diferenas entre traos.
Assim sendo, o 1 trao do nnio coincidir
com o da escala fixa, o paqumetro estar aberto em 0,1
mm, coincidindo o 2 trao com 0,2 mm, o 3 trao
com 0,3 mm e assim sucessivamente.
A diferena entre a escala fixa e a escala
mvel de um paqumetro podem ser calculadas pela
sua resoluo, ou seja, a menor medida que o
instrumento oferece.
Na escala fixa ou principal do paqumetro, a
leitura feita antes do zero do nnio corresponde
leitura em milmetro.
Em seguida, deve-se contar os traos do nnio
at o ponto em que um deles coincidir com um trao da
escala fixa.
Aps isto, adiciona-se o nmero lido na escala
fixa ao nmero lido no nnio.
Exemplo 1:
Seja a situao mostrada na figura 20, para um
paqumetro com escala fixa em centmetros.
Figura 20 Exemplo de leitura.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 16
CT 112 METROLOGIA
Como o nnio possui 10 divises, a resoluo
do paqumetro de 0,1 mm.
A leitura :
a) 1,2 cm, ou 12 mm, na escala fixa (em
verde);
b) 3 divises (em vermelho) de 0,1 mm de
resoluo = 0,3 mm do nnio;
c) Valor final de: 12 + 0,3 mm = 11,3 mm.
Portanto, o valor da medio :
12,3 mm ou 1,23 cm
Exemplo 2:
Seja a situao mostrada na figura 21, para um
paqumetro com escala em centmetro.
Figura 21 Exemplo de leitura.
Neste caso, como o nnio apresenta 20
divises, a resoluo 0,05 mm.
A leitura :
a) 4,6 cm, ou 46 mm, na escala fixa (em
verde);
b) 8 divises (em vermelho) de 0,1 mm de
resoluo = 0,8 mm do nnio;
c) Valor final de: 46 + 0,8 mm = 46,8 mm.
1 "
= 0,025
40
Nesta escala, o vernier ou nnio possui 25
divises, como ilustra a figura 22.
Portanto, o valor da medio :
46,8 mm ou 4,68 cm
6.0 LEITURA NO SISTEMA INGLS
6.1 Polegada Milesimal
No paqumetro em que se adota o sistema
ingls, cada polegada da escala fixa divide-se em 40
Figura 22 Vernier (nnio) com escala em polegada
partes iguais. Cada diviso corresponde a:
milesimal - Divises.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 17
CT 112 METROLOGIA
Sendo assim, a resoluo desse paqumetro :
0.025"
Resoluo =
= 0,001
40 divises
O procedimento para leitura o mesmo que
para a escala em milmetro, ou seja, contam-se as
unidades 0.025" que esto esquerda do zero (0) do
nnio e, a seguir, somam-se os milsimos de polegada
indicados pelo ponto em que um dos traos do nnio
coincide com o trao da escala fixa.
Exemplo:
Seja a situao mostrada na figura 23, para um
paqumetro com escala em polegada milesimal.
Figura 23 Exemplo de leitura.
Como visto, a resoluo :
Resoluo =
0.025"
= 0,001
40 divises
A leitura :
a) 1.00 na escala fixa (em verde);
b) 15 divises de 0.001 (em vermelho) de
resoluo = 0.015 do nnio;
c) Valor final de: 1.000 + 0.015 = 1.015.
Portanto, o valor da medio :
Figura 24 Divises.
1.015
6.2 Frao de Polegada
No sistema ingls ordinrio, a escala fixa do
paqumetro graduada em polegada e fraes de
polegada, possuindo 16 divises. Desta forma, cada
diviso igual a:
1"
16
Desta forma, a resoluo :
Resoluo =
1 "
1 "
16
=
8 divises
128
Portanto, uma diviso do nnio igual 1/128,
duas divises a 2/128 e assim por diante.
Os valores fracionrios de polegada so
complementados com o uso do nnio, o qual apresenta
Para a leitura deste paqumetro necessrio
8 divises.
adotar alguns passos, ou seja:
________________________________________________________________________________________________
Captulo 3: Paqumetros - 18
CT 112 METROLOGIA
10 passo - Verificar se o zero (0) do nnio coincide
com um dos traos da escala fixa. Se coincidir, fazer a
leitura somente na escala fixa.
Figura 26 Verificao do nnio.
3 passo - Verificar na escala fixa a primeira diviso
existente antes do zero (0) do nnio;
4 passo Multiplicar o nmero de divises da escala
fixa (3 passo) pelo numerador da frao escolhida (4
passo). Somar com a frao do nnio (2 passo) e fazer
a leitura final.
Figura 25 Exemplo de leitura.
Leitura =
3"
4
2 passo - Quando o zero (0) do nnio no coincidir,
verificar qual dos traos do nnio est nessa situao e
fazer a sua leitura;
Exemplo:
Seja a situao mostrada na figura 27, para um
paqumetro com escala em polegada fracionria.
Figura 27 Exemplo de leitura.
10 passo - O zero (0) do nnio no coincide com um
dos traos da escala fixa;
3 passo A primeira diviso do nnio a
imediatamente anterior a de 1/2, e, assim:
2 passo O trao do nnio coincide com um dos
3"
1"
1" 7"
;
=
;
Leitura da Escala Fixa =
traos da escala fixa em
64
2
16
16
________________________________________________________________________________________________
Captulo 3: Paqumetros - 19
CT 112 METROLOGIA
4 passo
em milmetros realizada no exemplo 1 do item 5.0,
pois a medio era a mesma (vide figura 20).
7"
3"
31 "
+
=
16
64
64
A leitura , portanto:
7.0 LEITURA DE PAQUMETRO COM RELGIO
31 "
64
Note-se
que
o
valor
obtido
,
aproximadamente, 12,3 mm, coincidindo com a leitura
O relgio deste tipo de paqumetro substitui o
nnio. A medio realizada adicionando-se a leitura
da escala fixa e a obtida no prprio relgio.
Note-se que a escala deste ltimo possui uma
determinada resoluo e, desta forma, o valor da leitura
deve ser multiplicado por ela.
Figura 28 Paqumetro com relgio.
No caso mostrado na figura 27, o relgio
possui resoluo de 0.001 e, sendo assim, as leituras
sero:
8.1 Erros de Paralaxe
Paralaxe a diferena aparente na localizao
de um corpo quando observado por diferentes ngulos.
a) 1.00 na escala fixa (em verde);
No caso dos paqumetros, os traos do nnio
b) 95 divises de 0.001 (em azul) de
se localizam sobre o cursor e, portanto, so mais
resoluo = 0.095 do nnio;
elevados que os traos da escala fixa.
c) Valor final de: 1.000" + 0.095" = 1.095".
Quando o instrumento lido em posio no
perpendicular
vista e estando sobrepostos os traos de
Portanto, o valor da medio :
ambas as escalas, cada um dos olhos projeta o do nnio
1.095
em posio oposta, ou seja, paralaxe. Naturalmente,
isto ocasiona um erro de leitura.
Observe-se que, nos instrumentos com
8.0 ERROS DE LEITURA
relgio, tambm possvel que este fenmeno ocorra.
Desta forma, para evitar a paralaxe,
Normalmente, ocorrem dois tipos de erros nas
necessrio que a leitura seja realizada com o
medies do paqumetro, ou seja, os de paralaxe e os
paqumetro em uma posio perpendicular aos olhos.
de presso de medio.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 20
CT 112 METROLOGIA
8.2 Erros Devido Presso de Medio
O erro de presso de medio origina-se no
jogo do cursor, controlado por uma mola. Pode ocorrer
uma inclinao do cursor em relao rgua, o que
altera a medida.
Figura 29 Exemplo de jogo do cursor.
Para se deslocar com facilidade sobre a rgua,
o cursor deve estar bem regulado, ou seja, nem muito
preso, nem muito solto.
Desta forma, caso exista uma folga anormal e
se houverem parafusos de regulagem do cursor, devese regular a sua mola, girando-os at encostar no fundo
e, em seguida, retornando 1/8 de volta
aproximadamente.
Ao iniciar uma medio, importante abrir o
paqumetro com uma distncia maior que a dimenso
do objeto a ser medido, com o encosto fixo tocando
uma das extremidades da pea.
Figura 31 Abertura do paqumetro.
Ao fech-lo para executar a medio, mover o
cursor suavemente at que o encosto mvel toque a
outra extremidade da pea.
Figura 30 Parafusos de regulagem do cursor.
Aps esse ajuste, o movimento do cursor deve
ser suave, porm sem folga.
Figura 32 Fechamento do paqumetro.
Aps a realizao da medida, o paqumetro
deve ser aberto e a pea retirada, sem que os encostos a
toquem.
Na realizao de medidas muito importante
De forma a manipular adequadamente os
o posicionamento do paqumetro, de forma a evitar
paqumetros, necessrio que os seus encostos estejam
erros. Quanto a isto, uma atitude bsica colocar
limpos e que a pea a ser medida esteja posicionada
sempre perpendicular superfcie a ser medida.
corretamente entre tais encostos.
________________________________________________________________________________________________
9.0 TCNICAS DE UTILIZAO
Captulo 3: Paqumetros - 21
CT 112 METROLOGIA
Alm disto, nas medidas externas, deve-se
atentar para que a pea a ser medida seja colocada o
mais profundamente possvel entre os bicos de
medio para evitar qualquer desgaste em suas pontas.
As figuras mostram outros tipos de erro de
posicionamento do paqumetro em medies externas.
Figura 34 Erro de posicionamento.
a) Errado
a) Errado.
b) Certo
b) Certo.
Figura 35 Posicionamento na medio de dimetro
Figura 33 Posicionamento do paqumetro.
externo.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 22
CT 112 METROLOGIA
Nas medidas internas, as garras devem ser
colocadas o mais profundamente possvel.
As figuras a seguir mostram outros tipos de
erro de posicionamento do paqumetro em medies
externas.
a) Errado.
a) Errado.
b) Certo
b) Certo.
Figura 36 Posicionamento das garras do paqumetro.
c) Errado
Neste caso, o paqumetro tambm deve estar
Figura 37 Posicionamento na medio de dimetro
sempre paralelo pea que estsendo medida.
interno.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 23
CT 112 METROLOGIA
a) Errado.
a) Errado.
b) Certo
Figura 39 Posicionamento na medio de
profundidade.
10.0 CONSERVAO
Para a boa conservao dos paqumetros,
deve-se:
a)
b) Certo.
Figura 38 Posicionamento na medio de dimetro
interno.
Manejar o paqumetro sempre com todo
cuidado, evitando choques;
b) No deixar o paqumetro em contato com
outras ferramentas, o que pode lhe causar
danos;
c) Evitar arranhaduras ou entalhes, pois isso
prejudica a graduao;
d) Ao realizar a medio, no pressionar o cursor
alm do necessrio;
e) Limpar e guardar o paqumetro em local
apropriado, aps sua utilizao.
QUESTIONRIO
Nas medidas de profundidade, por outro lado,
1) O que paqumetro?
deve-se apoiar o paqumetro corretamente sobre a pea,
evitando que ele fique inclinado.
2) De que consiste um paqumetro?
________________________________________________________________________________________________
Captulo 3: Paqumetros - 24
CT 112 METROLOGIA
3) Para que um paqumetro utilizado?
4) Como so as superfcies de um paqumetro?
5) Quais so as partes de um paqumetro?
6) Descreva cada uma das partes.
7) Quais so os tipos de paqumetros?
8) Qual a utilizao do paqumetro universal?
9) Qual a parte do paqumetro universal que deve
ser empregada em medies externas?
10) Qual a parte do paqumetro universal que deve
ser empregada em medies internas?
11) Qual a parte do paqumetro universal que deve
ser empregada em medies de ressaltos e
profundidade?
12) Qual a utilizao de um paqumetro
universal com relgio?
13) Para que se utiliza um paqumetro de
profundidade?
14) Para que se utilizam os paqumetros digitais?
15) Para que se emprega o traador de altura?
16) O que a resoluo de um paqumetro?
17) Assinale a alternativa correta:
Entre os paqumetros relacionados nas
alternativas, qual o que apresenta a maior
aproximao?
a) ( ) Paqumetro com escalas no sistema
ingls fracionrio (1/128);
b) ( ) Paqumetro com escalas no sistema
ingls milesimal (0,001);
c) ( ) Paqumetro com escalas no sistema
mtrico decimal (0,02 mm);
d) ( ) No possvel comparar.
18) Quais os tipos de erro de leitura que ocorrem
nos paqumetros?
19) O que paralaxe?
22) Como se origina o erro de presso de
medio?
23) Assinale a alternativa correta:
Como proceder para evitar o erro de presso?
a) (
b) (
c) (
d) (
) fixar o cursor;
) controlar o encosto;
) regular a mola;
) inclinar o encosto.
24) Descreva como proceder para regular a mola
do cursor de um paqumetro.
25) Como o cursor deve se movimentar aps a
regulagem?
26) O que necessrio para
adequadamente os paqumetros?
manipular
27) Ao iniciar uma medio, como proceder?
28) E aps a realizao da medida?
29) Assinale a alternativa correta:
Ao medir uma pea, ela deve ficar bem
colocada entre os bicos de medio para
evitar:
a) (
b) (
c) (
d) (
) erro de paralaxe;
) erros de medidas dos bicos;
) presso das pontas dos bicos;
) desgaste das pontas dos bicos.
30) Assinale a alternativa correta:
Ao medir a dimenso externa de uma pea a
atitude bsica a ser adotada posicionar o
paqumetro:
a) (
b) (
c) (
d) (
) inclinado em relao pea;
) perpendicular pea;
) vertical pea;
) paralelo pea.
31) Descreva alguns erros de posicionamento do
paqumetro na medio de dimenses
externas.
32) Como devem ser colocadas as garras dos
paqumetros em medies internas?
33) Assinale a alternativa correta:
Ao medir a dimenso interna de uma pea a
atitude bsica a ser adotada posicionar o
paqumetro:
20) Explique para o caso dos paqumetros, como
este efeito pode se manifestar.
a) ( ) inclinado em relao pea;
b) ( ) perpendicular pea;
c) ( ) vertical pea;
21) O que fazer para evitar a paralaxe?
d) ( ) paralelo pea.
________________________________________________________________________________________________
Captulo 3: Paqumetros - 25
CT 112 METROLOGIA
34) Descreva alguns erros de posicionamento do
paqumetro na medio de dimenses
interrnas.
1.4)
35) Como deve se posicionar o paqumetro ao
efetuar medidas de profundidade?
36) Relacionar os quesitos que permitem uma boa
conservao dos paqumetros.
EXERCCIOS PROPOSTOS
1.5)
1) Efetuar a leitura dos paqumetros na escala mtrica.
Observao: O canto superior direito apresenta um
destaque da coincidncia dos traos da escala mvel e
do nnio.
1.1)
1.6)
1.2)
2) Supondo que as figuras a seguir representem as
escalas mvel e fixa de um paqumetro no sistema
mtrico, efetuar as suas leituras.
1.3)
2.1)
2.2)
________________________________________________________________________________________________
Captulo 3: Paqumetros - 26
CT 112 METROLOGIA
2.3)
3.2)
2.4)
3.3)
2.5)
2.6)
3.4)
2.7)
2.8)
3.5)
3) As figuras a seguir representam medies efetuadas
com paqumetros na escala mtrica. Efetuar as suas
leituras.
3.1)
3.6)
________________________________________________________________________________________________
Captulo 3: Paqumetros - 27
CT 112 METROLOGIA
4) Efetuar a leitura dos paqumetros em polegadas
milesimais.
4.7)
4.1)
5) As figuras a seguir representam medies efetuadas
com paqumetros em polegadas milesimais. Efetuar as
suas leituras.
4.2)
5.1)
4.3)
5.2)
4.4)
4.5)
5.3)
4.6)
________________________________________________________________________________________________
Captulo 3: Paqumetros - 28
CT 112 METROLOGIA
6) Efetuar a leitura dos paqumetros em polegadas
fracionrias.
7.3)
6.1)
6.2)
7.4)
6.3)
8) Efetuar a leitura dos paqumetros com relgio.
8.1)
7) As figuras a seguir representam medies efetuadas
com paqumetros em polegadas fracionrias. Efetuar as
suas leituras.
7.1)
8.2)
7.2)
________________________________________________________________________________________________
Captulo 3: Paqumetros - 29
CT 112 METROLOGIA
CAPTULO 4: MICRMETROS
RESUMO
Este captulo descreve os micrmetros, seus
tipos e usos.
1.0 - INTRODUO
Geralmente dedicado para a execuo de
medies externas, o micrmetro um instrumento que
possui alta preciso e, assim como o paqumetro,
amplamente empregado na indstria.
Os micrmetros bsicos so os empregados
para medies externas, internas e de profundidade.
Existem, entretanto, um grande nmero de tipos de
micrmetros para aplicaes especficas, tais como a
medio de dentes de engrenagens e ferramentas de
corte. Alm disto, podem ser encontrados em diversas
capacidades e com escalas no sistema mtrico ou no
ingls.
Observa-se, entretanto, que as caractersticas
construtivas so semelhantes para todos os
micrmetros, modificando-se apenas os formatos que
variam de acordo com a finalidade de utilizao.
Figura 1 Micrmetro - Exemplo.
2.0 PARTES COMPONENTES
O princpio de funcionamento do
micrmetro assemelha-se ao do sistema parafuso e
porca. Assim, h uma porca fixa e um parafuso mvel
que, ao dar uma volta completa, provoca um
deslocamento igual ao seu passo.
Desse modo, dividindo-se a cabea do
parafuso, pode-se avaliar fraes menores que uma
volta e, com isso, medir comprimentos menores do que
o passo do parafuso.
A figura 2 ilustra as partes componentes de
um micrmetro mtrico.
01- Arco; 02 - Ponta fixa (batente); 03 Fuso micromtrico (haste);
04 - Trava; 05 Nnio ou Vernier; 06 - Tambor; 07 - Parafuso de frico (catraca);
08 Escala do tambor; 09 Escala da bainha; 10 - Bainha.
Figura 2 Partes de um micrmetro mtrico.
________________________________________________________________________________________________
Captulo 4: Micrometros - 30
CT 112 METROLOGIA
O arco constitudo de ao especial ou
fundido, tratado termicamente para eliminar as tenses
internas. O isolante trmico, fixado ao arco, evita sua
dilatao porque isola a transmisso de calor das mos
para o instrumento.
Com uma placa de metal duro em sua
extremidade, o batente serve para apoio da pea a ser
medida. Deve ser estreita, para possibilitar medies de
sulcos e canaletas.
O fuso micromtrico ou haste construdo de
ao especial temperado e retificado para garantir
exatido do passo da rosca.
A trava permite imobilizar o fuso numa
medida predeterminada.
O tambor gira ligado haste e a aciona.
3.0 TIPOS E USOS
Os
micrmetros
caracterizam-se
pela
capacidade, resoluo e aplicao.
A capacidade de medio, normalmente, de
25 mm (ou 1"), variando o tamanho do arco de 25 em
25 mm (ou 1 em 1"). Podem chegar a 2000 mm (ou
80").
A resoluo pode ser de 0,01 mm (sem nnio)
ou 0,001 mm (com nnio) no sistema mtrico ou,
0.001" (sem nnio) ou 0.0001" (com nnio) no sistema
ingls.
No micrmetro de 0 a 25 mm, ou de 0 a 1",
quando as faces dos contatos esto juntas, a borda do
tambor coincide com o trao zero (0) da bainha. A
linha longitudinal, gravada na bainha, coincide com o
zero (0) da escala do tambor, como ilustra a figura 5.
Figura 3 Detalhe do tambor.
A catraca ou frico assegura uma presso de
medio constante.
A escala da bainha a primeira escala que
compe a medida.
A escala do tambor a segunda escala que
compe a medida e a sua leitura deve ser adicionada
primeira.
Nnio ou vernier a terceira escala que
compe a medida fornecida pelo micrmetro e a sua
leitura deve ser adicionada s outras duas. Observa-se
que os micrmetros de menor preciso no possuem
esta escala, como o mostrado na figura 4.
Figura 5 Zero do tambor e da escala.
3.1 Micrmetro Para Medies Externas
O micrmetro para medies externas
aquele mostrado nas figuras anteriores, sendo
empregado para medies de dimenses externas em
geral. As figuras 6 a 10 apresentam alguns exemplos de
sua utilizao
Figura 6 Exemplo de uso de micrmetro externo.
