Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- JD 6020 Diagnostics PDFDokumen1.496 halamanJD 6020 Diagnostics PDFjwd100% (8)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- First Term Test 1Dokumen15 halamanFirst Term Test 1uminormizanBelum ada peringkat
- 1996 Seadoo Service Shop ManualDokumen316 halaman1996 Seadoo Service Shop ManualCésar Augusto100% (1)
- Good Introduction To ElastomerDokumen12 halamanGood Introduction To ElastomerAnirudhreddy SafalBelum ada peringkat
- Steelstrong: Always Strong in Valve WorldDokumen32 halamanSteelstrong: Always Strong in Valve WorldBharat Bhushan SharmaBelum ada peringkat
- Chemical Ecology of VertebratesDokumen578 halamanChemical Ecology of VertebratesJulio MoraesBelum ada peringkat
- Hydraulic Drifter: General SpecificationDokumen2 halamanHydraulic Drifter: General Specification牛千Belum ada peringkat
- Soil Compaction: Principles of Geotechnical Engineering, 9E Das/SobhanDokumen46 halamanSoil Compaction: Principles of Geotechnical Engineering, 9E Das/SobhandineshkateBelum ada peringkat
- In Situ Stresses: Principles of Geotechnical Engineering, 9E Das/SobhanDokumen13 halamanIn Situ Stresses: Principles of Geotechnical Engineering, 9E Das/SobhandineshkateBelum ada peringkat
- Topic 4-Volume-Weight RelationshipDokumen30 halamanTopic 4-Volume-Weight RelationshipdineshkateBelum ada peringkat
- Topic 9-The Pole Method of Finding StressesDokumen14 halamanTopic 9-The Pole Method of Finding StressesdineshkateBelum ada peringkat
- COHF-8406 47-9 DE84 009185: H. Chung and S. S. ChenDokumen59 halamanCOHF-8406 47-9 DE84 009185: H. Chung and S. S. ChendineshkateBelum ada peringkat
- 03Dokumen36 halaman03Gail Nathalie LiraBelum ada peringkat
- COHF-8406 47-9 DE84 009185: H. Chung and S. S. ChenDokumen59 halamanCOHF-8406 47-9 DE84 009185: H. Chung and S. S. ChendineshkateBelum ada peringkat
- ME 4060/5060 Machine Vibrations: Problem Set 2Dokumen14 halamanME 4060/5060 Machine Vibrations: Problem Set 2dineshkateBelum ada peringkat
- Jinson-Sustainable Concrete Using Recycled AggregatesDokumen34 halamanJinson-Sustainable Concrete Using Recycled AggregatesdineshkateBelum ada peringkat
- W Steel Section Tables 080307Dokumen5 halamanW Steel Section Tables 080307dineshkateBelum ada peringkat
- Due: Hw5: 5:00pm, Friday, March 26, 2021Dokumen2 halamanDue: Hw5: 5:00pm, Friday, March 26, 2021dineshkateBelum ada peringkat
- Module3rajeshsir 140806044038 Phpapp01 PDFDokumen55 halamanModule3rajeshsir 140806044038 Phpapp01 PDFRAJA SEKHARBelum ada peringkat
- Energy & Environment Management For Sustainable Development: Introduction of The CourseDokumen2 halamanEnergy & Environment Management For Sustainable Development: Introduction of The CoursedineshkateBelum ada peringkat
- Cedar ObservedDokumen3 halamanCedar ObserveddineshkateBelum ada peringkat
- 7 Concrete RevisedDokumen111 halaman7 Concrete RevisedHundeejireenyaBelum ada peringkat
- Dr. Mohamed Lachemi, P.Eng. Department of Civil Engineering Ryerson UniversityDokumen54 halamanDr. Mohamed Lachemi, P.Eng. Department of Civil Engineering Ryerson UniversitydineshkateBelum ada peringkat
