Anda mungkin juga menyukai
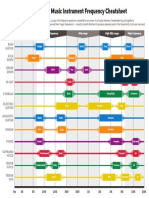
- Music Frequency Cheat SheetDokumen1 halamanMusic Frequency Cheat SheetLeonel Molina AlvaradoBelum ada peringkat
- ND BRG GuideDokumen32 halamanND BRG Guidemohammed barghothiBelum ada peringkat
- Steam and Kondensat For PapermachineDokumen33 halamanSteam and Kondensat For PapermachinesakarisoBelum ada peringkat
- Stock and Water Systems of The Paper MachineDokumen64 halamanStock and Water Systems of The Paper MachineEnrico75% (4)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesDari EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesPenilaian: 5 dari 5 bintang5/5 (1)
- Principles of Wet-End ChemistryDokumen14 halamanPrinciples of Wet-End Chemistrydinotim60% (5)
- Air Cushion Double Rectifier HeadboxDokumen21 halamanAir Cushion Double Rectifier HeadboxDarmawan Muhaimin100% (1)
- Calculate Press AnywheDokumen7 halamanCalculate Press Anywhemirza_adil99100% (1)
- Calculate Press AnywheDokumen7 halamanCalculate Press Anywhemirza_adil99100% (1)
- Risk Assesment-Rebar Loading & UnloadingDokumen1 halamanRisk Assesment-Rebar Loading & Unloadingmainraj rajBelum ada peringkat
- Std-Insp-0002 (Incoming Material Inspection Procedure)Dokumen3 halamanStd-Insp-0002 (Incoming Material Inspection Procedure)airbroomBelum ada peringkat
- Headbox Control Maintenance GuideDokumen22 halamanHeadbox Control Maintenance GuideSukallan Dhar100% (1)
- Expertip 7 Paper Machine Water CalculationsDokumen5 halamanExpertip 7 Paper Machine Water Calculationsnotengofff100% (1)
- Theory and Operation of The Fourdrinier Paper MachineDokumen641 halamanTheory and Operation of The Fourdrinier Paper MachinePeter de Clerck75% (4)
- Drying of PaperDokumen38 halamanDrying of PaperLingga MediatamaBelum ada peringkat
- Ahlstar Presentation PDFDokumen56 halamanAhlstar Presentation PDFBladimir Quintero LopezBelum ada peringkat
- FIDIC Red Book Construction Contract 1st Edition 1 9Dokumen9 halamanFIDIC Red Book Construction Contract 1st Edition 1 9raviBelum ada peringkat
- Nse Past Questions and AnswersDokumen10 halamanNse Past Questions and Answersadesloop85% (13)
- How To Determine Drive For Paper Machine (Simple Calculation) PDFDokumen3 halamanHow To Determine Drive For Paper Machine (Simple Calculation) PDFHgagselim Selim100% (1)
- 5 Design and Operation of HeadboxesDokumen43 halaman5 Design and Operation of HeadboxesSukallan Dhar89% (9)
- Chemistry Laboratory EquipmentsDokumen11 halamanChemistry Laboratory EquipmentsEliutario IgnacioBelum ada peringkat
- 2 DKSinghalDokumen48 halaman2 DKSinghalMostafizur Rahman100% (2)
- Latest Head Box TechnologyDokumen12 halamanLatest Head Box TechnologySukallan DharBelum ada peringkat
- TIP 0404-07 (Paper Machine Dry Rate)Dokumen0 halamanTIP 0404-07 (Paper Machine Dry Rate)Huy NguyenBelum ada peringkat
- 3 Paper Machine Water Systems Scott Romenesko KadantDokumen17 halaman3 Paper Machine Water Systems Scott Romenesko KadantJeremy Lobo VillalobosBelum ada peringkat
- Screen CleanDokumen182 halamanScreen CleanKristin Weber100% (2)
- DIP PROCESS Khanna PaperDokumen265 halamanDIP PROCESS Khanna Paperruhi672767% (3)
- Equipment Damage Curves TransformersDokumen8 halamanEquipment Damage Curves TransformersrobertoseniorBelum ada peringkat
- Showering in The Wire and Press Section - in Which Direction PDFDokumen20 halamanShowering in The Wire and Press Section - in Which Direction PDFF Cikal AntariksaBelum ada peringkat
- Steam Turbine Centrifugal Liquid Chillers: Installation InstructionsDokumen34 halamanSteam Turbine Centrifugal Liquid Chillers: Installation Instructionsh1234bBelum ada peringkat