Figura 4 Micrmetro sem nnio (ou vernier).
________________________________________________________________________________________________
Captulo 4: Micrometros - 31
CT 112 METROLOGIA
3.2 Micrmetro de Profundidade
O micrmetro de profundidade um
instrumento confivel e de preciso empregado para
medir a profundidade como, por exemplo, de furos e
ranhuras.
Figura 7 Exemplo de uso de micrmetro externo.
Figura 11 Micrmetro de profundidade.
Note-se que, para a sua utilizao,
necessrio ter-se um plano de referncia, na qual se
assenta a sua base. Sendo assim, a ponta da haste
utilizada para tocar o ponto final da dimenso a medir.
Figura 8 Exemplo de uso de micrmetro externo.
Figura 12 Plano de referncia.
Conforme a profundidade a ser medida,
utilizam-se hastes de extenso, que so fornecidas
juntamente com o instrumento.
Figura 9 Exemplo de uso de micrmetro externo.
Figura 13 Micrmetro de profundidade com vrias
hastes.
Figura 10 Exemplo de uso de micrmetro externo.
________________________________________________________________________________________________
Captulo 4: Micrometros - 32
CT 112 METROLOGIA
A figura 14 apresenta exemplos de aplicao
deste tipo de micrmetro.
Figura 14 Exemplos de uso de micrmetro de
profundidade.
3.3 Micrmetro de Trs Contatos Para Medidas
Internas
O micrmetro para medies internas de trs
contatos tambm conhecido por imicro (na realidade
uma marca do fabricante Tesa) ou furotest (idem,
para a Mitutoyo) e possibilita a medio rpida e direta
do dimetro de furos em diversas profundidades.
Ele possui trs pontas de metal duro, as quais
formam um ngulo de 1200 entre si. Isto permite um
alojamento perfeito do instrumento no furo por medir,
encontrando-se facilmente a posio correta de
medio. Desta forma, facilita a colocao exata no
centro e o alinhamento nos furos a serem medidos. ,
portanto, um instrumento de grande preciso.
Figura 16 Micrometros de trs contatos.
Figura 15 Micrometro de trs contatos.
________________________________________________________________________________________________
Captulo 4: Micrometros - 33
CT 112 METROLOGIA
De modo que um determinado micrmetro
possa ser empregado para vrios dimetros, eles so
fornecidos com hastes extensores para aumentar a
capacidade de medio.
Figura 17 Exemplo de aplicao de micrometro de
trs contatos em medio de grande dimetro.
3.4 - Micrmetro de Dois Contatos Para Medidas
Internas
Os micrmetros de dois contatos para
medidas internas so aplicveis a medies de furos ou
paredes internas. Possuem dois modelos, ou seja, os
tubulares e os do tipo paqumetro.
Figura 19 Micrmetro tubular e hastes.
As figuras 20 e 21 ilustram aplicaes do
micrmetro tubular.
3.3.1 Micrmetro tubular
O micrmetro tubular empregado para
medies internas acima de 30 mm.
Figura 20 Exemplo de aplicao de micrmetro
tubular.
Figura 21 Exemplo de aplicao de micrmetro
tubular com alavanca.
Figura 18 Micrmetros tubulares.
________________________________________________________________________________________________
Captulo 4: Micrometros - 34
CT 112 METROLOGIA
3.3.2 Micrmetro do tipo paqumetro
3.4.2 - Micrmetro com disco nas hastes
O micrmetro do tipo paqumetro utilizado
para medidas acima de 5 mm e, a partir da, varia de 25
em 25 mm.
No micrmetro com disco nas hastes, tais
discos aumentam a rea de contato possibilitando a
medio de papel, cartolina, couro, borracha, pano etc.
Tambm empregado para medir dentes de
engrenagens.
Figura 22 Micrmetros do tipo paqumetro.
Figura 25 - Micrmetros com disco nas hastes.
Figura 23 Exemplo de utilizao do micrmetro do
tipo paqumetro
3.4 Micrmetros Para Aplicaes Especficas
3.4.1 Micrmetro com contato em forma de V
O micrmetro com contato em forma de V
especialmente construdo para medio de ferramentas
de corte que possuem nmero mpar de cortes (fresas
de topo, macho, alargadores etc.). Os ngulos em V
dos micrmetros para medio de ferramentas de trs
cortes de 60; para o de cinco cortes, 108 e para o de
sete cortes, 1283417".
Figura 26 Exemplo de utilizao do micrmetro com
disco nas hastes.
3.4.3 Micrmetro para medio de roscas
O micrmetro para medio de roscas
especialmente construdo para medir roscas
triangulares, sendo que possui as hastes furadas para
que se possam encaixar as pontas intercambiveis,
conforme o passo para o tipo da rosca a medir. Em
outras palavras, as pontas da haste e do encosto so
Figura 24 - Micrmetro com contato em forma de V
substituveis conforme o tipo de rosca.
para medio de ferramentas de trs cortes.
________________________________________________________________________________________________
Captulo 4: Micrometros - 35
CT 112 METROLOGIA
Figura 29 - Micrmetro com contador mecnico.
Figura 27 Micrometro para medio de roscas.
3.4.4 Micrmetro para medir parede de tubos
O micrmetro para medir parede de tubos
dotado de arco especial e possui o contato a 90 com a
haste mvel, o que permite a introduo do contato
fixo no furo do tubo.
Figura 30 Exemplo de utilizao do micrmetro com
contador mecnico.
3.4.6 Micrmetro com arco profundo
O micrmetro com arco profundo utilizado
em medies de espessuras de bordas ou de partes
salientes das peas.
Figura 28 - Micrmetros para medir parede de tubos.
3.4.5 Micrmetro com contador mecnico
Figura 31- Micrmetro com arco profundo.
O micrmetro com contador mecnico
3.5 Micrmetros Digitais
para uso comum, porm sua leitura pode ser efetuada
no tambor ou no contador mecnico. Facilita a leitura
Os micrometros digitais so ideais para
independentemente da posio de observao (erro de
leitura rpida, livre de erros de paralaxe, prprio para
paralaxe).
uso em controle estatstico de processos, juntamente
________________________________________________________________________________________________
Captulo 4: Micrometros - 36
CT 112 METROLOGIA
com microprocessadores. Entretanto, apresentam custo
muito superior aos micrmetros mecnicos com as
mesmas capacidades e resolues.
Esto, em termos prticos, disponveis para
todos os tipos citados anteriormente. As figuras 32 a 36
apresentam alguns exemplos.
Figura 35 Micrmetro digital de trs contatos para
medies internas ou pistola digital.
Figura 32 Micrmetro digital para medies externas.
Figura 36- Micrmetro com arco profundo digital.
4.0 LEITURAS NO MICRMETRO MTRICO
4.1 Micrmetros Sem Nnio (Vernier)
Figura 33 Micrmetro digital para medies internas
(tipo paqumetro).
Os micrmetros sem nnio ou vernier
possuem resoluo de 0,01 mm, como citado
anteriormente. Neles, a bainha apresenta uma escala
em milmetro e outra com os meios milmetros,
enquanto que a escala do tambor indica os centsimos
de milmetros (centesimal), como ilustra a figura 37.
Figura 34 Micrmetro digital de trs contatos para
medies internas
Figura 37 Escalas em um micrmetro mtrico.
________________________________________________________________________________________________
Captulo 4: Micrometros - 37
CT 112 METROLOGIA
A sua leitura bastante simples, devendo ser
realizada nas trs escalas, conforme o batente do
tambor e a linha de referncia, e o resultado somado.
4.2 Micrmetros Com Nnio (Vernier)
Os micrmetros com nnio ou vernier
possuem resoluo de 0,001 mm, como citado
anteriormente.
Figura 38 Linha de referncia e batente do tambor.
A figura 39 apresenta um exemplo de
medio.
a) Micrmetro.
b) Detalhe das escalas, incluindo o nnio.
Figura 40 Escalas em um micrmetro com nnio.
O nnio possui 10 divises gravadas na
bainha, cujo comprimento corresponde a 9 divises da
escala centesimal gravado no tambor. Desta forma,
O valor da medio igual soma das leituras
cada uma de suas divises 10 vezes menor do que
das trs escalas, ou seja:
uma da escala centesimal. A primeira diviso do nnio,
a partir de traos em coincidncia, equivale a 0,001
mm, segunda a 0,002 mm, a terceira a 0,003 mm, e
assim por diante.
A leitura deve ser realizada em todas as
escalas, conforme o batente do tambor, a linha de
referncia e a coincidncia de um trao do nnio com
um da escala centesimal.
Um segundo exemplo o do micrmetro da
A figura 41, na prxima pgina, apresenta um
figura 37. Observe-se que ele indica:
exemplo de medio.
________________________________________________________________________________________________
Figura 39 Exemplo de medio.
Captulo 4: Micrometros - 38
CT 112 METROLOGIA
Figura 41 Exemplo de medio.
O valor da medio igual soma das leituras
das quatro escalas, ou seja:
5.0 LEITURA DO MICRMETRO NO SISTEMA
INGLS
5.1 Micrmetros Sem Nnio (Vernier)
Figura 43 Divises da escala da bainha.
Os micrmetros no sistema ingls apresentam
na bainha uma escala com o comprimento de uma
polegada, dividido em 40 partes iguais. Desta forma,
cada diviso equivale a 1"/40 = 0.025". A escala do
tambor possui 25 divises e, portanto, resoluo de
0.001.
Figura 44 Detalhe do tambor.
Figura 42 Micrmetro no sistema ingls.
________________________________________________________________________________________________
Captulo 4: Micrometros - 39
CT 112 METROLOGIA
Outros exemplos so os dos micrmetros das
figuras 43 e 44. Observe-se que eles indicam:
a)
Na figura 43:
b) Na figura 44:
Figura 45 Divises da escala do tambor.
A sua leitura bastante simples, devendo ser
realizada nas duas escalas, conforme o batente do
tambor e a linha de referncia.
5.2 Micrmetros Com Nnio (Vernier)
Os micrmetros com
vernier possuem resoluo de 0.0001.
nnio
ou
Figura 46 Linha de referncia e batente do tambor.
A figura 47 apresenta um exemplo de
medio.
Figura 48 - Escalas em um micrmetro com nnio.
Desta forma, para medir, basta adicionar as
trs leituras, conforme o batente do tambor, a linha de
referncia e a coincidncia de um trao do nnio com
um da escala do tambor.
Para o exemplo da figura 48 tem-se o ilustrado
na figura 49.
Figura 47 - Exemplo de medio.
O valor da medio igual soma das leituras
das duas escalas, ou seja:
Figura 49 - Exemplo de medio.
Para a figura 49, tem-se:
________________________________________________________________________________________________
Captulo 4: Micrometros - 40
CT 112 METROLOGIA
Assim:
6.0 LEITURA DO MICRMETRO DE TRS
CONTATOS PARA MEDIDAS INTERNAS
No sistema ingls, tem-se o exemplo da figura
52.
As escalas deste tipo de micrmetro so
marcadas na bainha e no tambor no sentido inverso ao
dos micrmetros externos, como ilustra a figura 50.
Figura 52 - Exemplo de leitura no sistema ingls.
Assim:
Figura 50 Sentido das escalas.
Note-se que a graduao da escala do tambor
possui as mesmas divises dos micrmetros externos,
mudando apenas o sentido de deslocamento (antihorrio).
Em funo do exposto, observa-se que a
resoluo da escala da bainha e do tambor, tanto no
sistema mtrico quanto no sistema ingls, a mesma
que nos micrmetros externos.
Assim, suas leituras devem considerar este
fato, como nos exemplos das figuras 51 e 52 a seguir.
7.0 LEITURA DOS MICRMETROS DO TIPO
PAQUMETRO E DE PROFUNDIDADE
Em ambos os tipos de micrmetros as leituras
so efetuadas no sentido contrrio, pois as escalas esto
marcadas no sentido inverso ao dos micrmetros
externos.
Figura 53 Sentido de leitura no micrmetro de
profundidade.
O procedimento o mesmo relatado no item
anterior.
Figura 51 Exemplo de leitura no sistema mtrico.
________________________________________________________________________________________________
Captulo 4: Micrometros - 41
CT 112 METROLOGIA
8.0 CALIBRAO
Antes de iniciar a medio de uma pea,
conveniente calibrar o instrumento de acordo com a
sua capacidade.
Para os micrmetros cuja capacidade de 0 a
25 mm, ou de 0 a 1", o procedimento o que segue:
a)
As partes mveis devem ser limpas
cuidadosamente eliminando poeiras e sujeiras,
com pano macio e limpo;
b) Limpar as superfcies de medio com uma
folha de papel macio, deslizando-a entre a
haste e o batente, retirando qualquer resduo
que nelas tenha se aderido;
Figura 56 Linha de referncia e zero do tambor no
coincidentes.
e)
Figura 57 Movimentao da bainha.
Figura 54 Limpeza das superfcies de medio.
c)
Encostar
suavemente as superfcies
medio usando apenas a catraca;
Se o ajuste for necessrio, movimentar a
bainha com a chave de micrmetro, a qual
normalmente acompanha o instrumento, at a
linha de referncia coincida com o zero do
tambor;
de
Figura 55 Fechamento do micrmetro com a catraca.
f)
Se houver jogo nas roscas do parafuso de
ajuste do tambor devido a desgastes,
necessrio ajustar a sua porca. Para tanto,
recuar o tambor at que a porca esteja visvel;
Figura 58 Recuo do tambor.
d) Checar o ponto de zero, ou seja, verificar a
g) Em seguida, utilizando a chave do
coincidncia das linhas de referncia da
micrmetro, proceder ao aperto da porca at
bainha com o zero do tambor. Se as linhas no
eliminar o jogo. Atentar para no que no haja
coincidirem necessrio proceder a um
um aperto alm do necessrio para no
ajuste;
danificar o sistema.
________________________________________________________________________________________________
Captulo 4: Micrometros - 42
CT 112 METROLOGIA
c) Guardar o micrmetro em armrio ou
estojo apropriado, para no deix-lo
exposto sujeira e umidade;
d) Evitar contatos e quedas que possam riscar
ou danificar o micrmetro e sua escala.
QUESTIONRIO
Figura 59 Aperto da porca de ajuste.
A calibrao de micrmetros tubulares, por
outro lado, deve ser efetuada empregando-se um anel
de calibrao padro, como mostra a figura 60.
1) O que micrmetro?
2) Para que se utilizam os micrmetros bsicos?
3) Descreva o princpio de funcionamento de um
micrmetro.
4) Quais so as partes componentes de um
micrmetro?
5) Descreva cada uma destas partes.
6) Como se caracterizam os micrmetros?
7) Qual , normalmente, a capacidade de
medio de um micrmetro?
Figura 60 Calibrao com anel padro.
8) Qual , normalmente, a resoluo de um
micrmetro?
Uma alternativa, entretanto, empregar um
micrmetro de medio externa devidamente calibrado,
como ilustra a figura 61.
9) Quando as superfcies da haste e do batente
esto juntas, o que deve ocorrer?
10) Relacione os principais tipos de micrmetros.
11) O que um micrmetro para medies
externas?
12) O que um micrmetro de profundidade?
13) O que necessrio para utilizao de um
micrmetro de profundidade?
14) Como podem ser medidas profundidades
muito diferentes com um mesmo micrmetro?
Figura 61 Calibrao com micrmetro externo.
9.0 - CONSERVAO
Para a boa conservao dos micrmetros,
deve-se:
15) O que um micrmetro de trs contatos?
16) Como tambm so conhecidos os micrmetros
de trs contatos?
17) Descreva um micrmetro de trs contatos.
a) Limpar o micrmetro, secando-o com um
18) O que um micrmetro de dois contatos?
pano limpo e macio (flanela);
19) Quais so os modelos dos micrmetros de
b) Untar o micrmetro com vaselina lquida,
dois contatos?
utilizando um pincel;
________________________________________________________________________________________________
Captulo 4: Micrometros - 43
CT 112 METROLOGIA
20) Quando se
tubulares?
empregam
os
micrmetros
40) Como so as escalas das bainhas dos
micrmetros no sistema ingls sem nnio?
21) Como possvel empregar os micrmetros
tubulares para vrios dimetros?
41) E do tambor?
22) Quando se empregam os micrmetros tipo
paqumetro?
42) Qual a resoluo dos micrmetros no sistema
ingls com nnio?
23) O que um micrmetro com contato em
forma de V
43) Como so as escalas das bainhas dos
micrmetros no sistema ingls com nnio? E
do tambor?
24) O que um micrmetro com disco nas hastes?
44) Onde se localiza o nnio em um micrmetro
sistema ingls com nnio?
25) O que um micrmetro para medio de
roscas?
45) Como so marcadas as escalas no micrmetro
de trs contatos?
26) Descreva um micrmetro para medir parede
de tubos.
46) Quais so as resolues desse tipo de
micrmetro?
27) O que um micrmetro com contador
mecnico?
47) Descreva detalhadamente o procedimento
para a calibrao de um micrmetro.
28) Para que serve um micrmetro com arco
profundo?
48) Como deve ser feita a calibrao de
micrmetros tubulares?
29) O que so os micrmetros digitais?
30) Em relao s escalas, quais so os tipos de
micrmetros?
49) Como proceder se houver jogo nas roscas do
parafuse de ajuste do tambor de um
micrmetro?
31) Qual a resoluo dos micrmetros mtricos
sem nnio?
50) Relacionar os quesitos que permitem uma boa
conservao dos micrmetros.
32) Como so as escalas das bainhas dos
micrmetros mtricos sem nnio?
EXERCCIOS PROPOSTOS
33) E do tambor?
34) Qual a resoluo dos micrmetros mtricos
com nnio?
1) Efetuar a leitura dos micrmetros na escala mtrica.
35) Como so as escalas das bainhas dos
micrmetros mtricos com nnio? E do
tambor?
1.1)
36) Onde se localiza o nnio em um micrmetro
mtrico com nnio?
37) Quantas divises possui o nnio em um
micrmetro mtrico com nnio?
38) Em relao escala centesimal, qual
tamanho de uma diviso?
39) A partir dos traos de coincidncia, a quanto
equivale a primeira diviso do nnio?
________________________________________________________________________________________________
Captulo 4: Micrometros - 44
CT 112 METROLOGIA
1.2)
1.6)
1.7)
1.3)
1.8)
1.4)
1.5)
1.9)
________________________________________________________________________________________________
Captulo 4: Micrometros - 45
CT 112 METROLOGIA
1.10)
2.5)
2.6)
1.11)
2.7)
2) Efetuar a leitura dos micrmetros no sistema ingls.
2.1)
2.8)
2.2)
2.3)
3) As figuras a seguir representam medies efetuadas
com micrmetros com nnio na escala mtrica. Efetuar
as suas leituras.
3.1)
2.4)
________________________________________________________________________________________________
Captulo 4: Micrometros - 46
CT 112 METROLOGIA
3.2)
3.7)
3.8)
3.3)
3.4)
4) Efetue a leitura do micrmetro com nnio no
sistema ingls.
3.5)
5) As figuras a seguir representam medies efetuadas
com micrmetros com nnio no sistema ingls. Efetuar
as suas leituras.
5.1)
3.6)
________________________________________________________________________________________________
Captulo 4: Micrometros - 47
CT 112 METROLOGIA
5.2)
5.6)
6) As figuras a seguir representam medies efetuadas
com micrmetros de trs contatos no sistema mtrico.
Efetuar as suas leituras.
5.3)
6.1)
5.4)
6.2)
5.5)
6.3)
________________________________________________________________________________________________
Captulo 4: Micrometros - 48
CT 112 METROLOGIA
CAPTULO 5: RELGIOS COMPARADORES
RESUMO
Este
captulo
descreve
os
relgios
comparadores, seus tipos e usos, incluindo os
apalpadores e os medidores internos com relgio
(sbito).
1.0 - INTRODUO
A medio das dimenses de uma pea pode
ser realizada atravs de comparao com um padro de
previamente estabelecido. Em outras palavras, medir
uma grandeza por comparao determinar a diferena
da grandeza existente entre ela e o citado padro, ou
seja:
Dimenso da pea = Dimenso do padro diferena
Alm disto, possvel adotar-se uma pea
original de dimenses conhecidas como padro, ou
seja, utiliz-la como referncia.