- Dr. Mohamed Lachemi, P.Eng. Department of Civil Engineering Ryerson UniversityDokumen54 halamanDr. Mohamed Lachemi, P.Eng. Department of Civil Engineering Ryerson UniversitydineshkateBelum ada peringkat
- Analytical ChemistryDokumen79 halamanAnalytical ChemistryDipeshBardoliaBelum ada peringkat
- PG Mod Al Test PaperDokumen24 halamanPG Mod Al Test PaperChiWoTangBelum ada peringkat
- Nadcap 2020Dokumen4 halamanNadcap 2020amirkhakzad498Belum ada peringkat
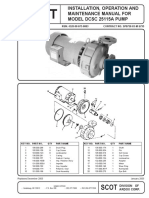
- Manual Maintenance Scot PumpDokumen4 halamanManual Maintenance Scot Pumpadrian suicaBelum ada peringkat
- Atago PAL-1 Refractometer Instruction ManualDokumen5 halamanAtago PAL-1 Refractometer Instruction ManualJosé CamposBelum ada peringkat
- Scie 7 Q1 Module 2 WEEK 3Dokumen11 halamanScie 7 Q1 Module 2 WEEK 3Dionne Sebastian DoromalBelum ada peringkat
- Unit 3: Aldehydes and Ketones: EngageDokumen10 halamanUnit 3: Aldehydes and Ketones: Engagejerome timmangoBelum ada peringkat
- Principles of Food Processing and Halal Requirement (WEEK 11)Dokumen48 halamanPrinciples of Food Processing and Halal Requirement (WEEK 11)aishah1997Belum ada peringkat
- MSC Thesis Updated Today PDFDokumen89 halamanMSC Thesis Updated Today PDFDaguale Melaku AyeleBelum ada peringkat
- Food Chemistry: M.S. Altaki, F.J. Santos, M.T. GalceranDokumen6 halamanFood Chemistry: M.S. Altaki, F.J. Santos, M.T. GalceranAberuBelum ada peringkat
- Sanitary Engineering Lec.: November 2015Dokumen110 halamanSanitary Engineering Lec.: November 2015Dynamo DSBelum ada peringkat
- Common Forms OF MedicationDokumen19 halamanCommon Forms OF MedicationJonica AngBelum ada peringkat
- Analisis Fitokimia Daun Pepaya (Carica Papaya L.) A'yun Et Al.Dokumen7 halamanAnalisis Fitokimia Daun Pepaya (Carica Papaya L.) A'yun Et Al.Cahaya Medika1Belum ada peringkat
- Mock Test 04 LCDokumen9 halamanMock Test 04 LCielts Ice GiangBelum ada peringkat
- Khairat Al-Emar Co. For Oil Services: Material Safety Data SheetDokumen6 halamanKhairat Al-Emar Co. For Oil Services: Material Safety Data SheetqwaszxcdeBelum ada peringkat
- Laboratory Title: Determination of Ash Date of Experiment: 11/11/2019 Laboratory Group: MondayDokumen5 halamanLaboratory Title: Determination of Ash Date of Experiment: 11/11/2019 Laboratory Group: MondayCtBelum ada peringkat
- B Pharma-1 PDFDokumen2 halamanB Pharma-1 PDFHIMANSHU YADAVBelum ada peringkat
- Arcelormittal Pressure VesselDokumen10 halamanArcelormittal Pressure VesselkokopirokoBelum ada peringkat
- Pure Substances MixturesDokumen2 halamanPure Substances MixturesShannen Abegail FernandezBelum ada peringkat
- Chlorine Dioxide: Chlorophenol Red Method Method 8065 0.01 To 1.00 MG/L Clo (LR)Dokumen6 halamanChlorine Dioxide: Chlorophenol Red Method Method 8065 0.01 To 1.00 MG/L Clo (LR)Oudah AliBelum ada peringkat
- Air PollutionDokumen41 halamanAir PollutionferzanaBelum ada peringkat
- Indra: For ConstructionDokumen25 halamanIndra: For Constructionsumit kumarBelum ada peringkat
- Lab Manual For DSPDokumen44 halamanLab Manual For DSPaathiraBelum ada peringkat