- 0502-14 Forming Section MonitoringDokumen13 halaman0502-14 Forming Section Monitoringbgpinu100% (1)
- Formula PT Papermaking PDFDokumen22 halamanFormula PT Papermaking PDFsuresh67% (9)
- TAPPI Felt Conditioning ArticleDokumen6 halamanTAPPI Felt Conditioning ArticleSoma Nathan0% (1)
- TAPPI Felt Conditioning ArticleDokumen6 halamanTAPPI Felt Conditioning ArticleSoma Nathan0% (1)
- PressingDokumen36 halamanPressingSanjeev Gautam100% (1)
- Press Roll CrowningDokumen4 halamanPress Roll CrowningSrinu Gudala100% (1)
- TIP 0404-20 (Physical Characterization of Press FabricsDokumen10 halamanTIP 0404-20 (Physical Characterization of Press FabricsHuy Nguyen100% (1)
- Energy Calculation Very Good OneDokumen22 halamanEnergy Calculation Very Good Onerum43100% (1)
- Paper Machine Design and OperationDokumen10 halamanPaper Machine Design and OperationArtesira Yuna63% (24)
- Cleaning and Conditioning Forming and Press Section 3000 USDokumen12 halamanCleaning and Conditioning Forming and Press Section 3000 USF Cikal AntariksaBelum ada peringkat
- PressingDokumen24 halamanPressingDiwakar Singh TanwarBelum ada peringkat
- Paper Machine Vacuum Selection FactorsDokumen8 halamanPaper Machine Vacuum Selection FactorsKeerthi0% (1)
- Presentation India Short Head BoxDokumen63 halamanPresentation India Short Head BoxmjohnmartinBelum ada peringkat
- Pump Energy Efficiency Calculation ToolDokumen8 halamanPump Energy Efficiency Calculation ToolSoma NathanBelum ada peringkat
- Advanced Training Course On Deinking - Dispersion and KneadingDokumen38 halamanAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaBelum ada peringkat
- Taperlock BushesDokumen4 halamanTaperlock BushesthexsamBelum ada peringkat
- Water RemovalDokumen12 halamanWater Removalvemanreddy29Belum ada peringkat
- Vacuum AuditsDokumen8 halamanVacuum AuditsBapu612345Belum ada peringkat
- Topic 14 Papermaking Pressing TextDokumen21 halamanTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- Shoe Press c3Dokumen32 halamanShoe Press c3Nipun DograBelum ada peringkat
- Pulp PropertiesDokumen14 halamanPulp PropertiesJuan Carlos Cárdenas100% (4)
- TAPPI Felt Conditioning Article PDFDokumen6 halamanTAPPI Felt Conditioning Article PDFDiana100% (1)
- Study On Process Layout of Paper MachineDokumen32 halamanStudy On Process Layout of Paper MachineAtreyapurapu KrishnaBelum ada peringkat
- CompletPresentationA AnDokumen288 halamanCompletPresentationA AnDinhnamsgpBelum ada peringkat
- Surface Sizing Basics PDFDokumen4 halamanSurface Sizing Basics PDFPeter de ClerckBelum ada peringkat
- Size Press 1Dokumen14 halamanSize Press 1Andreas Kurniawan100% (2)
- InTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveDokumen49 halamanInTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveSushil MeshramBelum ada peringkat
- Tappi 0502-17 Papermaker FormulaDokumen19 halamanTappi 0502-17 Papermaker FormulaMulyadi Moel86% (21)
- Board and Packaging Headbox TechnologyDokumen15 halamanBoard and Packaging Headbox Technologysakariso100% (2)
- Pulp and Paper IndustriesDokumen14 halamanPulp and Paper Industriesdaabgchi0% (1)
- Training ManualDokumen63 halamanTraining ManualMohamad Dpr100% (1)
- New Developments in Paper and Board DryingDokumen10 halamanNew Developments in Paper and Board DryingSahil DesaiBelum ada peringkat
- Alkaline PulpingDokumen77 halamanAlkaline Pulpingvivekbhuchem100% (1)
- Paper Chemistry and Technology - 3110213435 - de GruyterDokumen408 halamanPaper Chemistry and Technology - 3110213435 - de GruyterMilićević Slobodan100% (2)
- Stock Prep RefiningDokumen78 halamanStock Prep RefiningVIKASBelum ada peringkat