Considerando-se tais procedimentos, um dos
objetivos deste captulo o de analisar os relgios
comparadores, os quais so empregados para a
verificao de deslocamentos e diversas outras
aplicaes.
Tambm so estudados os relgios
apalpadores, os quais so utilizados para a verificao
de pequenos deslocamentos (menores em relao ao
relgio comparador), com maior flexibilidade.
Adicionalmente, so enfocados os medidores
internos com relgio (sbitos ou passmetros), sendo
estes aplicados medio de dimetros internos,
atravs da comparao da medida do anel padro com a
dimenso do furo.
2.0
PRINCIPIO DE FUNCIONAMENTO
RELGIO COMPARADOR
DO
Figura 1 Relgio Comparador Exemplo.
O relgio comparador, como se verifica nas
figuras 1 e 2 e descrito no prximo item, dotado de
uma escala e um ponteiro, ligados por um complexo
sistema de molas e engrenagens a uma ponta de
contato ou apalpador.
Ao pressionar a ponta de contato, tais
engrenagens ampliam o movimento linear resultante
em 100 ou 1.000 vezes, permitindo a sua indicao no
mostrador, onde o movimento do ponteiro circular, os
diversos pontos da superfcie.
Desta forma, ao aplicar e deslocar a ponta de
contato sobre uma pea possvel observar as
variaes de sua superfcie atravs do movimento do
ponteiro. Se o ponteiro girar em sentido horrio, a pea
apresenta maior dimenso que a estabelecida, ou seja,
uma elevao. Se o ponteiro girar em sentido antihorrio, a pea apresenta menor dimenso que a
estabelecida, ou seja, uma depresso.
Observa-se que, cessando-se a presso na
ponta de contato, o sistema de molas e engrenagens
permite o retorno do ponteiro posio de repouso.
O relgio comparador um instrumento de
preciso e grande sensibilidade, amplamente utilizado
na indstria para a execuo de comparaes de
3.0 PARTES COMPONENTES DO RELGIO
medidas lineares. Em especial, utilizado na
COMPARADOR
verificao
de
medidas,
superfcies
planas,
concentricidade e paralelismo, bem como para leituras
A figura 2 apresenta as partes componentes de
diretas.
um relgio comparador.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 49
CT 112 METROLOGIA
Figura 2 Partes componentes - relgio comparador.
O fuso, por sua vez, o componente mais
importante do relgio. O seu movimento amplificado
atravs de um sistema de engrenagens internas e
mostrado pelo ponteiro. A extremidade inferior possui
uma rosca interna, onde a ponta de contato fixada.
Em alguns modelos, a extremidade superior tambm
apresenta uma rosca interna, com a mesma finalidade.
Com isso pode-se ter no mesmo relgio, em duas
posies, duas pontas de contato diferentes.
Geralmente as pontas de contato (ou
apalpadores) so fabricadas em ao-ferramenta
cromado ou de carboneto de tungstnio (mais
resistentes), existindo, ainda, as de carboneto de boro,
safira ou diamante. Os modelos mais comuns so as
esfricas e chatas simples. Em mdia, o comprimento
da parte no rosqueada est entre 8 e 10 mm, mas
alguns modelos, chamados de "extenso", podem
possuir comprimentos entre 15 e 100 mm.
A tampa traseira apresenta trs ou quatro
parafusos de fixao e possui a funo de proteger a
placa com o sistema de engrenagens. Alguns modelos,
como o apresentado na figura 3, possuem argola na
tampa traseira para fixao em suportes, facilitando a
utilizao do relgio em determinadas atividades de
medio. A maioria no possui argola, pois so presos
pelo canho. H ainda diversos modelos de tampas,
como, por exemplo, as com pino, com m e outras.
O canho funciona como guia do fuso.
Devido ao mau uso, freqentemente este componente
se desprende do corpo do instrumento, o que
compromete a sua qualidade.
O aro uma capa de proteo, onde se inclui
um visor. Geralmente fabricado em material plstico
ou, em alguns modelos, em ligas de alumnio. Ele pode
girar 360 para permitir a regulagem do ponteiro
principal com o zero da escala. O visor, por outro lado,
protege a parte frontal do relgio, que contm o dial e
os ponteiros.
O contador de voltas, como o prprio nome
diz, possui a funo de contar as voltas do ponteiro
principal. Observa-se que a posio do ponteiro
principal pode ser a mesma para duas medies
diferentes e, para diferenci-las, verifica-se a
quantidade de voltas no contador. Alguns modelos no
apresentam contador de voltas, pois o ponteiro no
chega a fazer uma revoluo completa.
Figura 3 Argola na tampa traseira.
O parafuso de fixao do aro muito til
quando a medio realizada por comparao, como,
Relgios cuja finalidade a de executar
por exemplo, no zeramento do relgio no padro e
medio de produtos com especificao de tolerncia
medio em uma pea de mesmas caractersticas.
de fabricao, ainda apresentam dois limitadores de
O ponteiro principal indica a medida.
tolerncia. Eles podem ser colocados em qualquer
O dial ou mostrador a escala graduada no
posio e se movimentam em conjunto com o aro (caso
sistema mtrico ou ingls do relgio comparador.
o aro seja movimentado) e independentemente (caso
Constitui-se numa fina chapa metlica pintada e
somente os limitadores sejam movimentados). Desta
graduada de acordo com a caracterstica do relgio.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 50
CT 112 METROLOGIA
forma, tais limitadores determinam para o usurio a
tolerncia do que ser medido, ou seja, os valores
mximo e mnimo permitidos para a pea que ser
medida.
Figura 6 Relgio com mostrador com graduao no
sentido horrio.
Figura 4 Limitadores de tolerncia.
A figura 7, por sua vez, ilustra o modelo
conhecido por meia-lua.
4.0 MODELOS DE RELGIOS COMPARADORES
Os mostradores definem os modelos de
relgios. Nas figuras 2 e 4, por exemplo, so
apresentados os que possuem graduao contnua em
ambos os sentidos. Neste caso, os tamanhos dos
caracteres do anti-horrio so menores que os do
horrio. O mostrador apresentado na figura 5,
entretanto, graduaes iguais em ambos os sentidos.
Figura 5 Mostrador com escalas em ambos os
sentidos.
Figura 7 Relgio meia-lua.
Em alguns modelos, a escala dos relgios se
apresenta perpendicularmente em relao ponta de
Na figura 6 tem-se um relgio com a
contato (vertical), como o mostrado na figura 8.
graduao apenas no sentido horrio.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 51
CT 112 METROLOGIA
5.0 SUPORTES PARA RELGIOS
Os relgios comparadores, para serem usados,
necessitam ser montado em suportes adequados, tais
como os da figura 10.
Figura 8 Relgio com mostrador na perpendicular do
apalpador.
Alm desses modelos, existem os relgios
comparadores eletrnicos, os quais possibilitam uma
leitura rpida, indicando instantaneamente a medida no
display em milmetros, com converso para polegada,
zeragem em qualquer ponto e com sada para
miniprocessadores estatsticos.
Figura 9 Exemplos de relgios comparadores
eletrnicos.
Figura 10 Exemplos de suportes.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 52
CT 112 METROLOGIA
Por outro lado, o chamado suporte universal, o
qual possui uma base magntica, bastante utilizado.
A ttulo de exemplo, a figura 11 mostra o modelo mais
simples.
Um modelo mais verstil o apresentado na
figura 14.
Figura 11 Suporte com base magntica e brao fixo.
Este tipo de suporte permite
movimentos como o ilustrado na figura 12.
vrios
Figura 14 Suporte com base magntica e brao com
articulao.
Neste caso, os braos do suporte possuem
articulao, o que facilita enormemente o emprego do
relgio. A figura 15 exemplifica o exposto.
Figura 12 Movimentos de um conjunto relgio e
suporte com base magntica.
Observe-se que o campo magntico que
imanta a base pode ser retirado atuando-se em uma
chave apropriada, como ilustra a figura 13.
Figura 15 Exemplo da versatilidade de ajuste do
suporte com brao articulado.
Em termos de versatilidade, entretanto, o
suporte com brao flexvel mostrado na figura 16
praticamente insupervel.
Figura 13 Chave liga-desliga (on-off).
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 53
CT 112 METROLOGIA
Figura 16 Suporte com brao flexvel.
A figura 17 exemplifica um de seus usos.
Figura 19 Medidor de espessura.
7.0 APLICAES DOS RELGIOS
Devido sua grande versatilidade, h um
grande nmero de aplicaes para os relgios
comparadores, tanto em termos de produo quanto de
inspeo final. Alguns exemplos so ilustrados nas
figuras a seguir.
Figura 17 Exemplo de uso de relgio e um suporte
com brao flexvel.
6.0
ACESSRIOS PARA
COMPARADORES
OS
RELGIOS
Alguns acessrios especiais podem ser
adaptados em relgios comparadores.
Em geral, a finalidade de utilizao de tais
dispositivos possibilitar o controle em srie de peas,
medies especiais de superfcies verticais, de
profundidade, de espessuras de chapas e outras.
Figura 20 Alinhamento de mquinas rotativas.
Figura 21 Verificao externa da excentricidade de
Figura 18 Medidor de profundidade.
uma pea.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 54
CT 112 METROLOGIA
Figura 25 Verificao de paralelismo.
Figura 22 Verificao interna da excentricidade de
uma pea.
Figura 23 Verificao de folga em dentes de
engrenagens.
Figura 26 Exemplos de aplicaes em motores
combusto.
Figura 24 Centralizao de pea no mandril de torno.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 55
CT 112 METROLOGIA
Figura 28 Exemplos de aplicaes de relgios
comparadores eletrnicos.
8.0 - EXECUO DE LEITURAS COM O RELGIO
COMPARADOR
A leitura direta, bastando verificar as
posies dos ponteiros maior e menor (quando este
existir) e executar a leitura de acordo com a resoluo
do equipamento.
O primeiro aspecto a ser considerado, antes de
se iniciar a aplicao do instrumento, a posio
inicial do contador de voltas (ponteiro menor), pois ela
indica a carga inicial ou de medio.
Ao efetuar a medio deve ser observado se o
ponteiro maior se desloca no sentido horrio (neste
caso, a variao positiva) ou no anti-horrio (variao
Figura 27 Exemplos de aplicaes.
negativa). O menor se desloca no sentido contrrio.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 56
CT 112 METROLOGIA
Observa-se que, na leitura do contador de
voltas, a medida efetiva ser sempre a menor se ele
estiver entre dois nmeros (dois traos da escala). Se,
por exemplo, o ponteiro estiver situado entre 1 e 2,
considera-se o valor 1, pois o ponteiro maior no ter
efetuado a volta completa.
A ttulo de esclarecimento, considere-se a
medio mostrada na figura 29.
Figura 29 Exemplo de indicao de um relgio
comparador [1].
Para a leitura, deve-se adotar o seguinte
procedimento:
20 passo Verificar a posio inicial do contador de
voltas. Foi adotado um valor na figura 31 para facilitar
a compreenso;
Figura 31 Posio inicial.
30 passo Aplicar o instrumento, verificando o sentido
de deslocamento;
10 passo Verificar a capacidade e a resoluo do
equipamento;
Figura 32 Verificao do sentido de deslocamento.
Figura 30 Verificao da capacidade e resoluo
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 57
CT 112 METROLOGIA
40 passo Efetuar a leitura de ambos os ponteiros.
Os medidores internos com relgio, tambm
conhecidos por sbitos ou passmetros, so
instrumentos, como o prprio nome indica, apropriados
para as medies comparativas de dimetro internos de
peas (furos) de grandes quantidades.
A grande vantagem na utilizao do sbito a
sua capacidade de verificar ovalizaes em furos, por
toc-los em apenas dois pontos. Alguns modelos tocam
em trs ou mais pontos, o que os restringem a apenas
medir o tamanho do furo.
Alm da citada, os sbitos apresentam outras
vantagens, ou seja, so de fcil manuseio, seguros nas
medies e bastante resistentes.
Como mostra a figura 34, os sbitos so
compostos de um relgio comparador, ligado a um
conjunto de apalpador por meio de uma haste
acionadora.
O conjunto apalpador por sua vez,
constitudo por um cabeote ou cabea de medio,
centralizador ou guia, ponta apalpadora ou de contato.
Este conjunto funciona atravs de um mecanismo de
came que transmite o movimento da ponta apalpadora
para a haste acionadora por meio de um eixo
intermedirio.
Figura 33 Leitura dos ponteiros.
Desta forma, tem-se:
a)
10.0 - MEDIDORES INTERNOS COM RELGIO
(SBITOS)
Contador de voltas (ponteiro menor):
Posio inicial: 4;
Posio final: 5;
Diferena:
1.
b) Ponteiro maior:
Leitura direta: 55.
Considerando-se a resoluo, tem-se:
1 + 0,55 = 1,55.
Portanto, o valor da medio :
1,55 mm.
9.0 CONSERVAO DOS RELGIOS
Para a boa
comparadores, deve-se:
conservao
dos
relgios
a)
Descer suavemente a ponta de contato sobre a
pea;
b) Levantar um pouco a ponta de contato ao
retirar a pea;
c) Evitar choques, arranhes e sujeira;
d) Manter o relgio guardado no seu estojo;
e) Os relgios devem ser lubrificados
internamente nos mancais das engrenagens.
Figura 34 Partes componentes de um sbito.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 58
CT 112 METROLOGIA
Para efetuar leituras, coloca-se o sbito no
furo, movimentando-o como na figura 37 e
observando-se o valor encontrado no relgio
comparador.
Figura 35 Detalhe do conjunto apalpador.
A figura 36 mostra um exemplo de aplicao
do sbito.
Figura 37 Procedimento de medio com o sbito.
Neste processo, o valor mnimo encontrado
a medida do furo.
Observe-se que as leituras so similares s
executadas em relgios comparadores, porm com uma
diferena importante, ou seja, no sentido horrio, os
valores so menores, e conseqentemente, no sentido
anti-horrio, os valores so maiores, exatamente o
contrrio das leituras normais com relgios
comparadores. Isto ocorre devido ao sistema de
alavancagem do sbito.
Atenta-se para o fato de que, quando se
pressiona a ponta de um relgio comparador, o
ponteiro principal ir movimentar-se para a direita, ou
seja, quanto mais presso, maior ser o valor mostrado
no relgio. No sbito ocorre um fenmeno semelhante,
porm, nele, quanto maior a presso, menor ser o
valor obtido.
Como recomendaes para o emprego do
sbito tem-se [2]:
a)
Limpeza do corpo do sbito, inclusive nas
pontas de medio, fundamental. As peas a
serem medidas tambm devem estar isentas de
sujeira;
Figura 36 Exemplos de aplicao do sbito.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 59
CT 112 METROLOGIA
b) Procurar trocar as pontas de medio
(batentes) quando estes estiverem gastos. Isto
aumenta a repetibilidade do instrumento;
c) Verificar sempre se o relgio comparador est
bem fixado no sbito. Muitas vezes, as
variaes repentinas de medida so
provocadas por m fixao do relgio no
sbito;
d) No apertar a presilha com muita fora, pois
se pode parti-la com certa facilidade;
e) No tentar mover o relgio estando com a
presilha apertada;
f) Evitar choques e quedas;
g) Verificar periodicamente, com um anel padro
(ou micrmetro) a posio "zero" do relgio
comparador, quando o sbito for utilizado
para medies seqenciais;
a)
Limpeza: fazer uma boa limpeza e uma nova
verificao da condio de uso do sbito;
b) Verificar se a presilha no est solta;
c) Verificar se o batente est desgastado;
d) Verificar se a ponta esfrica no est
"prendendo" contra outros acessrios;
e) Verificar se o canho do relgio comparador
no est danificado ou solto. Pode-se fazer
uma calibrao do relgio ou do conjunto para
verificar se o erro no natural, proveniente
de desgaste de componentes internos;
f) Desmontar o sbito e verificar se h algum
componente desgastado, ou quebrado;
g) Desmontar o relgio (caso seja constatado
algum desvio excessivo em calibrao) e
verificar a integridade dos componentes
internos.
11.0 RELGIOS APALPADORES
O relgio apalpador, tambm conhecido por
indicador universal, similar a um relgio
comparador, porm mais preciso e possuindo um curso
mximo reduzido (geralmente, menos de 1 mm).
Este instrumento muito verstil, alm de
simples, robusto, funcional e de grande utilidade em
qualquer oficina. Aplicvel na inspeo de peas em
srie, verificao de excentricidade, centragem,
alinhamento e paralelismo de peas em mquinas.
11.1 Partes Componentes
A figura 39 apresenta suas
componentes de um relgio comparador.
partes
Figura 38 Calibrao de um sbito.
h) O sbito pode ser utilizado para medidas
retilneas, mas o padro a ser utilizado deve
ser retilneo tambm, pois o erro causado pela
diferena de tipo de superfcie pode ser
relativamente grande para certas medies.
Por outro lado, quando a medida no se repete na
mesma pea, pode-se adotar todos os seguintes
Figura 39 Relgio apalpador.
procedimentos [2]:
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 60
CT 112 METROLOGIA
A ponta de contato, intercambivel e
rosqueada na carcaa do relgio, apalpa a pea,
movimentando todo o sistema de medio. Ela
apresenta dois movimentos, ou seja, o de apalpao,
leve, com curso muito curto, e o de posio, pesado,
com curso longo (180). Este ltimo movimento
possvel devido presena de um rolamento de
esferas.
Na parte interna da carcaa localizam-se a
engrenagem principal, pinho do ponteiro e
cremalheira da ponta, os quais executam o movimento
em conjunto.
Este sistema aciona o ponteiro, registrando no
mostrador o movimento da ponta de contato e
indicando a medida.
O dial ou mostrador graduado de acordo
com o modelo e protegido por um aro, com visor
transparente fabricado de material plstico.
Alm disto, o relgio apalpador possui, na sua
parte posterior, inferior e superior um encaixe,
popularmente conhecido como rabo de andorinha,
como mostrado na figura 40. Com a utilizao de
acessrios, prende-se o relgio apalpador sempre por
esse encaixe.
11.2 Exemplos de Aplicaes
Devido sua grande versatilidade, h um
grande nmero de aplicaes para os relgios
comparadores, tanto em termos de produo quanto de
inspeo final. Alguns exemplos so ilustrados nas
figuras a seguir.
Figura 42 Verificao de paralelismo.
Figura 40 Rabo de andorinha.
Em alguns modelos, a escala dos relgios se
apresenta perpendicularmente em relao ponta de
contato (vertical), como o mostrado na figura 41.
Figura 43 Verificao de centragem.
Figura 41 Relgio com mostrador na perpendicular
do apalpador.
Figura 44 Verificao externa da excentricidade.
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 61
CT 112 METROLOGIA
11.3 Conservao dos relgios apalpadores
Para a boa
comparadores, deve-se:
conservao
dos
relgios
a)
b)
c)
d)
Evitar choques, arranhes e sujeira;
Guard-lo em estojo apropriado;
Mont-lo rigidamente em seu suporte;
Descer suavemente a ponta de contato sobre a
pea;
e) Verificar se o relgio antimagntico antes de
coloc-lo em contato com uma mesa
magntica;
f) Evitar movimento de rotao do mensurando
contra a ponta do relgio apalpador, o que
pode causar a quebra da ponta de apalpao;
g) Evitar fazer fora excessiva com relgio
apalpador. Isso pode danificar diversos
componentes internos, inclusive o rolamento
de esferas;
h) Evitar o movimento axial do relgio na
direo contrria posio do relgio.
Alguma irregularidade da superfcie do
mensurando pode danificar seriamente o
equipamento;
i) Evitar movimentos bruscos com o relgio
apalpador
(sobretudo
em
mquinasferramenta). Esta atitude poder evitar
choques
e
conseqente
quebra
de
componentes;
j) Trocar sempre as pontas de apalpao. Pontas
gastas podem influenciar negativamente no
desempenho do relgio apalpador.
REFERNCIAS BIBLIOGRFICAS
[1] Telecurso 2000 Metrologia Aula 15 Relgio
comparador. Fundao Roberto Marinho.
[2] InfoMetro Metrologia On-line Comparador de
dimetros internos set/2001 - disponvel na
Internet no seguinte endereo:
www.infometro.hpg.ig.com.br/PB1E.htm.
QUESTIONRIO
1) O que medir uma grandeza por comparao?
2) O que um relgio comparador?
3) Como opera um relgio comparador?
4) O que ocorre quando cessa a presso na ponta
de contato de um relgio comparador?
6) Descreva qual a finalidade de cada parte de
um relgio comparador.
7) O que so limitadores de tolerncia?
8) Assinale a alternativa correta:
O relgio comparador um instrumento de
medio que verifica:
a) ( ) medidas, superfcies planas,
concentricidade e paralelismo, com leitura
direta;
b) ( ) medidas, superfcies planas,
concentricidade e paralelismo, com leitura
indireta;
c) ( ) medidas, superfcies planas,
concentricidade e paralelismo, somente para
peas de grandes dimenses;
d) ( ) medidas, superfcies planas,
concentricidade e paralelismo, apenas para
peas de pequenas dimenses.
9) Assinale a alternativa correta:
O ponteiro do relgio comparador ajustado
ao zero da escala por meio de:
a) ( ) limitador de tolerncia;
b) ( ) aro giratrio;
c) ( ) ponta de contato;
d) ( ) alavanca.
10) Assinale a alternativa correta:
Nos relgios comparadores comuns, cada
volta completa do ponteiro equivale a 1 mm.
Como o mostrador tem 100 divises, cada
diviso vale em mm:
a) ( ) 0,01;
b) ( ) 0,002;
c) ( ) 0,001;
d) ( ) 0,1.
11) Cite
alguns
comparadores.
modelos
de
relgios
12) Por que os relgios comparadores eletrnicos
so interessantes de serem usados?
13) Relacione alguns tipos de suportes para os
relgios comparadores.
14) Relacione algumas aplicaes para os relgios
comparadores.
15) Quais os procedimentos a adotar para uma
correta
conservao
dos
relgios
comparadores?
16) O que um sbito?
5) Quais so as partes componentes de um
17) Quais os outros nomes pelos quais os sbitos
relgio comparador?
so conhecidos?
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 62
CT 112 METROLOGIA
18) Qual a grande vantagem de se utilizar um
sbito?
2)
19) Quais as outras vantagens?
20) Como so compostos os sbitos?
21) Como constitudo o conjunto apalpador de
um sbito?
22) Como efetuar leituras com o sbito?
23) Qual a diferena fundamental entre a leitura
de um sbito e um relgio comparador?
24) Quais so as recomendaes para o emprego
do sbito?
25) Quais os procedimentos a serem adotados
com os sbitos quando a medida no se repete
na mesma pea?
26) O que um relgio apalpador?
3)
27) Qual o outro nome de um relgio apalpador?
28) Quais as aplicaes de um relgio apalpador?
29) Quais as partes de um relgio apalpador?
30) Descreva qual a finalidade de cada parte de
um relgio apalpador.
31) Quais os procedimentos a adotar para uma boa
conservao dos relgios apalpadores?
EXERCCIOS PROPOSTOS
Efetuar a leitura dos relgios comparadores
[1].
4)
1)
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 63
CT 112 METROLOGIA
5)
8)
6)
9)
7)
10)
________________________________________________________________________________________________
Captulo 5: Relgios Comparadores - 64
CT 112 METROLOGIA
CAPTULO 6: INSTRUMENTOS DE VERIFICAO
E CONTROLE
RESUMO
Este captulo descreve os vrios tipos e formas
de uso dos instrumentos dedicados verificao e
controle dimensionais.
1.0 - INTRODUO
Como citado anteriormente, efetuar uma
medio indireta consiste em comparar uma grandeza
no com a unidade de medida, mas com corpos de
dimenso conhecida, ou seja, por comparao
confrontar a pea que se quer medir com aquela de
padro ou dimenso aproximada. Neste tipo de
medio, como se sabe, no se determina a medida
real da grandeza.
De modo a efetuar tais medidas indiretas para
o controle das peas, empregam-se os instrumentos de
verificao, comparao e controle, conhecidos por
calibres ou calibradores, verificadores, comparadores,
etc.
Os calibradores so instrumentos que
estabelecem os limites mximo e mnimo das
dimenses que se deseja comparar. Podem ter formatos
especiais, dependendo das aplicaes, como, por
exemplo, as medidas de roscas, furos e eixos.
Os verificadores, por sua vez, so
instrumentos utilizados, como o prprio nome sugere,
para verificar uma determinada propriedade ou
dimenso. Naturalmente, neste caso, tambm se
realizam medidas.
Sendo assim, considerando que ambas as
categorias de instrumentos realizam funes
semelhantes, os termos instrumento calibrador e
instrumento verificador so amplamente empregados
como sinnimos.
Quando isso acontece, as peas esto dentro
dos limites de tolerncia, isto , entre o limite mximo
e o limite mnimo, quer dizer passa/no-passa [1].
A normalizao para fabricao e controle dos
calibradores passa/no-passa segue o princpio de
Taylor, como descrito a seguir [2]:
Lado passa
Regra bsica:
A dimenso limite deve ser verificada com
um calibrador de comprimento igual ao
comprimento de ajustagem da pea.
Excees:
a) Quando o erro de retilineidade do furo
ou do eixo no afeta a caracterstica de
ajuste das peas acopladas, permitido o
uso de calibradores de comprimento
incompleto. Para se ter essa definio,
deve-se conhecer profundamente o
produto e o processo de produo do
mesmo;
b) Quando o furo circular muito grande,
permite-se usar um calibrador vareta
com pontas esfricas, se for conhecido
ou permitido supor que, com o processo
de fabricao utilizado, o erro perifrico
circular do furo to pequeno que no
afeta a caracterstica de ajustagem das
peas acopladas.
Lado no passa
Regra bsica:
A dimenso limite deve ser verificada com
um calibrador que apalpa a superfcie da
pea em dois pontos diametralmente opostos
e verifica uma posio de cada vez.
Excees:
a) Os pontos de contato esto sujeitos a um
rpido desgaste e podem ser substitudos
2.0 CALIBRADORES PASSA/NO-PASSA
por pequenas superfcies planas,
Os calibradores geralmente so fabricados de
esfricas ou cilndricas;
ao-carbono e possuem as faces de contato temperadas
b) No controle de furos muito pequenos
e retificadas.
podem ser utilizados tampes de forma
Eles so empregados nos trabalhos de
completa;
produo em srie de peas intercambiveis, isto ,
c) Para o controle de peas no-rgidas
aquelas que podem ser trocadas entre si, por
utilizam-se calibradores de forma
constiturem conjuntos praticamente idnticos.
cilndrica completa.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 65
CT 112 METROLOGIA
Os calibradores normalmente so fabricados
conforme as normas ISO International Standard
Organization, as quais so adotadas pela ABNT
Associao Brasileira de Normas Tcnicas.
Nas normas relativas tolerncia e ajustes, h
uma denominao alfanumrica especfica. Desta
forma, se um calibrador apresentar uma identificao
como, por exemplo,
a) 50H7, isto significa:
50 a dimenso nominal em mm;
H medida externa ou furo;
7 tolerncia ISO.
Portanto, neste caso, o instrumento para
medio de furos, possuindo um dimetro
bsico de 50 mm, com tolerncia ISO 7
(para o exemplo, ela de 0,030 mm).
b) 25h6, isto significa:
25 a dimenso nominal em mm;
h medida interna ou eixo;
6 tolerncia ISO.
Figura 2 Identificao do lado no-passa.
Deve-se ressaltar que esses calibradores
apenas aprovam ou reprovam uma pea, mas no
quantificam a medida.
Observa-se que existem muitos outros
modelos de calibres tampo, como o do tipo cilndrico
mostrado na figura 3. Eles so modificados no s de
acordo com a utilizao, mas tambm com a
caracterstica construtiva de cada pea, ou seja, os
calibradores so fabricados em geral sob medida para
cada tipo de aplicao.
Portanto, neste caso, o instrumento para
medio de dimetros, possuindo uma
abertura bsica de 25 mm, com tolerncia
ISO 6 (para o exemplo, ela de 0,013
mm).
3.0 CALIBRADOR TAMPO
A maioria dos calibradres tampo so do tipo
passa/no-passa e possuem as extremidades
cilndricas com dimetros diferentes que se destinam a
verificar as dimenses internas de furos.
O furo de uma pea estar dentro da tolerncia
de sua fabricao, quando permitir a entrada da
extremidade mais longa do tampo (lado passa), mas
no o da outra extremidade (lado no-passa).
Figura 3 Calibre tampo cilndrico.
Figura 1 Calibre tampo passa-no-passa.
Figura 4 Exemplo de aplicao do calibrador tampo
O lado no-passa possui uma marca vermelha
passa-no-passa (lado passa).
para identificao.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 66
CT 112 METROLOGIA
obedecendo a dimenses e condies de execuo para
cada tipo de rosca. Alm disto, possuem caractersticas
especiais que devem ser controladas conforme norma,
pois um breve desvio poder comprometer seriamente
a rosca de uma pea que ser medida com ele.
Existem trs tipos de calibradores de rosca, ou
seja, tampo, anel e rosca cnica.
Os do tipo tampo so muito parecidos com
os lisos, pois corresponde a um corpo com duas hastes
anexas, cada uma delas correspondendo a um dos
lados. So aplicveis para roscas interna (fmea).
Figura 5 Exemplo de aplicao do calibrador tampo
cilndrico.
Conforme [2], as seguintes recomendaes
so importantes para o uso do calibrador:
a) Evitar batidas e quedas a principal
recomendao para a utilizao dos
calibradores. Uma simples batida em qualquer
uma das extremidades pode causar a formao
de rebarbas, o que poder impedir a entrada
do calibrador na pea a ser medida;
b) Em calibradores utilizados para medidas cuja
tolerncia muito pequena, exige-se um
cuidado muito especial com relao
oxidao, que pode, imperceptivelmente
alterar o calibrador;
c) Outra medida a ser tomada com calibradores
para tolerncias pequenas o cuidado especial
com relao ao desgaste;
d) Em hiptese alguma deve-se forar o
calibrador contra o furo, o que pode deformar
seriamente o calibrador. Para a medio, o
calibrador deve entrar no furo levemente.
Caso no entre, evidentemente o furo est
com a medida menor que o especificado.
Figura 6 Calibradores para roscas do tipo tampo.
Os calibradores tipo anel, por outro lado,
correspondem a duas peas, uma delas sendo o
"calibrador passa" e a outra, o "lado no passa", como
ilustra a figura 7. So aplicveis para rosca externa
(macho).
Figura 7 Calibradores para roscas do tipo anel.
Os calibradores para roscas cnicas diferem
dos demais por possurem apenas uma ponta de
A utilizao de calibradores de rosca um
medio e uma marcao de profundidade. Neste caso,
processo usual e rpido de verificar roscas.
quando de sua utilizao, se tal marca no for
Tais calibradores so do tipo passa/noultrapassada ao adentrar o calibrador na pea, a roscapassa, fabricados em ao, temperados e retificados,
furo no est conforme especificao.
________________________________________________________________________________________________
4.0 CALIBRADOR DE ROSCA
Captulo 6: Instrumentos de Verificao e Controle - 67
CT 112 METROLOGIA
5.0 CALIBRADOR DE BOCA
Os calibradores de boca tambm so do tipo
passa-no-passa e, em geral, empregados para
verificar dimenses externas, tais como eixos e
espessuras, substituindo o paqumetro ou o micrmetro
externo.
Existem dois tipos desses calibradores, ou
seja, os fixos e os ajustveis.
O calibrador de boca fixo, tambm chamados
de ferradura dupla, no permite ajuste e possui o
aspecto de um oito incompleto e duas bocas, uma
"passa" com o dimetro mximo e, a outra, "no passa"
com a medida do dimetro mnimo (marcado com um
chanfro).
Figura 8 Calibrador de boca fixa.
Para dimenses compreendidas entre 100 mm
e 500 mm, utiliza-se dois calibradores de bocas
separadas, sendo um passa e o outro no-passa.
Figura 10 Calibrador de boca ajustvel.
Existe, ainda, uma variao do calibrador de
boca ajustvel, o qual possui faces roscadas
intercambiveis, permitindo sua utilizao como um
calibrador de roscas externas.
Conforme [2], as seguintes recomendaes
so importantes para o uso do calibrador:
a) Evitar batidas e quedas a principal
recomendao para a utilizao dos
calibradores de boca. Uma simples batida em
qualquer uma das extremidades pode causar a
formao de rebarbas, o que, provavelmente,
impedir a entrada do calibrador na pea a ser
medida;
b) Em calibradores utilizados para medidas cuja
tolerncia muito pequena, exige-se um
cuidado muito especial com relao
oxidao, que pode, imperceptivelmente
alterar o calibrador;
c) Outra medida a ser tomada com calibradores
para tolerncias pequenas o cuidado especial
com relao ao desgaste;
d) Em hiptese alguma deve-se forar o
calibrador contra a superfcie da pea, o que
pode deformar seriamente o calibrador. Para a
medio, o calibrador deve entrar na pea
levemente. Caso no entre, evidentemente a
pea est com a medida maior que o
especificado.
6.0 - VERIFICADORES DE FOLGA
Figura 9 Calibradores de bocas fixas separadas.
Os verificadores de folga tambm so
denominados por apalpadores, calibres espaadores,
O calibrador de boca ajustvel, por outro lado,
canivetes de espessuras ou sondas.
possui uma caracterstica construtiva mais complexa
Eles so constitudos por uma srie de lminas
que o fixo. As suas pontas de medio so
de ao temperado, reunidas entre si e lembrando o
substituveis, podendo ser presas ao corpo do
aspecto de um canivete. Cada lmina, por sua vez,
calibrador por dois ou quatro parafusos de fixao e
possui uma espessura expressa em frao decimal da
pinos de ao temperado e retificado
polegada (0,0015 a 0,2000) ou do mm (0,04 a 5
As faces de medio possuem, geralmente,
mm).
uma rea maior que as do calibrador fixo.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 68
CT 112 METROLOGIA
7.0 - ESCANTILHES
Os escantilhes se destinam verificao dos
ngulos das ferramentas usadas para o corte de roscas,
bem como para a colocao da ferramenta em posio
de trabalho.
Figura 11 Verificadores de folga.
Tais verificadores se destinam determinao
de folgas existentes entre superfcies planas ou no.
Desta forma, para utiliz-los, procura-se uma lmina
ou uma combinao de lminas que melhor se adaptem
folga.
Um exemplo tpico de sua aplicao a
determinao de folgas dos mancais.
Figura 13 Escantilhes.
8.0 VERIFICADORES DE RAIOS
O verificador ou gabarito de raios aplicvel
para verificar raios internos e externos.
As lminas so reunidas em forma de
canivete, possuindo cada lmina uma curva convexa
com um determinado raio e uma curva cncava do
mesmo raio.
A superfcie de cada lmina apresenta a
medida do raio, com dimenses, geralmente, de 1 a 15
mm ou de 1/32 a 1/2.
Figura 12 Aplicaes de verificadores de folga.
Figura 14 Verificadores de raios.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 69
CT 112 METROLOGIA
9.0 - VERIFICADORES PARA PASSOS E PERFIL
DE ROSCAS
Os verificadores para passos e perfil de
roscas, tambm chamados pentes ou gabaritos para
roscas, so formados por uma srie de lminas
dentadas (perfil e passo) reunidas em forma de
canivete. So usados para a identificao rpida, mas
com baixa preciso, de uma rosca quer externa, quer
interna em todos os sistemas.
Em suas lminas so gravados os nmeros de
fios por polegada ou o passo da rosca em milmetros.
10.0 VERIFICADORES DE PARA CHAPAS E
ARAMES
Os verificadores para chapas e arames ou
fieiras apresentam em sua superfcie uma srie de
entalhes com uma numerao, normalmente de 0 (zero)
at 36, que representam a espessura das chapas e
arames em uma determinada escala.
Figura 15 Verificador para passos e perfis de roscas
(sistema Whitworth).
Figura 17 Verificador para chapas e arames.
A verificao feita por tentativas,
procurando-se o entalhe que melhor se ajusta ao fio ou
chapa que se quer verificar.
Figura 18 Aplicao de verificador para chapas e
arames
11.0 VERIFICADORES TELESCPICOS
Os verificadores com brao telescpico (ou,
simplesmente, verificadores telescpicos) so usados
para a verificao de dimetros de furos com grande
preciso.
Eles consistem em uma haste com um
acionador em um lado e uma ou duas pontas de
medio retrteis (ou, telescpica), como ilustra a
Figura 16 Aplicao de verificador de rosca.
figura 19.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 70
CT 112 METROLOGIA
Figura 19 Verificador telescpico.
Figura 21 Aplicao de verificador telescpico.
A leitura da indicao do verificador
efetuada com um micrmetro.
Figura 20 Aplicao de verificador telescpico.
Figura 22 Leitura do verificador.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 71
CT 112 METROLOGIA
12.0 VERIFICADORES PARA PEQUENOS FUROS
Para furos de pequenas dimenses, muitas
vezes impossvel empregar-se os micrmetros
internos. Sendo assim, pode-se utilizar um verificador
telescpico, como o analisado no tpico anterior, ou
um especialmente fabricado para medies em
pequenos furos.
Este tipo de verificador possui uma haste com
um acionador em um lado e a ponta de medio que
pode ser aberta como uma pina.
A leitura da indicao do verificador, tambm
neste caso, efetuada com um micrmetro.
Figura 25 Utilizao do verificador.
Figura 23 Verificador tipo pina.
Figura 26 Leitura do verificador.
13.0 COMPASSOS DE VERIFICAO
Embora os compassos de verificao no
sejam to utilizados atualmente como no passado, eles
ainda se constituem em um importante auxlio para a
realizao de medidas indiretas.
Figura 24 Abertura da pina.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 72
CT 112 METROLOGIA
Existem dois tipos bsicos desses compassos,
ou seja, os internos e os externos.
Os compassos externos so usados para a
verificao de dimetros externos. Possuem as pernas
tortas e existem modelos com ou sem mola e porca de
trava.
Figura 29 Verificao em uma rgua graduada.
Os compassos internos, por outro lado, so
usados para a verificao de dimetros interiores e o
paralelismo das superfcies das concavidades. Possuem
as pernas tortas e existem modelos com ou sem mola e
porca de trava.
a) Com mola.
b) Sem mola.
A figura 30 mostra exemplos de aplicao
deste compasso na medio do dimetro interno
Figura 27 Compasso externo.
A figura 28 mostra a aplicao deste
compasso na medio do dimetro externo, enquanto a
figura 29 a posterior verificao em uma rgua
graduada.
Figura 30 Aplicaes do compasso externo
A figura 31 ilustra a posterior verificao da
medida tanto em um micrmetro quanto em uma rgua
graduada.
Figura 28 Aplicao do compasso externo.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 73
CT 112 METROLOGIA
REFERNCIAS BIBLIOGRFICAS
[1] Telecurso 2000 Metrologia Aula 13
Calibrador. Fundao Roberto Marinho.
[2] InfoMetro Metrologia On-line Calibrador
P/NP set/2001 - disponvel na Internet no
seguinte endereo:
www.infometro.hpg.ig.com.br/PB1F.htm.
QUESTIONRIO
1) O que medio indireta?
2) Assinale a alternativa correta:
A medio indireta feita com:
a) ( ) paqumetro;
b) ( ) micrmetro;
c) ( ) calibradores;
d) ( ) escala.
3) O que so calibradores?
4) O que so verificadores?
5) O que so calibradores passa/no-passa?
Figura 31 Verificao da medida.
14.0 OUTROS TIPOS DE CALIBRADORES
Existem muitos outros tipos de calibradores
ou verificadores aplicveis a diversas situaes como,
por exemplo, os calibradores para ngulos e os para
brocas.
6) Qual a regra bsica na normalizao da
fabricao e controle dos calibradores para o
lado passa?
7) Qual a regra bsica na normalizao da
fabricao e controle dos calibradores para o
lado no-passa?
8) Qual a denominao relativa tolerncia e
ajustes adotadas pelas normas ISO?
9) O que um calibrador tampo?
Figura 32 Calibres para ngulos.
10) Assinale a alternativa correta:
As dimenses de um furo cilndrico estaro
dentro das tolerncias quando o calibrador
tampo (passa/no-passa):
a) ( ) passar o dimetro menor e no passar o
dimetro maior;
b) ( ) no passar o dimetro menor;
c) ( ) no passar os dois dimetros;
d) ( ) passar os dois dimetros.