- Measuring Paper Machine PerformanceDokumen26 halamanMeasuring Paper Machine PerformanceArtesira Yuna50% (2)
- Sizing of Paper PresentationDokumen122 halamanSizing of Paper Presentationvivekbhuchem60% (5)
- Optimization of Wire Vacuum by D K SinghalDokumen7 halamanOptimization of Wire Vacuum by D K SinghalnazeerBelum ada peringkat
- Paper Machine Energy ConservationDokumen25 halamanPaper Machine Energy ConservationEr Mahendra KeshriBelum ada peringkat
- Shoe PressDokumen4 halamanShoe Presssushil kumar0% (1)
- Topic 13 Papermaking Forming Text PDFDokumen34 halamanTopic 13 Papermaking Forming Text PDFThashna DusoruthBelum ada peringkat
- CEMC Screw Conveyor Manual 2.20Dokumen107 halamanCEMC Screw Conveyor Manual 2.20Angel Alvarez100% (7)
- Recycling and Deinking of Recovered PaperDari EverandRecycling and Deinking of Recovered PaperPenilaian: 5 dari 5 bintang5/5 (1)
- Maintenance - Paper Slitting PlantDokumen1 halamanMaintenance - Paper Slitting PlantSoma NathanBelum ada peringkat
- Doctoral Thesis C Land 16754Dokumen130 halamanDoctoral Thesis C Land 16754Soma NathanBelum ada peringkat
- PaperDokumen45 halamanPaperAli ÇakıroğluBelum ada peringkat
- Yankee Cylinder FullDokumen90 halamanYankee Cylinder FullSoma NathanBelum ada peringkat
- Result For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLDokumen3 halamanResult For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLmanoj_doshi_1Belum ada peringkat
- Pal LeDokumen10 halamanPal LemoebiuszeroBelum ada peringkat
- Assignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Dokumen6 halamanAssignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Yogesh YadavBelum ada peringkat
- Monarchy Nm24 Aa2007-08Dokumen36 halamanMonarchy Nm24 Aa2007-08dtm1962Belum ada peringkat
- Statistical Mechanics: Lecture A0: Phase TransitionsDokumen5 halamanStatistical Mechanics: Lecture A0: Phase TransitionsTushar GhoshBelum ada peringkat
- Fujitsu - Seemless Integration of IP Cores Into System LSI - IP & CoresDokumen4 halamanFujitsu - Seemless Integration of IP Cores Into System LSI - IP & CoresFujitsu Semiconductor EuropeBelum ada peringkat
- Market Consumer Perception Mahindra ThesisDokumen95 halamanMarket Consumer Perception Mahindra ThesisHarmeet singh100% (1)
- Shear StressDokumen8 halamanShear StressRommel Carlo LargadoBelum ada peringkat
- AMIA Definition of Biomedical InformaticsDokumen15 halamanAMIA Definition of Biomedical InformaticsAndre FrancoBelum ada peringkat
- Ring Smart Lighting Transformer Manual ENDokumen11 halamanRing Smart Lighting Transformer Manual ENjust let me download assholeBelum ada peringkat
- 1Dokumen9 halaman1MurtadhaBelum ada peringkat
- 3.5 Dump Valve PDFDokumen5 halaman3.5 Dump Valve PDFBaciu NicolaeBelum ada peringkat
- 04Dokumen2 halaman04Vishesh negiBelum ada peringkat
- 077 Mining Challenge at El SoldadoDokumen6 halaman077 Mining Challenge at El SoldadoKenny CasillaBelum ada peringkat
- Premier University Department of Computer Science and Engineering (DCSE) Class Schedule (Updated) Session: Fall 2020Dokumen6 halamanPremier University Department of Computer Science and Engineering (DCSE) Class Schedule (Updated) Session: Fall 2020X streamBelum ada peringkat
- C Basic ExercisesDokumen7 halamanC Basic ExercisesAngelo MartinBelum ada peringkat
- The VI Editor PDFDokumen7 halamanThe VI Editor PDFPurandhar TataraoBelum ada peringkat
- Mini Project 1Dokumen16 halamanMini Project 1SadikAhmedBelum ada peringkat
- GROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Dokumen5 halamanGROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoBelum ada peringkat
- Treybal DistDokumen5 halamanTreybal DistJay CeeBelum ada peringkat