11) Quais so as recomendaes importantes para
o uso de calibradores tampo?
12) O que calibrador de rosca?
Figura 33 Calibres para brocas.
13) Quais so os tipos de calibrador de rosca?
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 74
CT 112 METROLOGIA
14) Descreva cada um destes tipos.
24) O que so verificadores para chapas e arames?
15) O que um calibrador de boca?
25) Como feita a verificao com uma fieira?
16) Quais os tipos de calibradores de boca?
26) O que so verificadores telescpicos?
17) Descreva cada um destes tipos.
27) Para que se utiliza um verificador com brao
telescpico?
18) Assinale a alternativa correta:
As dimenses de um eixo estaro dentro das
tolerncias quando o calibrador de bocas
(passa/no-passa):
a) ( ) passar na boca menor e no passar na
boca maior;
b) ( ) passar na boca maior e no passar a boca
menor;
c) ( ) passar na boca maior e na boca menor;
d) ( ) no passar a boca menor e na boca
maior.
19) O que so verificadores de folgas?
20) Quais os outros nomes que os verificadores de
folgas recebem?
28) Como feita a leitura do verificador
telescpico?
29) Quando se utilizam os verificadores
especialmente fabricados para pequenos
furos?
30) Descreva este tipo de verificador.
31) Como feita a leitura deste verificador?
32) Para que so utilizados os compassos de
verificao externa?
33) Como feita a leitura deste verificador?
21) O que so escantilhes?
34) Para que so utilizados os compassos de
verificao interna?
22) O que um verificador de raios?
35) Como feita a leitura deste verificador?
23) O que so verificadores para passos e perfis
de roscas?
36) Relacione alguns outros tipos de calibradores
no abordados nas questes anteriores.
________________________________________________________________________________________________
Captulo 6: Instrumentos de Verificao e Controle - 75
CT 112 METROLOGIA
CAPTULO 7: GONIMETRO
RESUMO
O objetivo deste captulo o de analisar o
gonimetro, instrumento empregado para medir ou
verificar ngulos.
A figura 2 apresenta um outro modelo de
gonimetro simples, enquanto a figura 3, o semicrculo
graduado.
1.0 - INTRODUO
O gonimetro um instrumento prprio para
medir ou verificar ngulos ou arcos de circunferncia.
Existem vrios tipos de gonimetros, sendo
que, em todos os casos, a leitura da medio realizada
em um crculo, ou semicrculo, graduado.
2.0 TIPOS E PARTES COMPONENTES
Os tipos mais empregados so os gonimetros
simples e os de preciso.
2.1 Gonimetro Simples
O gonimetro simples, tambm conhecido por
transferidor de grau, empregado em medidas que no
necessitem de grande preciso.
Para efetuar a medio deve-se deslocar a
lmina, a qual gira em torno de uma articulao, e
efetuar a leitura sobre um semicrculo graduado. A
menor diviso da escala igual a 10.
Figura 2 Gonimetro simples.
Figura 3 Semicrculo graduado de um gonimetro
Figura 1 Gonimetro simples.
simples.
________________________________________________________________________________________________
Captulo 7: Gonimetro - 76
CT 112 METROLOGIA
A figura 4 mostra um terceiro modelo de
gonimetro simples, onde, alm de girar na articulao,
pode-se deslizar a base por uma ranhura.
2.2 Gonimetro de Preciso
A figura 6 apresenta um gonimetro de
preciso, cujas medies podem ser de at 5 minutos
(5) de grau.
Figura 4 Gonimetro simples.
Um outro exemplo de gonimetro simples
fornecido na figura 5. Este modelo possui um nvel de
bolha.
Figura 6 Gonimetro de preciso.
Como se observa na figura
gonimetro de preciso constitudo de:
6,
a)
Disco graduado e esquadro, formando uma s
pea. O disco graduado apresenta quatro
graduaes, de 0o a 90 e um articulador. Tal
articulador gira com o disco do vernier e
possui um ressalto na extremidade adaptvel
ranhura da rgua;
b) Rgua, que pode ser girada se o articulador
estiver fixado nela. Desta forma, poder se
adaptar aos lados ou s faces do ngulo por
medir, com uma das bordas do esquadro. A
posio varivel da rgua em torno do disco
graduado permite, pois, a medio de
qualquer ngulo;
c) Disco do vernier, que fornece uma
aproximao de at 5 minutos (5') de grau.
As figuras 7 a 9 mostram alguns exemplos de
Figura 5 Gonimetro simples com nvel de bolha.
aplicao do gonimetro de preciso.
________________________________________________________________________________________________
Captulo 7: Gonimetro - 77
CT 112 METROLOGIA
Figura 7 Medio de ngulo com o gonimetro.
Figura 11 Exemplo de aplicao do gonimetro
digital.
3.0 LEITURA DO GONIMETRO
Figura 8 Medio de ngulo com o gonimetro.
A leitura do gonimetro simples realizada na
escala com o valor que coincidir com a da marca de
referncia contida na lmina.
Figura 9 Medio de ngulo com o gonimetro.
2.3 Gonimetro Digital
Existem tambm gonimetros digitais, como o
ilustrado na figura 10.
Figura 10 Gonimetro digital.
Figura 12 Leitura de gonimetro simples.
________________________________________________________________________________________________
Captulo 7: Gonimetro - 78
CT 112 METROLOGIA
A leitura do gonimetro de preciso,
entretanto, envolve o vernier ou nnio. O disco
apresenta a escala em graus, enquanto o vernier em
minutos, como ilustra a figura 13.
Figura 13 Escalas do disco e do vernier em um
gonimetro de preciso.
Observe-se na figura 13 que o vernier possui
12 divises direita e 12 esquerda do zero, sendo que
cada uma corresponde a 5. Desta forma, naturalmente,
obtm-se 60, ou seja, 10 em ambos os sentidos.
Lem-se os graus inteiros na graduao do
disco antes do zero do vernier. Em seguida, deve-se
contar os traos do vernier at o ponto em que um
deles coincidir com um trao do disco.
O sentido da leitura tanto pode ser da direita
para a esquerda, como da esquerda para a direita.
Ressalta-se, entretanto, que, tanto o disco quanto o
vernier, devem ser lidos no mesmo sentido.
As figuras 14 e 15 apresentam exemplos de
leitura em ambos os sentidos.
o trao do vernier que coincide com o do disco o de
30. Portanto:
Leitura = 850 30
Figura 15 Exemplo de leitura de um gonimetro de
preciso Esquerda para direita.
No caso da figura 15, a leitura do primeiro
trao antes do zero do vernier 320, observando-se o
sentido esquerda para direita. Ainda no mesmo sentido,
o trao do vernier que coincide com o do disco o de
30. Portanto:
Leitura = 320 30
A figura 16 apresenta um caso onde o zero do
vernier coincide com a graduao do disco.
Figura 16 Exemplo de leitura de um gonimetro de
preciso Coincidncia do zero do vernier com a
graduao do disco.
No exemplo da figura 16, a leitura direta, ou
seja:
Figura 14 Exemplo de leitura de um gonimetro de
preciso Direita para esquerda.
Leitura = 660
Note-se que a leitura da medio da figura 13
No caso da figura 14, a leitura do primeiro
constitui-se
no mesmo caso e, portanto:
trao antes do zero do vernier 850, observando-se o
sentido direita para esquerda. Ainda no mesmo sentido,
Leitura = 450
________________________________________________________________________________________________
Captulo 7: Gonimetro - 79
CT 112 METROLOGIA
4.0 - CONSERVAO
1)
Para a boa conservao dos gonimetros,
conforme [1], deve-se:
a)
Evitar quedas e contato com ferramentas de
oficina;
b) Guardar o instrumento em local apropriado,
sem exp-lo ao p ou umidade.
REFERNCIA BIBLIOGRFICA
2)
[1] Telecurso 2000 Metrologia Aula 16
Gonimetro. Fundao Roberto Marinho.
QUESTIONRIO
1) O que um gonimetro?
2) Quais so os tipos de gonimetros mais
empregados?
3)
3) Como tambm conhecido o gonimetro
simples?
4) Quando o gonimetro simples pode ser
empregado?
5) Como se realiza uma medio com o
gonimetro simples?
6) No gonimetro simples, qual o menor valor
da diviso da escala?
4)
7) No gonimetro de preciso, qual o menor
valor da diviso da escala?
8) Quais as partes componentes do gonimetro
de preciso?
9) Descreva cada uma dessas partes.
10) Como feita a leitura do gonimetro simples?
11) Como feita a leitura do gonimetro de
preciso?
5)
EXERCCIOS PROPOSTOS
As figuras a seguir representam medies
efetuadas com um gonimetro de preciso. Efetuar as
suas leituras [1].
________________________________________________________________________________________________
Captulo 7: Gonimetro - 80
CT 112 METROLOGIA
6)
10)
7)
11)
8)
12)
9)
13)
________________________________________________________________________________________________
Captulo 7: Gonimetro - 81
CT 112 METROLOGIA
CAPTULO 8: TORQUMETROS
RESUMO
Neste captulo so abordados o conceito de
torque de aperto de parafusos e a ferramenta para
executar esta funo adequadamente, a qual
conhecida por torqumetro.
No parafuso mostrado na figura 2, por outro
lado, deseja-se aplicar de 20 N ao parafuso.
1.0 - INTRODUO
O aperto de parafusos acima da classe 8.8 e a
partir da rosca M12 admite valores de toro to
grandes, que para seu total aproveitamento, no so
suficientes as alavancas das ferramentas manuais
normais [1]. Por outro lado, em pequenos parafusos,
facilmente pode-se aplicar torques (ou aperto) acima
dos limites da resistncia elstica dos mesmos.
Nesta situao, h o surgimento de tenses e,
conseqentemente, uma deformao das peas quando
em servio.
De forma a se evitar esta situao e se obter o
exato momento de toro desejado, emprega-se uma
ferramenta especial denominada torqumetro. Portanto,
ele se destina a medir o torque conforme especificado
pelo fabricante de um equipamento, no qual se executa
o servio.
2.0 CONCEITO DE TORQUE
Torque ou conjugado um momento de
toro, ou seja, o esforo que se faz para movimentar a
porca ou o parafuso em crculo, como no caso
mostrado na figura 1.
Figura 2 Aplicao de torque em um parafuso [1].
Verifica-se na figura 2 que quanto maior a
distncia do ponto de aplicao, menor ser a fora a
ser aplicada para se obter o mesmo valor de torque.
Portanto, pode-se concluir que o torque (M) o
resultado da multiplicao do valor da fora aplicada
(F) pela distncia (d) do ponto de aplicao, ou seja:
M =F x d
(1)
Existem vrias unidades para o torque, tais
como:
a)
b)
c)
d)
quilograma-fora x metro (kgfm ou kgm);
Newton x metro (Nm);
libra-fora x p (lbf ft);
libra-fora x polegada (lbf in).
As relaes aproximadas entre as unidades so:
1 kgm = 9,81 Nm = 7,23 lbf-ft = 86,8 lft in
e
1 lbf ft = 12 lbf in
Observa-se que a relao entre kgm e Nm
igual numericamente acelerao da gravidade e, por
facilidade de converso entre unidades, aproximado
para 10. Desta forma, usual empregar-se:
Figura 1 Conceito de torque [1].
1 kgm 10 Nm
________________________________________________________________________________
Captulo 8: Torqumetros - 82
CT 112 METROLOGIA
3.0 SURGIMENTO DE TENSES CONFORME O
TORQUE APLICADO
A figura 3 ilustra a aplicao de torque a uma
porca.
4.0 TIPOS DE TORQUMETROS
Existem vrios tipos de torqumetros
disponveis comercialmente, os quais se diferenciam
pelos seus sistemas de sinalizao do torque aplicado.
Os principais so os torqumetros de vareta, os de
estalo, os de relgio, os de giro livre ou escape e os
digitais.
Para executar o seu trabalho, o torqumetro
sempre utiliza um corpo elstico calibrado, ou seja,
uma barra no tipo vareta e no de relgio, mola
helicoidal no de estalo e no de giro livre e
extensmetro (strain gauge) nos digitais, para indicar o
torque que est sendo aplicado, ou para sinalizar que
um torque pr-selecionado foi alcanado.
Tais tipos so analisados nos prximos
tpicos.
5.0 TORQUMETRO DE VARETA
Figura 3 Aplicao de torque a uma porca [1].
Atravs da figura 3 pode-se concluir que
medida que a porca e o parafuso so apertados, as duas
chapas so unidas uma na outra. O ngulo da rosca no
parafuso converte a fora aplicada em tenso (ou
estiramento) no corpo do parafuso.
Pelo exposto, conclui-se que cada parafuso
possui um valor correto de torque/tenso para cada
aplicao de fixao.
Considerando-se este aspecto, se o torque for
excessivo, pode:
O tipo mais simples entre os torqumetros o
de vareta, porm ele confivel e preciso. Alm disto,
no h praticamente o que errar se ele for aplicado de
modo correto.
Este torqumetro composto por uma vareta
de ao, onde se aplica o esforo, e uma segunda vareta,
fixa, com um ponteiro, o qual indicar o torque
aplicado. Em uma das extremidades da vareta de ao
tem-se a escala e o punho. Na outra extremidade
montada a vareta fixa e um quadrado para como os das
chaves soquetes. Para ilustrar o exposto, a figura 4
apresenta as suas partes constituintes bsicas.
a) espanar os fios de rosca do parafuso;
b) quebrar o parafuso;
c) empenar um conjunto fixado por parafusos,
impedindo seu funcionamento normal;
d) esmagar juntas ou gaxetas, provocando assim
vazamento de gases e lquidos;
e) trincar o parafuso, fazendo-o falhar mais
tarde, pondo em risco vidas humanas e
patrimnio.
Se, por outro lado, ele for insuficiente, pode:
a) Torqumetro completo.
a)
fazer cair o parafuso devido a vibraes da
mquina ou do equipamento;
b) alterar a vedao (junta), o que provoca o
vazamento de gases e lquidos entre
componentes de mquinas, etc;
c) comprometer o desempenho da mquina ou
equipamento em funo da falta de
alinhamento e suporte dos seus componentes
entre si;
d) causar acidentes e danos ao patrimnio.
Desta forma, importante conhecer tais
valores, de forma que o produto final seja seguro,
eficiente e econmico e, para tanto, emprega-se os
torqumetros.
b) Mostrador.
Figura 4 Partes bsicas do torqumetro de vareta.
________________________________________________________________________________
Captulo 8: Torqumetros - 83
CT 112 METROLOGIA
A figura 5 apresenta um segundo modelo, o
qual utiliza um cabo de borracha para a empunhadura e
o respectivo mostrador em destaque.
Figura 7 Aplicao do torqumetro de vareta.
a) Torqumetro completo.
b) Mostrador.
Figura 5 Torqumetro de vareta.
O seu emprego se faz como se fosse uma
chave soquete, porm aplicando-se a fora exatamente
no piv do punho, como ilustra a figura 6.
Assim, o valor de torque ser verificado
atravs do mostrador com a escala, como ilustra a
figura 8.
Figura 8 Indicao do torque aplicado.
Deve-se tomar cuidado para no aplicar uma
sobrecarga no torqumetro, pois isto poder fazer com
que a vareta fique permanentemente flexionada.
Para checar a calibrao, verifica-se a posio
do ponteiro com a ferramenta em descanso. Se ele
estiver no ponto zero, as medies sero precisas. Em
caso contrrio, deve-se girar o eixo do ponteiro at que
ele indique o zero.
Normalmente, o seu campo de aplicao o
de reparos e para manuteno automotiva.
6.0 TORQUMETROS DE RELGIO
Figura 6 Aplicao do torqumetro de vareta.
Ao aplicar a fora, a vareta de ao se flexiona,
movimentando a escala, enquanto a vareta do ponteiro
est fixa. Naturalmente, haver uma maior deflexo da
vareta de ao quanto maior for o torque aplicado.
O torqumetro de relgio possui, basicamente,
o mesmo princpio de funcionamento do torqumetro
de vareta.
O sistema mais simples possui um relgio
com um nico ponteiro que, durante a aplicao de
fora, percorre a escala e, ao cess-la, volta a zero.
Desta forma, ele permite ao operador observar o torque
aplicado do comeo ao fim do processo de aperto,
diferentemente dos tipos que sinalizam quando o
torque programado atingido.
________________________________________________________________________________
Captulo 8: Torqumetros - 84
CT 112 METROLOGIA
Figura 9 - Torqumetro com relgio.
Para facilitar o trabalho com torqumetros
compridos ou para executar testes destrutivos existe o
relgio de ponteiro duplo ou de arraste ou, ainda, de
memria, possibilitando o registro do torque mximo
atingido.
O segundo ponteiro pode ser usado como ponto de
referncia pr-selecionado, ou seja, possvel ajust-lo
manualmente em um valor desejado e acionar o
torqumetro at que ambos os ponteiros se encontrem.
Figura 11 - Torqumetro de relgio com sinal
luminoso.
Em relao s sobrecargas, em geral, os
torqumetros com ponteiro de arraste so providos com
um dispositivo de proteo. Em alguns modelos,
inclusive, ele pode ter um sinal udio/visual que avisa
o operador que o valor do torque desejado foi
alcanado.
Normalmente, o seu campo de aplicao
para reparos e manuteno de equipamentos que
possuem juntas crticas, exigindo menor disperso de
torque.
A calibrao deve ser realizada com
equipamentos apropriados.
a) Torqumetro completo.
b) Relgio
Figura 10 - Torqumetro com relgio e ponteiro de
arraste.
Quando for necessrio aplicar torque em reas
escuras ou inacessveis viso direta, pode-se optar
por torqumetros com sinal de luz ou sinal sonoro. Em
ambos os casos, o ponto em que deve ocorrer o sinal
previamente selecionado.
Figura 12 Exemplos de aplicao do torqumetro de
relgio.
________________________________________________________________________________
Captulo 8: Torqumetros - 85
CT 112 METROLOGIA
7.0 - TORQUMETRO DE ESTALO
Nos torqumetros de estalo, quando o torque
definido previamente alcanado, o operador ouve um
estalo e sente uma pequena movimentao.
Tal caracterstica torna o seu princpio de
funcionamento diferente dos tipos anteriores. Desta
forma, para analisar tal princpio, a figura 13 mostra os
componentes internos de um torqumetro de estalo
genrico, enquanto a figura 14 os externos.
Figura 13 Torqumetro de estalo Componentes
internos.
Figura 14 - Torqumetro de estalo Componentes externos.
Para cada posio do sistema de ajuste
submete-se a mola a presses diferentes. A mola,
nestas condies, prende firmemente a extremidade da
alavanca de carga, a lingeta e o guia.
Ao acionar o torqumetro, a porca (ou o
parafuso) gira at que ela oferea um valor de torque
resistente ligeiramente maior que o ajustado
previamente. Nesta situao, a alavanca de carga e a
lingeta se movimentam (ou, "dobram") como ilustra a
figura 15.
Figura 16 Boto de trava.
b) Girar o punho at que o zero da escala do
tambor seja igual ao valor do torque desejado
na escala principal;
Figura 15 Atuao do torqumetro de estalo.
O estalo que se ouve resultado do golpe
dado pela alavanca da carga e da lingeta ao entrar em
contato com a superfcie interna do eixo.
Observa-se que o torqumetro torna-se rgido
enquanto a alavanca da carga estiver nesta posio.
O sistema s ser resetado quando for retirada
a fora da mo sobre o punho.
Se, aps o estalo, continuar-se a aplicao da
fora, ocorrer uma sobrecarga, ou seja, valores
maiores que torque inicialmente ajustado.
Para utilizar o torqumetro mostrado na figura
14, empregam-se os seguintes procedimentos:
a)
Liberar o boto da trava;
Figura 17 Ajuste do torque.
c)
Travar o torqumetro novamente;
________________________________________________________________________________
Captulo 8: Torqumetros - 86
CT 112 METROLOGIA
Figura 18 Boto de trava.
d) Instalar o soquete ou adaptador necessrio;
Figura 21 Indicador com visor.
a) Adaptador.
Os torqumetros de estalo apresentam diversas
vantagens sobre os outros tipos, ou seja:
a)
Desde que ajustado adequadamente, pode-se
efetuar repetidas aplicaes de torque em
vrios parafusos, por exemplo;
b) No h necessidade de se visualizar a escala
de medio quando em uso;
c) A extremidade de movimentao realizada
com uma catraca.
e)
b) Adaptador instalado.
Figura 19 Instalao de adaptador.
Aplicar o torqumetro na porca ou parafuso e
girar sempre no sentido horrio continua e
homogeneamente. Observe-se que trancos ou
movimentos muito bruscos resultam na
aplicao de torques com valores diferentes
do ajustado.
H repetibilidade consistente durante seu uso,
desde que ocorram cuidados adequados com ele.
Excesso de leo ou graxa e batidas, por exemplo,
devem ser evitados.
Uma grande desvantagem, entretanto, que,
para este tipo de torqumetro, a calibrao peridica
deve ser realizada com equipamentos apropriados.
Normalmente, o seu campo de aplicao
para montagens automotivas e industriais em
ambientes hostis (sujeira, pouca visibilidade, mo de
obra no-especializada).
8.0 TORQUMETRO DE GIRO LIVRE OU DE
ESCAPE
Figura 20 Aplicao do torqumetro.
Existem outros modelos de torqumetros de
estalo, onde o ajuste realizado da mesma forma, mas
a leitura feita em um indicador, como o
exemplificado na figura 21, facilitando-a.
Nos torqumetros de giro livre ou escape
(slipper) quando o valor de torque programado
alcanado, um mecanismo faz com que a aplicao do
torque cesse, ou seja, a ferramenta gira em falso e o
soquete ou ponta engajada no parafuso no se mexem
mais.
Mesmo se a aplicao da fora seja repetida, o
valor do torque pr-estabelecido no ser excedido e,
portanto, este procedimento impossibilita a sobrecarga.
________________________________________________________________________________
Captulo 8: Torqumetros - 87
CT 112 METROLOGIA
Figura 22 -Torqumetro de escape ou giro livre Componentes externos [1].
Estes torqumetros possuem, alm de uma
mola helicoidal calibrada, um sistema de embreagem
que transmite a fora ao pino-propulsor. Quando a
fora gerada pelo operador excede a tenso da mola
sobre a embreagem, esta comea a deslizar (girar
livremente), impedindo que mais fora seja transmitida
ao pino-propulsor.
H vrios sistemas de embreagem, porm
todos funcionam reagindo frico existente entre
mola e embreagem. Devido a este princpio os torques
que podem ser atingidos com certa repetibilidade so
relativamente baixos.
Os torqumetros de giro livre no dependem
do seu comprimento e o resetamento automtico e
audvel aps um pequeno movimento do brao.
A sua utilizao interessante para a
aplicao de torques relativamente baixos, eliminando
o julgamento do operador.
Figura 23 - Torqumetro de escape ou giro livre
Componentes internos [1].
Para ajustar o valor de torque no modelo do
torqumetro da figura 22, utiliza-se escala com
regulagem micromtrica, como ilustrado na figura 24.
Figura 25 Exemplo de aplicao do torqumetro de
giro livre.
9.0 OUTROS TIPOS DE TORQUMETROS
Alm dos tipos apresentados, existem vrios
outros. Os de maior interesse so os axiais e os digitais
como descritos sucintamente a seguir.
9.1 - Torqumetro axial
Figura 24 Escala com regulagem micromtrica [1].
Em outros modelos o ajuste realizado com
auxlio de um calibrador de torque.
Os torqumetros axiais so utilizados
especialmente para controle da qualidade, pesquisa e
desenvolvimento ou em operaes industriais como
eletrnica, eltrica e equipamentos de escritrio.
Eles esto disponveis tanto no tipo de estalo
quanto no de escape.
O seu perfil lembra ao de uma chave de fenda,
como ilustra a figura 26.
________________________________________________________________________________
Captulo 8: Torqumetros - 88
CT 112 METROLOGIA
Figura 26 - Torqumetro axial.
com o jogo de pilhas de at 1 ano. O comando
realizado atravs de um processador a zeragem
automtica sob presso de tecla e pelo modo stand-by.
A exatido de 1 %, preciso constante e resoluo
de 1 Nm. A amplitude de medio de 30-300 Nm. O
quadrado de encaixe de 12,7 mm (1/2'') com catraca
reversvel para aplicao de torques no sentido horrio
(direita) e anti-horrio (esquerda). O modo stand-by
automtico (tempo ajustvel). Tem opo para conectar
fones de ouvidos e memria de valores de medio.
Emite sinais luminosos diferentes quando atingido a
tolerncia mnima, nominal e mxima.
As figuras 28 a 30 mostram outros modelos
desta modalidade de torqumetro.
9.2 - Torqumetro eletrnicos e digitais
O emprego da eletrnica em torqumetros vem
sendo incrementado nos ltimos anos. H uma gama
muito grande de modelos, existindo desde simples
atualizaes dos tipos tradicionais at os que utilizam
strain gauges e microprocessadores.
A figura 27 apresenta, a ttulo de exemplo, um
torqumetro da linha Torcotronic da Torqueleader [1].
Figura 28 Torqumetro digital com memria e cabea
intercambivel [1]
Figura 27 Torqumetro eletrnico [1].
Para ilustrar o potencial deste torqumetro
transcrevem-se, a seguir, as suas caractersticas
descritas pelo prprio fabricante [1]:
Torqumetro eletrnico desenvolvido para medio
precisa de torques. A parte eletrnica compacta e est
instalada no delgado corpo da caixa do Torcotronic e
garante um manuseio funcional. Com seu sistema de
comando possvel programar um torque nominal com
suas tolerncias. Os valores programados so visveis
no seu display de cristal lquido fixado no prprio
corpo. A leitura dos valores medidos feita atravs de
grandes dgitos. O sistema de manuseio realizado
atravs de duas teclas com modo stand-by. A
transmisso da fora efetua-se sem atrito eletrnica.
O Torcotronic funciona com pilhas de 1,5 V ou
baterias recarregveis de 12 V. O tempo de autonomia
Figura 29 - Torqumetro digital com comando
independente [1].
Figura 30 Torqumetro de estalo com indicador
digital.
________________________________________________________________________________
Captulo 8: Torqumetros - 89
CT 112 METROLOGIA
Figura 34 Multiplicador de torque compacto [1].
Figura 31 Exemplo de aplicao de um torqumetro
digital.
10.0 MULTIPLICADORES DE TORQUE
Como a fora fsica do operador constitui um
limite para qualquer operao de torque, por vezes
necessrio empregar-se multiplicadores de torque.
Internamente, esses acessrios possuem
sistema de engrenagens planetrio, com as laterais dos
dentes retificados, montadas sobre rolamentos e furos
calibrados. Externamente, possuem um encaixe de
entrada fmea, onde se insere o quadrado do
torqumetro, e encaixe de sada macho e sempre maior
que o encaixe de entrada.
As figuras 32 a 34 apresentam alguns
exemplos de multiplicadores de torque.
Figura 35 Torqumetro e multiplicador.
Figura 32 Multiplicador de torque [1].
Figura 33 Multiplicador de torque [1].
Os
multiplicadores
de
torque
so
caracterizados pelo seu fator de multiplicao. Por
exemplo, um fator 1:5 significa que para cada 1 Nm
aplicado pelo torqumetro no multiplicador, ele
aplicar 5 Nm no parafuso ou porca. Portanto, ao
utilizar um multiplicador, o torque a ser aplicado ao
parafuso ou porca igual ao torque no torqumetro
multiplicado pelo fator de multiplicao.
Os multiplicadores de torque podem ser
agrupados para aumentar sua capacidade de torque,
porm o torque final aplicvel sempre limitado pela
capacidade mxima de torque na sada do ltimo
multiplicador.
________________________________________________________________________________
Captulo 8: Torqumetros - 90
CT 112 METROLOGIA
A figura 36 exemplifica algumas
aplicaes de multiplicadores de torque.
das
Tais adaptadores so encaixados no quadrado
do torqumetro, como ilustra a figura 38.
Figura 38 Adaptador encaixado no torqumetro.
Figura 36 Exemplos de aplicao de multiplicadores
de torque.
11.0 ADAPTADORES OU EXTENSES
s vezes, impossvel ou pouco prtico usar
os soquetes regulares em vrias situaes, tais como:
a) Para adaptar o torqumetro aos encaixes
ou s aplicaes especiais.
b) Aumentar ou multiplicar o torque para
valores superiores da capacidade do
torqumetro;
c) Para aplicar torque em porcas e
parafusos que sejam de difcil acesso.
Figura 39 Torqumetro com adaptador.
Naturalmente, tais extenses mudam o
comprimento eficaz do torqumetro e, assim,
necessrio calcular os ajustes corretos para compensar
esta alterao. Para tanto, necessrio medir as vrias
dimenses ilustradas na figura 40.
Nestes casos, devem ser utilizados acessrios
especiais conhecidos por adaptadores ou extenses.
Existem vrios modelos de adaptadores, os
quais, inclusive, produzidos de forma artesanal. A
figura 37 apresenta um exemplo.
Figura 40 Comprimentos no torqumetro com
adaptador.
Para a correo, tem-se:
Torque de ajuste =
Figura 37 Adaptador.
a
x Torque desejado
c
Supondo-se que, para ilustrar a utilizao da
formula de correo, se deseja aplicar em um parafuso
um torque de 88 Nm e que a medio dos
________________________________________________________________________________
Captulo 8: Torqumetros - 91
CT 112 METROLOGIA
comprimentos resultou em a = 33 cm e b = 6,35 cm,
tem-se:
c = a + b = 33 + 6,35 = 39,35 cm
ento:
Torque de ajuste =
33
x 88 = 74 Nm
39,35
Desta forma, deve-se ajustar 74 Nm no
torqumetro, para que resulte 88 Nm no parafuso.
Deve-se observar que, se os adaptadores
forem encaixados a 900 do eixo do torqumetro, no
haver alteraes no ajuste do torqumetro (ou seja,
neste caso, a = c).
Figura 41 - Eixo do torqumetro e extenso a 900.
As extenses de punho do torqumetro no
devem ser usadas sob nenhuma circunstncia. Seu uso
resultar em leituras errneas do torque e poder
danificar o prprio punho, eixo ou o mecanismo de
ajuste.
12.0 ESCOLHA DO TORQUMETRO
Depois de determinar qual o valor de torque
a ser aplicado em uma porca ou parafuso, deve-se
definir o tipo de torqumetro a ser empregado.
Desta forma, nos torqumetros analgicos
(estalo, relgio, vareta, giro livre), o torque dever
estar compreendido em uma faixa entre 20% a 100%
da capacidade mxima do torqumetro [2]. Para os
torqumetros digitais, entretanto, entre 10% a 100% da
capacidade mxima do torqumetro [2].
Ressalta-se que a preciso indicada pelo
fabricante do torqumetro s se aplica s faixas acima
de modo que no existe nenhum torqumetro que
comece de zero [2].
Portanto, deve-se atentar para o fato de que,
muitas vezes, ser necessrio empregar-se torqumetros
com capacidades mximas diferentes.
13.0 CALIBRAO DE TORQUMETROS
Os torqumetros em geral so fabricados e
fornecidos com limites de erro permissveis,
denominados faixa de tolerncia.
Quando se faz necessrio verificar se um
determinado torqumetro apresenta valores na sua faixa
de tolerncia, ou ainda quando importante reduzir a
incerteza de medio, preocupao esta que ocorre em
casos especiais, existem dois procedimentos que
podem ser realizados, ou seja:
a)
b)
Aferir o torqumetro, o que consiste na
obteno de sua curva de resposta, de tal
modo a verificar se ela se encontra nos limites
de tolerncia fornecidos pelo fabricante;
Calibrar o torqumetro, que o procedimento
visando, tambm, a obteno da curva de
resposta, porm realizado para aquele sero
considerados padro ou quando se necessita
de uma medio com preciso melhor do que
a fornecida pelo fabricante.
Os procedimentos para a aferio e a
calibrao so, basicamente, os mesmos e, desta
forma, so empregados como sinnimos.
Os benefcios de se calibrar um torqumetro
so, entre outros, a confiabilidade nos resultados
obtidos, possibilidade de correo dos resultados e
evitar a aplicao de valores de torque diferentes dos
adequados.
Desta forma, conveniente e necessrio,
calibrar os torqumetros em intervalos definidos e/ou
sob determinadas condies.
Em outras palavras, importante calibrar os
torqumetros quando:
a) Quando ocorrer dvida nos resultados obtidos;
b) Aps sobrecargas;
c) Aps quedas ou choques violentos sofridos
pelo torqumetro;
d) Aps reparos efetuados no torqumetro.
Alm disto, a ABNT atravs da NB-1231
estabelece que torqumetros devem ser calibrados:
a) A cada seis meses;
b) A cada 5.000 ciclos de trabalho para
torqumetros de estalo e de giro livre;
c) A cada 10.000 ciclos de trabalho para
torqumetros de vareta, relgio e digital.
Observe-se que, ainda de acordo com a citada
norma, os torqumetros de vareta, de relgio, digitais e
de estalo com escala externa devem ser calibrados em
20%, 40%, 60%, 80% e 100% da capacidade mxima
do torqumetro. Torqumetros de estalo, sem escala
externa (pr-set), devem ser aferidos no torque de
trabalho.
________________________________________________________________________________
Captulo 8: Torqumetros - 92
CT 112 METROLOGIA
Existem vrios tipos de calibradores
mecnicos ou eletrnicos, inclusive microprocessados.
As figuras 42 a 45 apresentam alguns deles.
14.0 PROCEDIMENTOS PARA O APERTO DE
JUNES
PARAFUSADAS
COM
UM
TORQUMETRO
Para efetuar o aperto de junes parafusadas
conveniente seguir as seguintes recomendaes [1]:
a)
Figura 42 Calibrador mecnico analgico [1].
Figura 43 Calibrador hidrulico [1].
Utilizar um torqumetro calibrado: Certificarse de que seja usado um torqumetro calibrado
e com um valor de torque correto no aperto;
b) Especificar o torque de aperto correto:
Sempre que for vivel, especificar o torque de
aperto baseado em resultados de testes
efetivos ao invs de um valor teoricamente
calculado. A determinao experimental do
torque de aperto pode ser estabelecida pela
medida da extenso do parafuso, por
medidores de fora de tenso ou pelo uso de
uma clula de carga alojada na juno;
c) Determinar uma seqncia de aperto: A
maioria das junes consiste em mais de um
parafuso e unem superfcies que no so
completamente planas. A seqncia de apertar
parafusos pode ter uma significativa
influncia sobre as pr-cargas resultantes.
Com base na experincia, se os parafusos
estiverem em um padro circular, uma
seqncia de aperto cruzada deve ser adotada.
Para outros padres no circulares de
parafuso, interessante empregar uma
seqncia em espiral que inicia no meio. Em
junes crticas, um padro de aperto que
aperta os parafusos mais do que uma vez pode
ser adotado para garantir uma distribuio
igual da pr-carga.
Figura 44 Calibrador eletrnico.
Figura 46 Seqncias de aperto.
Figura 45 Calibrador eletrnico porttil.
d) Cuidados com o uso de arruelas simples: Em
algumas situaes, tais como cobrir slots para
reduzir a presso da superfcie sob a cabea
do parafuso, tradicionalmente so utilizadas
arruelas simples. Nestas condies, verifica-se
que o espao entre a haste do parafuso e o
furo da arruela pode resultar em movimento
lateral relativo, o que leva modificao da
superfcie de contato entre porca e da arruela,
afetando o contato entre arruela e juno
durante o aperto. Isto altera a relao torquetenso e pode ocasionar grandes variaes na
________________________________________________________________________________
Captulo 8: Torqumetros - 93
CT 112 METROLOGIA
pr-carga. Nestas circunstncias, deve-se
assegurar que tais arruelas sejam de espessura
e dureza suficientes e que possuam um bom
encaixe para a haste do parafuso;
e) Parafuso com Cabea Flangeada: Em
materiais relativamente macios, ou quando
so usados parafusos de alta tensilidade, devese considerar o uso de parafusos e porcas com
cabea flangeada. Estes fixadores reduzem a
presso na superfcie sob a porca, reduzindo a
quantidade de pr-carga perdida devido ao
incrustamento;
f) Gaxetas:
As
gaxetas
convencionais
deformam, o que resulta em uma reduo na
pr-carga dos parafusos ao longo do tempo. A
maior parte desta deformao geralmente
ocorre logo aps a montagem. Para reduzir o
efeito deste tipo de problemas, deve-se
reapertar os parafusos depois de transcorrido
um perodo de tempo em relao ao aperto
inicial;
g) Encravamento: Encravamento a deformao
plstica que ocorre nas roscas do fixador e na
juno propriamente dita e causado pelas
elevadas tenses geradas pelo processo de
aperto. O encravamento resulta na alterao
do comprimento do parafuso e, portanto, em
perda de pr-carga. Tipicamente, a perda de
pr-carga devido ao encravamento est na
faixa de 10%. Ela aumenta com o nmero de
superfcies que so unidas e com a aspereza
dessas superfcies. Grandes presses de
superfcies sob a cabea do parafuso podem
tambm ser uma causa do encravamento
excessivo. Isso pode ser devido ao uso de
fixadores altamente fracionados em materiais
relativamente macios. Arruelas de presso ou
o uso de fixadores flangeados podem reduzir
tais efeitos. Deve-se ter cuidado tambm ao
usar parafusos curtos para unir vrias juntas.
Nestas juntas os parafusos de pequenos
comprimentos
podem
aumentar
consideravelmente
o
nmero
de
encravamentos. Relaxamento de juntas um
termo usado para descrever os efeitos
combinados de encravamentos e deformaes
de gaxetas.
15.0 PRECAUES PARA A UTILIZAO DE
TORQUMETROS
Algumas precaues devem ser adotadas no
manuseio de torqumetros, tais como:
a)
Ao se usar um torqumetro, importante
verificar se o torque dado em parafuso seco
ou lubrificado. Para obter maior preciso na
medio, conveniente lubrificar previamente
a rosca antes de colocar e apertar a porca ou
parafuso. No parafuso seco limp-lo se
necessrio;
b) Observe-se que alguns torqumetros so
dependentes da distncia, o que significa que
o torque efetivo aplicado ao fixador varia de
acordo com a posio da mo na chave,
mesmo com o torqumetro programado. Isto
ocorre se eixo de rotao do mecanismo da
chave no for coincidente com o ponto de
aplicao do torque;
c) Os torqumetros devem ser utilizados somente
para efetuar o aperto final de parafusos,
sejam eles de rosca direita ou esquerda. Para
encostar o parafuso ou porca, deve-se usar
outras chaves;
d) Os torqumetros jamais devero ser utilizados
para afrouxar, pois se a porca ou parafuso
estiverem danificados, o torque aplicado
poder ultrapassar o limite da chave,
produzindo danos ou alterando a sua exatido;
e) Observar que se for utilizar o torqumetro em
porcas ou parafusos apertados anteriormente
por outra chave, necessrio desapert-los
um pouco com esta ltima e somente aps isto
aplicar o torqumetro;
f) Os torqumetros, embora robustos, possuem
componentes
relativamente
sensveis
(ponteiro, mostrador, escala) e por isso devem
ser protegidos contra choques violentos
durante e aps o uso. A preciso, neste caso,
pode ser afetada;
g) Para manter uma preciso consistente, os
torqumetros
devem
ser
examinados
periodicamente para verificar indcios de
corroso, existncia de partes defeituosas,
afrouxamento de parafusos e presena de
graxa antiga ou endurecida;
h) Aps utilizar um torqumetro deve-se,
preferencialmente, guard-lo em sua caixa
original;
i)
Tambm se deve evitar guard-los em locais
com temperaturas muito altas ou muito baixas,
bem como onde a umidade dor ar elevada;
j)
Ao se utilizar um torqumetro de estalo, no
se deve ajust-lo com valores inferiores ao do
menor valor de sua escala, pois h grande
possibilidade de danificar a sua mola
irremediavelmente;
k) Ao guardar um torqumetro de estalo, ajustlo para o menor valor da escala, pois, em
________________________________________________________________________________
Captulo 8: Torqumetros - 94
CT 112 METROLOGIA
caso contrrio, ocorrer o desgaste e a falha de
sua mola;
l) Ao se utilizar um torqumetro de vareta ou
um de relgio, deve-se mant-los acionados
at que a leitura se estabilize;
m) Qualquer tipo de torqumetro deve ser
acionado no sentido horrio e sempre
perpendicularmente ao eixo da porca ou
parafuso.
REFERNCIAS BIBLIOGRFICAS
15) Qual o campo de aplicao dos torqumetros
de vareta?
16) O que e como opera um torqumetro de
relgio?
17) O que um torqumetro de memria? Quais
seus outros nomes?
18) Qual a utilidade de um torqumetro de relgio
com aviso sonoro ou luminoso?
[1] Ferramentas Gedore do Brasil S.A Catlogo de
Ferramentas Edio Millenium.
19) Como se faz a proteo contra sobrecargas
nos torqumetros de relgio?
[2] Carlsons Produtos Industriais Torqumetros disponvel na Internet no seguinte endereo:
http://www.carlsons.com.br/m_novidades_torque.ht
m.
20) Qual o campo de aplicao do torqumetro
de relgio?
21) O que torqumetro de estalo?
22) Quais as partes componentes
torqumetro de estalo?
QUESTIONRIO
1) O que torque?
de
um
23) Qual o princpio de funcionamento de um
torqumetro de estalo?
2) Explique por que cada parafuso possui um
valor correto de torque/tenso para cada
aplicao de fixao?
24) Quais os procedimentos para a utilizao de
um torqumetro de estalo?
3) Por que importante conhecer estes valores?
25) Quais as vantagens do torqumetro de estalo
sobre os outros tipos?
4) Quais os problemas que podem ocorrer
quando o torque aplicado for excessivo?
5) Quais os problemas que podem ocorrer
quando o torque aplicado for insuficiente?
6) O que so os torqumetros?
7) Quando e por que conveniente utilizar-se de
um torqumetro?
8) Quais os principais tipos de torqumetros?
26) Qual a grande desvantagem do torqumetro de
estalo?
27) Qual o campo de aplicao do torqumetro
de estalo?
28) O que um torqumetro de giro livre ou de
escape?
principal
de
um
10) Quais as unidades de medida empregadas
pelos torqumetros?
30) Quais as partes componentes
torqumetro de escape?
de
um
11) O que o torqumetro de vareta? Quais as
suas partes componentes?
31) Qual o princpio de funcionamento de um
torqumetro de escape?
12) Como se utiliza o torqumetro de vareta?
32) Como se faz para ajustar o valor do torque em
um torqumetro de escape?
9) O que o torqumetro sempre utiliza para
executar o seu trabalho?
13) Por que se deve tomar cuidado com a
aplicao de sobrecarga no torqumetro de
vareta?
14) Como checar a calibrao do torqumetro de
vareta?
29) Qual a caracterstica
torqumetro de escape?
33) Quando interessante
torqumetro de escape?
34) Relacione e
torqumetros.
descreva
empregar
outros
tipos
um
de
________________________________________________________________________________
Captulo 8: Torqumetros - 95
CT 112 METROLOGIA
35) O que so multiplicadores de torque? Por que
eles so empregados?
36) O que o fator de multiplicao em
multiplicadores de torque?
42) Explique o motivo pelo qual no
conveniente utilizar extenses de punho nos
torqumetros.
43) Quais as faixas de utilizao dos vrios tipos
de torqumetros?
37) O que limita o torque final quando se utilizam
multiplicadores de torque?
44) O que so a calibrao e aferio e
torqumetros?
38) Por que, s vezes, necessrio utilizar-se
adaptadores ou extenses nos torqumetros?
45) Quais os benefcios de se calibrar um
torqumetro?
39) Explique por que necessrio calcular o valor
de torque quando se utilizam extenses?
46) O que estabelece a ABNT em relao
calibrao dos torqumetros?
40) Como se calcula o torque de ajuste quando se
utilizam extenses? Exemplifique.
41) Quando no h alteraes no valor de torque,
no caso de utilizar extenses?
47) Quais so os procedimentos para o aperto de
junes parafusadas? Explique cada passo.
48) Relacione e explique as precaues que
devem ser adotadas para a utilizao de
torqumetros.
________________________________________________________________________________
Captulo 8: Torqumetros - 96
CT 112 METROLOGIA
CAPTULO 9: MANMETROS
RESUMO
2.0 - ESCALAS DE PRESSO
O objetivo deste captulo o de apresentar os
manmetros, os quais so instrumentos destinados
medio da presso.
1.0 - INTRODUO
Por definio, a presso a relao entre a fora
normal exercida em uma superfcie e a sua rea, ou seja;
P =
F
A
(1)
Onde:
P a presso;
F a fora aplicada superfcie;
A a rea da superfcie.
A figura 1 ilustra o conceito.
A presso, provavelmente, a grandeza fsica
que possui a maior quantidade de unidades de medida.
As mais utilizadas so:
a) atmosfera (ata - atmosfera absoluta e ate atmosfera efetiva);
b) kgf/cm2 ;
c) p.s.i. (pounds per square inch ou libras por
polegada quadrada);
d) O Pascal (Pa), ou seja, N/m2; e, as
e) unidades em altura de coluna lquida.
A relao entre as vrias grandezas :
1 atm = 1,03323 kgf/cm2 = 101325 Pa =
10,33 mmH2O = 760 mmHg = 1,01325 bar =
14,70 psi
3.0 - MANMETROS
A forma mais tradicional de se medir as presses
atravs de um instrumento denominado manmetro.
Existem trs tipos de manmetros, ou seja,
aqueles nos quais a medio de presso se faz:
Figura 1 Conceito de presso
A presso atmosfrica, por exemplo, a presso
devida ao peso do ar existente sobre uma rea unitria ao
nvel do mar. Ela varia, portanto, conforme o local, pois o
peso do ar atmosfrico depende da altitude e das
condies meteorolgicas do local.
Normalmente, a presso medida em relao
presso atmosfrica existente no local e, neste caso,
chamada de presso efetiva, presso relativa ou presso
manomtrica e pode ser positiva ou negativa.
A presso menor que a presso atmosfrica
chamado vcuo. A presso absoluta a presso positiva a
partir do vcuo perfeito, ou seja, a soma da presso
atmosfrica do local e a presso efetiva.
a) por equilbrio com uma coluna de lquido
de densidade conhecida;
b) equilibrando a fora produzida sobre uma
rea
conhecida,
com
uma
fora
mensurvel;
c) por equilbrio da fora produzida numa
rea conhecida com a tenso atuante num
meio elstico.
Entre os do ltimo tipo, se destacam os
manmetros de diafragma ou de Bourdon, como
analisado a seguir.
4.0 MANMETRO DE DIAFRAGMA - PRINCPIO DE
FUNCIONAMENTO
Os manmetros de Bourdon ou de diafragma so
instrumentos sensveis, amplamente utilizados em
processos de baixa presso no excedendo os 15 psi.
________________________________________________________________________________
Captulo 9: Manmetros - 97
CT 112 METROLOGIA
Figura 4 Princpio de funcionamento do manmetro.
A figura 5 apresenta uma vista em corte de um
manmetro deste tipo.
Figura 2 Vista frontal de um manmetro de Bourdon.
Assim, o manmetro um transdutor de presso
que emprega um elemento elstico (diafragma). Este, por
sua vez, consiste, basicamente, em um tubo curvo,
flexvel e de seo transversal oval (tubo de Bourdon),
tendo sua tomada de presso em uma de suas
extremidades, enquanto a outra selada e livre para se
movimentar.
Figura 5 Vista em corte do manmetro.
Muitas vezes, o manmetro de Bourdon
preenchido com um lquido viscoso (glicerina,
normalmente) com a finalidade de diminuir o efeito
oriundo de vibraes da mquina ou linha onde est
instalado, bem como para manter lubrificadas as partes
internas do mesmo.
Figura 3 Princpio de funcionamento do manmetro.
Quando a presso aplicada em sua entrada, a
seo oval vai se tornando circular, havendo ento uma
deflexo da extremidade do tubo. Medindo-se esta
deflexo pode-se inferir sobre o valor da presso. Isto
feito empregando-se um transdutor de deslocamento, ou
mais simplesmente, associando-se um ponteiro
extremidade mvel do tubo. A figura 4 ilustra o exposto.
Figura 6 Manmetro com lquido.
Existem manmetros de Bourdon de preciso,
usados como padro, os quais possuem escalas maiores e
com um maior nmero de divises, resultando em alta
resoluo.
________________________________________________________________________________
Captulo 9: Manmetros - 98
CT 112 METROLOGIA
Como desvantagem tem-se que, normalmente,
este tipo de medidor aplicvel apenas s baixas
presses.
QUESTIONRIO
1) Defina presso.
2) O que presso atmosfrica?
3) O que presso manomtrica?
4) A presso pode ser negativa?
5) Explique o que vcuo?
Figura 11 Manmetro padro.
5.0 INSTALAO
Sempre que for possvel, os manmetros devem
se localizar em lugares onde se minimizem os efeitos de
vibrao, temperaturas ambiente extremas e umidade. Os
locais preferidos so os secos, longe de grandes fontes
trmicas (fornos, por exemplo). Se o nvel de vibrao
mecnico extremo, o medidor deve ser remotamente
localizado (usualmente numa parede) e ligado fonte de
presso atravs de tubulao flexvel.
O medidor deve ser montado ao nvel dos olhos
do usurio e, se assim no for possvel, abaixo desse
nvel.
Para evitar influncias externas sobre o sistema
de medio de presso no medidor, deve-se deixar uma
capa de proteo sobre a montagem de ligao at linha
de ligao ser efetuada.
Recomenda-se que os medidores no sejam
indiscriminadamente deslocados de uma aplicao para
outra. Considerando-se que o nmero de ciclos de presso
num medidor em funcionamento ou previamente usado
geralmente desconhecido, mais seguro instalar um novo
medidor quando e onde for possvel. Isto minimizar a
possibilidade de uma reao com o aparelho anterior.
Deve-se instalar uma vlvula entre o medidor e o
processo para possibilitar o isolamento do medidor para
inspeo ou substituio, sem ser necessrio paralisar o
processo.
6) O que so manmetros?
7) Quais so os tipos de manmetros?
8) Explique como funciona um manmetro de
Bourdon.
9) Onde so empregados na MRN os manmetros
de diafragma?
10) Voc conhece algum manmetro na MRN que
est instalado em local inadequado? Explique
porqu.
11) recomendvel retirar um manmetro de um
lugar e aplic-lo a outro? Por qu?
12) Em todos os manmetros da MRN existe alguma
vlvula entre ele e o processo? Relate casos e
explique a necessidade da vlvula.
13) Quais as vantagens e desvantagens de se utilizar
manmetros?
14) No manmetro da figura a seguir, qual o valor
em psi, Kgf/cm2 e em Pa do fundo de escala?
6.0 VANTAGENS E DESVANTAGENS
Resumidamente, este tipo de medidor apresenta
como vantagens:
a) construdo com grande resistncia
corroso;
b) tolera a formao de cristais;
c) o elemento sensvel (diafragma) possui
grande durao.
________________________________________________________________________________
Captulo 9: Manmetros - 99
CT 112 METROLOGIA
15) Repetir o exerccio anterior para mmHg.
18) No manmetro da figura a seguir, qual o valor
em Kgf/cm2 e em bar do fundo de escala?
16) No manmetro da figura a seguir, qual o valor
em psi, Kgf/cm2 e em bar do fundo de escala?
17) No manmetro da figura a seguir, qual o valor
em kPa, Kgf/cm2 e em bar do fundo de escala?
19) No manmetro da figura a seguir, qual o valor
em Kgf/cm2 e em psi do fundo de escala?
________________________________________________________________________________
Captulo 9: Manmetros - 100
CT 112 METROLOGIA
CAPTULO 10: TEMPERATURA
RESUMO
O monitoramento da temperatura fundamental
praticamente em qualquer atividade industrial. Desta
forma, o objetivo deste captulo o de apresentar os
diversos conceitos, termos e definies relacionadas com
a termometria, bem como os termmetros de contato.
1.0 - INTRODUO
De forma qualitativa, pode-se descrever a
temperatura de um objeto como aquela que determina a
sensao de quanto ele est quente ou frio quando se
entra em contato com ele.
Todas as substncias so constitudas de
molculas, as quais se encontram em movimento
contnuo. Quanto mais rpido o seu movimento, mais
quente se apresenta o objeto e, naturalmente, quanto mais
lento, mais frio.
Ento, define-se temperatura como o grau de
agitao trmica destas molculas.
Calor, por outro lado, a energia transferida de
um corpo a outro em virtude, unicamente, da diferena de
temperatura entre eles.
Os termmetros de contato so os instrumentos
mais simples para avaliar quantitativamente a
temperatura de um sistema.
O seu princpio de funcionamento est ligado
dilatao trmica dos corpos e, em sendo assim,
conveniente empregar uma substncia que possua uma
propriedade que se modifica de modo regular com a
temperatura para constru-los.
Os instrumentos que se baseiam neste princpio
de operao incluem termmetros de lquido em vidro e
os bimetlicos, como se analisa a seguir.
2.0 - ESCALAS DE TEMPERATURA
A primeira escala de temperatura foi a de
Farenheit em 1714, no qual convencionou 32 F para a
temperatura de congelamento de uma mistura entre gelo e
amnia e 212 F para a temperatura de ebulio da gua.
A diferena entre estes pontos foi dividida em 180 partes
iguais a qual se deu o nome de grau Farenheit.
Mais tarde, Anders Celsius tomando os mesmos
dois pontos, definiu 0 C para o congelamento da gua e
100 C para a ebulio da gua, ambas presso
atmosfrica, a qual se deu o nome de graus Celsius. A
diferena entre os pontos foi dividida em cem partes e,
desta forma, a unidade tambm conhecida por graus
Centgrados.
No princpio de 1800, Willian Thonsom (Lorde
Kelvin) desenvolveu uma escala termodinmica
universal, baseada no coeficiente de expanso de um gs
ideal. Kelvin estabeleceu o conceito de Zero Absoluto e a
sua escala permanece como padro para a termometria
moderna.
Zero absoluto ou Zero Kelvin a menor
temperatura que um corpo pode alcanar. 0 K (no se usa
o smbolo de grau nesse caso) equivale a -273,15 C.
A figura 1 ilustra os pontos de vapor e gelo nas
diversas escalas.
Figura 1 Pontos de vapor e gelo nas vrias escalas
Considerando-se estes pontos e as divises das
escalas, tem-se:
TC
T 32
T 273
= F
= K
5
9
5
(1)
Onde:
TC temperatura em graus Celsius;
TF temperatura em graus Farenheit;
TK temperatura em Kelvin.
Existem outras escalas como a Rankine e a
Ramur, porm so de pouco uso.
________________________________________________________________________________
Captulo 10: Temperatura - 101
CT 112 METROLOGIA
3.0 - DILATAO TRMICA
Todos os corpos na natureza esto sujeitos a este
fenmeno, uns mais outros menos.
Geralmente quando algum corpo ou alguma
substncia se aquece, esta tende a aumentar seu volume
(expanso trmica). Naturalmente, ao se ser resfriada,
tende a diminuir seu volume (contrao trmica).
Existem alguns materiais que em condies
especiais fazem o contrrio, ou seja, quando esquentam
contraem e quando esfriam dilatam. o caso da gua
quando est na presso atmosfrica e entre 0 C e 4 C.
Mas estes casos so excees e, embora tenham tambm
sua importncia, no sero analisados.
O fenmeno ocorre devido ao fato de que ao
aquecer um corpo, a agitao de suas molculas aumenta,
resultando no afastamento umas das outras e,
naturalmente, expandindo o espao entre elas. Para uma
molcula mais fcil, quando esta est vibrando com
maior intensidade, afastar-se das suas vizinhas do que
aproximar-se delas. Isso acontece por causa da maneira
como as foras moleculares agem no interior da matria.
Desta forma, verifica-se que a quantidade de
expanso linearmente proporcional variao de
temperatura. Se a variao for negativa, o slido contrai.
4.0 EQUILIBRIO TRMICO
Pode-se demonstrar facilmente que, quando dois
objetos so postos em contato (ou seja, quando eles esto
em contato trmico), o objeto com temperatura maior
esfria, enquanto que o objeto com temperatura menor
esquenta, at um ponto em que no ocorrem mais
mudanas e, para os sentidos humanos, eles parecem
estar com mesma temperatura.
Quando as trocas trmicas terminam, os objetos
(mais rigorosamente, sistemas) estaro em equilbrio
trmico.
Observe-se, por outro lado, que, de acordo com a
lei zero da termodinmica, se trs ou mais sistemas
estiverem em contato trmico entre si, e se todos
estiverem em equilbrio em conjunto, ento qualquer dois
deles separadamente esto em equilbrio trmico entre si.
Qualquer um dos trs sistemas pode ser utilizado
para calibrar a medida da temperatura - ou seja, usado
como um termmetro. Quando um termmetro calibrado
posto em contato com um sistema e alcana equilbrio
trmico, tem-se uma medida quantitativa da temperatura
do sistema.
5.0 - TERMMETRO DE LQUIDO EM VIDRO
Nestes termmetros, utiliza-se uma determinada
quantidade de lquido em um bulbo sensor que
introduzido em um tubo capilar.
Quando ocorre uma variao da temperatura, o
lquido tende a se expandir linearmente. Como o bulbo
possui um volume constante, o lquido ocupar o espao
ao longo do capilar, o qual pode ser graduado e calibrado.
Normalmente, emprega-se o lcool ou o
mercrio, que apesar de metal, lquido no intervalo de
temperatura de -38.9 C a 356.7 C.
Figura 2 Termmetro de vidro
Os termmetros de lquido em vidro so
construdos para operao nas faixas de -200 oC a 1000
o
C, podendo ser de imerso total ou de imerso parcial. A
incerteza destes instrumentos normalmente melhor que
1% do fundo de escala, podendo alcanar 0,15% no
caso de utilizaes industriais.
6.0 - TERMMETRO BIMETLICO
O termmetro bimetlico possui uma lmina
com dois metais com coeficiente de dilatao trmica
diferentes soldados rigidamente um no outro. Quando a
lmina se aquece, um metal se expande mais que o outro
resultando em sua flexo lateral, como ilustrado na figura
3.
Figura 3 Princpio bimetlico (termostato).
Sendo assim, a temperatura poder ser inferida
em funo do deslocamento observado no par bimetlico.
Os
termmetros
bimetlicos
indicam
temperaturas na faixa de -50 oC a 500 oC com erros
mximos admissveis da ordem de 2%.
________________________________________________________________________________
Captulo 10: Temperatura - 102
CT 112 METROLOGIA
13) O que equilbrio trmico?
14) Explique o princpio de funcionamento de um
termmetro de lquido em vidro.
15) Descreva o princpio de funcionamento de um
termmetro bimetlico.
16) Quais so as faixas de medio e incertezas de
ambos os instrumentos.
17) Qual a indicao do termmetro da figura abaixo
em graus Celsius?
Figura 4 Termmetro bimetlico para uso em fornos
QUESTIONRIO
1) Defina temperatura.
2) Calor e temperatura so sinnimos? Explique.
3) Quais so os instrumentos mais simples para
medir a temperatura?
4) Qual o princpio bsico de funcionamento destes
instrumentos?
18) No termmetro da figura a seguir, qual o valor
em graus centgrados do fundo de escala?
5) Quais so esses instrumentos?
6) Descreva como construda a escala de
temperatura Fahrenheit.
7) Descreva como construda a escala de
temperatura Celsius.
8) O que so graus centgrados?
9) Descreva como construda a escala de
temperatura Kelvin.
10) O que o zero absoluto de temperatura?
11) Como as escalas Kelvin, Fahrenheit e Celsius se
relacionam?
12) Explique a dilatao trmica.
________________________________________________________________________________
Captulo 10: Temperatura - 103
CT 112 METROLOGIA
ANEXO: RESPOSTAS DOS EXERCCIOS
PROPOSTOS
RESUMO
Este anexo apresenta as respostas de todos os
exerccios propostos, divididos por captulos.
CAPTULO 2
1) 31 mm
2)
2.1) 36 mm
2.2) 46 mm
3)
3.1) 3,3 cm
3.2) x = 1,0 cm; y = 1,5 cm
3.3) x = 4 mm; y = 21 mm; z = 10 mm
4)
4.1) 1 = 1 1/16; 2 = 1 1/4"; 3 = 1 3/4"; 4 = 15/15
4.2) 1 = 1 1/2"; 2 = 13/16; 3 = 11/16
4.3) 1 = 3/4"; 2 = 1 5/8
CAPTULO 3
1)
1.1) 37,48 mm
1.2) 34,56 mm
1.3) 40,00 mm
1.4) 30,84 mm
1.5) 8,10 mm
1.6) 122,58 mm
3)
3.1) 6,5 mm
3.2) 12,6 mm
3.3) 5,6 mm
3.4) 19,5 mm
3.5) 4,6 mm
3.6) 25,6 mm
4)
4.1) 0.95
4.2) 2.04
4.3) 1.049
4.4) 1.120
4.5) 2.113
4.6) 0.516
4.7) 1.000
5)
5.1) 0.88
5.2) 1.15
5.3) 1.67
6)
6.1)
6.2) 5/8
6.3) 57/64
7)
7.1) 7/64
7.2) 1 49/64
7.3) 1 49/64
7.4) 3 11/32
8)
8.1) 5/8
8.2)
2)
2.1) 32,9 mm
2.2) 20,5 mm
CAPTULO 4
2.3) 32,1 mm
2.4) 20,6 mm
1)
2.5) 29,0 mm
1.1) 3,99 mm
2.6) 20,5 mm
1.2) 6,49 mm
2.7) 24,3 mm
1.3) 3,635 mm
2.8) 20,6 mm
1.4) 19,405 mm
________________________________________________________________________________________________
Anexo: Respostas dos Exerccios Propostos - 104
CT 112 METROLOGIA
1.5) 7,88 mm
1.6) 8,22 mm
1.7) 3,96 mm
1.8) 3,56 mm
1.9) 6,30 mm
1.10) 3,09 mm
1.11) 0,79 mm
2)
2.1) 0.434
2.2) 0.490
2.3) 0.647
2.4) 0.5345
2.5) 0.537
2.6) 0.706
2.7) 0.2135
2.8) 0.4655
CAPTULO 5
1) -3,78 mm
2) -2,84 mm
3) 2,03 mm
4) 0,46 mm
5) -2,98 mm
6) 2,53 mm
7) 1,67 mm
8) 2,27 mm
9) -1,57 mm
10) 1,02 mm
CAPTULO 7
3
3.1) 3,93 mm
3.2) 1,586 mm
3.3) 2,078 mm
3.4) 0,359 mm
3.5) 26,668 mm
3.6) 8,382 mm
3.7) 11,222 mm
3.8) 7,324 mm
1) 24010
2) 9015
3) 50015
4) 300
5) 0050
6) 11030
7) 29020
8) 1405
9) 0020
10) 5020
11) 19010
12) 0035
13) 14015
4) 0.90016
CAPTULO 9
5)
5.1) 0.4366
5.2) 0.0779
5.3) 0.3313
5.4) 0.1897
5.5) 0.0602
5.6) 0.4766
14)3.625,9 psi; 254,9 kg/cm2; 25 MPa
15) 187.515,4 mmHg
16) 5,8 psi; 0,408 kg/cm2; 0,4 bar
17) 13.789 kPa; 140,6 kg/cm2; 137,9 bar
18) 21,1 kg/cm2; 20,7 bar
19) 2,11 kg/cm2; 206,8 kPa
6)
6.1) 18,16 mm
6.2) 28,245 mm
6.3) 33,285 mm
CAPTULO 10
17) 25,5 0C
18) 15,5 0C
________________________________________________________________________________________________
Anexo: Respostas dos Exerccios Propostos - 105
Anda mungkin juga menyukai
- Docsity CT 112 MetrologiaDokumen115 halamanDocsity CT 112 MetrologiaNazareno NobreBelum ada peringkat
- Medições elétricas: instrumentos e aplicaçõesDokumen82 halamanMedições elétricas: instrumentos e aplicaçõesBrandaorreeyy Reynaldo de Mello100% (3)
- Monitoramento da condição de equipamentos para manutenção preventiva (Módulo IDokumen29 halamanMonitoramento da condição de equipamentos para manutenção preventiva (Módulo IPaulo RenatoBelum ada peringkat
- CM 108 - OT 103 - Desenho Técnico Mecânico (Apostila)Dokumen48 halamanCM 108 - OT 103 - Desenho Técnico Mecânico (Apostila)margottsanBelum ada peringkat
- APOSTILA Inst Mecanica PDFDokumen82 halamanAPOSTILA Inst Mecanica PDFPedro ViníciusBelum ada peringkat
- CM 101 - Noções de Usinagem (Apostila)Dokumen55 halamanCM 101 - Noções de Usinagem (Apostila)Eli_mesmecBelum ada peringkat
- Guia de 37 págs sobre metrologia industrialDokumen108 halamanGuia de 37 págs sobre metrologia industrialAdilson RezendeBelum ada peringkat
- MetrologiaDokumen63 halamanMetrologiaCleber MateusBelum ada peringkat
- UFSM apostila controle sistemasDokumen112 halamanUFSM apostila controle sistemasEdilber MaiaBelum ada peringkat
- Apostila de MetrologiaDokumen28 halamanApostila de MetrologiaWesley Abrantes100% (1)
- Prática de MetrologiaDokumen4 halamanPrática de Metrologiailledrat100% (1)
- Exercício-Pratica-Micrômetro e Relógio ComparadorDokumen4 halamanExercício-Pratica-Micrômetro e Relógio ComparadorRuth NogueiraBelum ada peringkat
- Instrumentação IndustrialDokumen115 halamanInstrumentação IndustrialElaine Teacher100% (1)
- Medição dimensionalDokumen44 halamanMedição dimensionalFilipe Alberto De MagalhãesBelum ada peringkat
- WELFANE - Arquitetura.e.organizacao - deDokumen107 halamanWELFANE - Arquitetura.e.organizacao - deapi-3711603100% (1)
- Instrumentação e Técnicas de Medidas PDFDokumen475 halamanInstrumentação e Técnicas de Medidas PDFPaulo Nascimento100% (1)
- Instrumentação e Técnicas de Medidas PDFDokumen475 halamanInstrumentação e Técnicas de Medidas PDFPaulo Nascimento100% (2)
- Metais e materiais para engenharia mecânicaDokumen67 halamanMetais e materiais para engenharia mecânicaClayton SBelum ada peringkat
- MaquinasDokumen103 halamanMaquinasJesos AntonioBelum ada peringkat
- Normas ABNT TCC EngenhariaDokumen36 halamanNormas ABNT TCC EngenhariaIsabelle AntunesBelum ada peringkat
- Apostila Metrologia Industrial PDFDokumen123 halamanApostila Metrologia Industrial PDFCRM_SPBelum ada peringkat
- Metrologia - Curso de Inspetor de EquipamentosDokumen42 halamanMetrologia - Curso de Inspetor de EquipamentosHugo Mendonça100% (1)
- Pcmso ModeloDokumen14 halamanPcmso ModelocintratstBelum ada peringkat
- AP Metrologia 20151Dokumen107 halamanAP Metrologia 20151Caulino Pereira100% (1)
- Processos de Fabricação IIDokumen177 halamanProcessos de Fabricação IIRafaella B. C. Rafa100% (2)
- Apostila MetrologiaDokumen49 halamanApostila MetrologiaPaulo Gualandi100% (1)
- EI 104 - Máquinas Elétricas I (Apostila) PDFDokumen99 halamanEI 104 - Máquinas Elétricas I (Apostila) PDFBrandaorreeyy Reynaldo de Mello100% (1)
- Medição e InstrumentosDokumen33 halamanMedição e InstrumentosVasco Pinto100% (1)
- REL Relogio ComparadorDokumen6 halamanREL Relogio ComparadorBest Clips FFBelum ada peringkat
- Metrologia para Inspetores CEPRADokumen46 halamanMetrologia para Inspetores CEPRAluis santosBelum ada peringkat
- Controle Processos MetrologiaDokumen4 halamanControle Processos MetrologialeandrofacuBelum ada peringkat
- F7 - Ficha de Trabalho Sobre VIM e NormasDokumen2 halamanF7 - Ficha de Trabalho Sobre VIM e NormasVAN GOMPEL RAPHBelum ada peringkat
- Eletrônica Básica - EI107Dokumen57 halamanEletrônica Básica - EI107shurikens100% (5)
- F7 - Ficha de Trabalho Sobre VIM e NormasDokumen2 halamanF7 - Ficha de Trabalho Sobre VIM e NormasAntónio FrançaBelum ada peringkat
- Medição industrial: métodos, erros e propriedadesDokumen11 halamanMedição industrial: métodos, erros e propriedadesMuapitão São LonguinhoBelum ada peringkat
- Metrologia para Inspetores PDFDokumen58 halamanMetrologia para Inspetores PDFMargarida Paixão100% (1)
- Auto-percepções físicas instrutores fitnessDokumen311 halamanAuto-percepções físicas instrutores fitnessthelfis100% (1)
- Calibración instrumentos mediciónDokumen3 halamanCalibración instrumentos mediciónElaza 77Belum ada peringkat
- 2 Metrologia - Conceitos e DimensionamentoDokumen23 halaman2 Metrologia - Conceitos e DimensionamentoEvertonBelum ada peringkat
- 01 - Introducao Aos Instrumentos Convencionais-V1Dokumen12 halaman01 - Introducao Aos Instrumentos Convencionais-V1VICTOR MBEBEBelum ada peringkat
- Metrologia PDFDokumen89 halamanMetrologia PDFSergio Gomes Ferreira86% (7)
- Apostila AV - Basica - Hottec PDFDokumen42 halamanApostila AV - Basica - Hottec PDFAmanda GamaBelum ada peringkat
- CMOS DRAKE - Cardioversor - Life 400 PlusDokumen96 halamanCMOS DRAKE - Cardioversor - Life 400 PlusAnonymous dGFqrw5vO100% (1)
- MI-DL-001 - Manual de Instruções Delight PTBR - R1.9Dokumen105 halamanMI-DL-001 - Manual de Instruções Delight PTBR - R1.9Patrícia DuarteBelum ada peringkat
- Controle DigitalDari EverandControle DigitalBelum ada peringkat
- Sistemas De Aquisição E Monitoração De Dados Remotos Aplicados Na Indústria 4.0Dari EverandSistemas De Aquisição E Monitoração De Dados Remotos Aplicados Na Indústria 4.0Belum ada peringkat
- Controle de Processos Industriais - Vol. 2: Estratégias modernasDari EverandControle de Processos Industriais - Vol. 2: Estratégias modernasPenilaian: 5 dari 5 bintang5/5 (1)
- Controle de Processos Industriais: Modelagem e Simulação com ScilabDari EverandControle de Processos Industriais: Modelagem e Simulação com ScilabPenilaian: 5 dari 5 bintang5/5 (1)
- Cálculo Aplicado À Manutenção IDokumen110 halamanCálculo Aplicado À Manutenção IWilliam CazelottoBelum ada peringkat
- Catálogo PRADO & BASSODokumen9 halamanCatálogo PRADO & BASSOAntonio Carlos BassoBelum ada peringkat
- ,DanaInfo Intranet SP Senai br+CRIADO-MUDODokumen10 halaman,DanaInfo Intranet SP Senai br+CRIADO-MUDOAntonio Carlos BassoBelum ada peringkat
- Plano de Curso CAI Mec Manut 2014Dokumen35 halamanPlano de Curso CAI Mec Manut 2014Antonio Carlos BassoBelum ada peringkat
- 13078PTBR Hydraulic and Strong Back PullersDokumen4 halaman13078PTBR Hydraulic and Strong Back PullersAntonio Carlos BassoBelum ada peringkat
- Dicionário Técnico - Versão FinalDokumen41 halamanDicionário Técnico - Versão FinalAntonio Carlos BassoBelum ada peringkat
- 09-Mancais de Rolamentos - Elem Maq II 2014Dokumen54 halaman09-Mancais de Rolamentos - Elem Maq II 2014Antonio Carlos BassoBelum ada peringkat
- 491 110 P Acoplamentos Elastomericos Falk Wrapflex MetricoDokumen16 halaman491 110 P Acoplamentos Elastomericos Falk Wrapflex MetricoAntonio Carlos BassoBelum ada peringkat
- 3kg Borracha de Silicone Azul para Molde Com Catalizador RedeleaseDokumen1 halaman3kg Borracha de Silicone Azul para Molde Com Catalizador RedeleaseAntonio Carlos BassoBelum ada peringkat
- SMO Marcenaria Cadeira para Cozinha 1947Dokumen1 halamanSMO Marcenaria Cadeira para Cozinha 1947Antonio Carlos BassoBelum ada peringkat
- Plano de Curso Técnico em Mecânica 1500h (Novo)Dokumen68 halamanPlano de Curso Técnico em Mecânica 1500h (Novo)Antonio Carlos BassoBelum ada peringkat
- Como Fazer Uma Desintoxicação Completa Do Açúcar Do Seu Corpo em Apenas 3 Dias e Perder Peso - Cura Pela NaturezaDokumen5 halamanComo Fazer Uma Desintoxicação Completa Do Açúcar Do Seu Corpo em Apenas 3 Dias e Perder Peso - Cura Pela NaturezaAntonio Carlos BassoBelum ada peringkat
- Cat Logo de Componentes Pneum Ticos e El Tricos Festo 2Dokumen76 halamanCat Logo de Componentes Pneum Ticos e El Tricos Festo 2Thiago ValenteBelum ada peringkat
- Pauta Primeira Semana de AulaDokumen3 halamanPauta Primeira Semana de AulaAntonio Carlos Basso0% (1)
- Slideslubrificao 121210123530 Phpapp01Dokumen13 halamanSlideslubrificao 121210123530 Phpapp01Antonio Carlos BassoBelum ada peringkat
- Apostila Calculo Tecnico ProntaDokumen66 halamanApostila Calculo Tecnico ProntaRafael KoenigkamBelum ada peringkat
- Como consertar cafeteiraDokumen5 halamanComo consertar cafeteiradeividisimionatoBelum ada peringkat
- Suape0111 Prova11 PDFDokumen19 halamanSuape0111 Prova11 PDFAntonio Carlos BassoBelum ada peringkat
- Galvanoplastia - Maria Daisy Oliveira Da NbregaDokumen14 halamanGalvanoplastia - Maria Daisy Oliveira Da NbregaMarcosPilarBelum ada peringkat
- Cromagem de PecasDokumen11 halamanCromagem de PecasAntonio Carlos BassoBelum ada peringkat
- Correias AulaDokumen70 halamanCorreias AulaClaudio Ferreira JuniorBelum ada peringkat
- Cromagem em Peca de FerroDokumen9 halamanCromagem em Peca de FerroAntonio Carlos BassoBelum ada peringkat
- Componentes de SistemasDokumen42 halamanComponentes de SistemasAntonio Carlos BassoBelum ada peringkat
- Oxidation Experiment PaintingsDokumen3 halamanOxidation Experiment PaintingsPaula SilvaBelum ada peringkat
- XXII SEMANA DE ENGENHARIA MECÂNICADokumen55 halamanXXII SEMANA DE ENGENHARIA MECÂNICAJean MüllerBelum ada peringkat
- Passo A Passo para CodificarDokumen2 halamanPasso A Passo para CodificarAntonio Carlos BassoBelum ada peringkat
- Manutenção preventiva de compressores semi-herméticosDokumen4 halamanManutenção preventiva de compressores semi-herméticosAntonio Carlos Basso100% (1)
- Apospr 22007Dokumen25 halamanApospr 22007Tito BsBelum ada peringkat
- Chaves CodificadasDokumen3 halamanChaves CodificadasAntonio Carlos BassoBelum ada peringkat
- Marchetaria-Um Guia para InicianteDokumen41 halamanMarchetaria-Um Guia para InicianteAndrea GasparBelum ada peringkat
- Potências de dez, notação científica e unidades de medidaDokumen134 halamanPotências de dez, notação científica e unidades de medidaArthur Rocha CamposBelum ada peringkat
- A importância da metrologia para o consumidorDokumen52 halamanA importância da metrologia para o consumidorAlexandraNobre100% (3)
- Medidas topográficasDokumen71 halamanMedidas topográficasAntonio Batista Bezerra Neto100% (1)
- APOSTILA 7 TopoGrafia e GeodesiaDokumen5 halamanAPOSTILA 7 TopoGrafia e GeodesiaFuturo AgrônomoBelum ada peringkat
- Geodetic: Guia completo para operação e configuração de estações totaisDokumen100 halamanGeodetic: Guia completo para operação e configuração de estações totaisGeraldoOliveira0% (1)
- UPE Topografia 2: Nivelamentos, Fotogrametria e TaqueometriaDokumen5 halamanUPE Topografia 2: Nivelamentos, Fotogrametria e TaqueometriaArnaldoAzevedoBelum ada peringkat
- ÂngulosDokumen4 halamanÂngulosGeek01Belum ada peringkat
- Convertion TableDokumen24 halamanConvertion TablePaulo Fernando100% (6)
- Exercicios de MetrologiaDokumen13 halamanExercicios de MetrologiaTaci AlvesBelum ada peringkat
- Memorial descritivo de área remanescenteDokumen2 halamanMemorial descritivo de área remanescenteIsrael alvesBelum ada peringkat
- FTC Altimetria Aula 01Dokumen36 halamanFTC Altimetria Aula 01fabian34Belum ada peringkat
- Exercícios Paquímetro MediçãoDokumen8 halamanExercícios Paquímetro MediçãoVinícius Mendes SalvajoliBelum ada peringkat
- Tabela de ConversãoDokumen8 halamanTabela de ConversãoWesley PimentelBelum ada peringkat
- Espectro KMnO4Dokumen2 halamanEspectro KMnO4LuanaBelum ada peringkat
- Histórico e definição da topografiaDokumen71 halamanHistórico e definição da topografiaKênia FiórioBelum ada peringkat
- Vinhos - Legislacao Europeia - 1990/09 - Reg Nº 2676 - QUALI - PTDokumen199 halamanVinhos - Legislacao Europeia - 1990/09 - Reg Nº 2676 - QUALI - PTQualiptBelum ada peringkat
- Tabela EtanolDokumen41 halamanTabela EtanolAntonio Carlos da Silva100% (1)
- Medições com paquímetro e régua graduadaDokumen35 halamanMedições com paquímetro e régua graduadaGionni Contarini0% (1)
- Mef - Tabelas de Unidades de MedidaDokumen5 halamanMef - Tabelas de Unidades de MedidamhzevianiBelum ada peringkat
- Calibração de Sistemas de MediçãoDokumen23 halamanCalibração de Sistemas de MediçãoPaulaMagalhãesBelum ada peringkat
- Procedimento para Controle de Dispositivos de Medição e MonitoramentoDokumen22 halamanProcedimento para Controle de Dispositivos de Medição e MonitoramentoAntonio Fernando Navarro100% (2)
- Medição e sistemas de unidadesDokumen84 halamanMedição e sistemas de unidadesRodrigo De SiqueiraBelum ada peringkat
- Geografia - Orientação - Rosa Dos Ventos Ou Rosa Dos RumosDokumen27 halamanGeografia - Orientação - Rosa Dos Ventos Ou Rosa Dos RumosGeografia Geoclasy100% (4)
- Sistemas de Unidades de Medida em Desenho Técnico para MineraçãoDokumen16 halamanSistemas de Unidades de Medida em Desenho Técnico para MineraçãoClaudia SantosBelum ada peringkat
- ECG Normal em ImagensDokumen61 halamanECG Normal em ImagensVigariooBelum ada peringkat
- Conversion de Unidades PDFDokumen2 halamanConversion de Unidades PDFAndrés QuízaBelum ada peringkat
- Rugosidade Aulas e TreinamentosDokumen2 halamanRugosidade Aulas e TreinamentosclaudiomoriBelum ada peringkat
- Nivelamento geométrico relatórioDokumen15 halamanNivelamento geométrico relatórioAna Beatriz Teixeira0% (1)
- Tabelas ConversaoDokumen7 halamanTabelas ConversaoEduardo LuizettoBelum ada peringkat
- Padronização serviços calibração laboratóriosDokumen76 halamanPadronização serviços calibração laboratóriosGordinhorsBelum ada peringkat