Anda mungkin juga menyukai
- Piston Skirt ClearanceDokumen5 halamanPiston Skirt ClearanceJose CencičBelum ada peringkat
- Jaw Crusher Manufacturer: Fuel Gases and Heating ValuesDokumen4 halamanJaw Crusher Manufacturer: Fuel Gases and Heating ValuesJose CencičBelum ada peringkat
- Acid Base Titration Lab 6Dokumen11 halamanAcid Base Titration Lab 6Jose Cencič0% (1)
- B Series Valve AdjustmentDokumen7 halamanB Series Valve AdjustmentJose CencičBelum ada peringkat
- Aspirin & AnalgesicsDokumen14 halamanAspirin & AnalgesicsJose CencičBelum ada peringkat
- Kobarid Gastronomic CircleDokumen8 halamanKobarid Gastronomic CircleJose CencičBelum ada peringkat
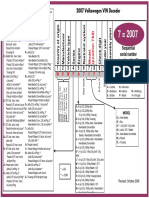
- VW Vin Decoder 2007Dokumen2 halamanVW Vin Decoder 2007Jose Cencič100% (1)
- Brookfield DV2T Extra Viscometer - Brookfield EngineeringDokumen3 halamanBrookfield DV2T Extra Viscometer - Brookfield EngineeringJose CencičBelum ada peringkat
- The 09G Flared Shift ProblemsDokumen3 halamanThe 09G Flared Shift ProblemsJose Cencič100% (1)
- Alternator BibleDokumen43 halamanAlternator BibleJose Cencič100% (1)
- 4l80e GDDokumen2 halaman4l80e GDJose Cencič100% (4)
- TH350 GDDokumen1 halamanTH350 GDJose CencičBelum ada peringkat
- EKC 202ABC ManualDokumen16 halamanEKC 202ABC ManualJose CencičBelum ada peringkat
- Slant Six Racing ManualDokumen51 halamanSlant Six Racing ManualNorEaster1100% (1)
- Asco To GoldringDokumen45 halamanAsco To GoldringJose CencičBelum ada peringkat
- Industrial Burners, Combustion Equipment - Maxon CorporationDokumen2 halamanIndustrial Burners, Combustion Equipment - Maxon CorporationJose CencičBelum ada peringkat
- EKC 202ABC ManualDokumen16 halamanEKC 202ABC ManualJose CencičBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Lessons Chemistry 11Dokumen282 halamanLessons Chemistry 11imosarchitectureBelum ada peringkat
- Ceramkii WebDokumen2 halamanCeramkii WebD01Belum ada peringkat
- 4 Composite Solid PropellantDokumen18 halaman4 Composite Solid PropellantAli KhanBelum ada peringkat
- 6424 Redoxide Primer 424 June-12Dokumen2 halaman6424 Redoxide Primer 424 June-12محمد عزتBelum ada peringkat
- Edexcel International GCSE (9-1) Biology Student Book-58Dokumen1 halamanEdexcel International GCSE (9-1) Biology Student Book-58Mominul HaqueBelum ada peringkat
- Hydac Diaphragm AccumulatorsDokumen5 halamanHydac Diaphragm AccumulatorsCarlos Andrés CuelloBelum ada peringkat
- Cell Free Gene Expression Methods and Protocols Humana, 2022Dokumen437 halamanCell Free Gene Expression Methods and Protocols Humana, 2022rommell AlvaradoBelum ada peringkat
- Maks GTC 1000Dokumen1 halamanMaks GTC 1000Chiheb Eddine KourasBelum ada peringkat
- JessintaDokumen19 halamanJessintaAgbara RichardBelum ada peringkat
- MT 2 4Dokumen10 halamanMT 2 4Ramakrishna ReddyBelum ada peringkat
- 2.3. External Waterproofing SystemsDokumen2 halaman2.3. External Waterproofing SystemsKrishna SankarBelum ada peringkat
- Opt KnockDokumen11 halamanOpt KnockanthazarBelum ada peringkat
- Ilovepdf MergedDokumen18 halamanIlovepdf MergedNew GmailBelum ada peringkat
- Firetex M90: Product Technical DataDokumen2 halamanFiretex M90: Product Technical DatalambtranBelum ada peringkat
- Extraction and Characterization of Hemicellulose From The Corn Fiber Produced by Corn Wet-Milling ProcessesDokumen5 halamanExtraction and Characterization of Hemicellulose From The Corn Fiber Produced by Corn Wet-Milling ProcessesmbolantenainaBelum ada peringkat
- Lecture 2 Non Ideal FlowDokumen35 halamanLecture 2 Non Ideal FlowRobinson ABelum ada peringkat
- Technological Advancements in The Drying of Fruits and Vegetables: A ReviewDokumen14 halamanTechnological Advancements in The Drying of Fruits and Vegetables: A ReviewMaria MadanBelum ada peringkat
- Naoh Vs Oxalic Acid - TitrationDokumen3 halamanNaoh Vs Oxalic Acid - TitrationffffffgBelum ada peringkat
- The Doping Effect On The Intrinsic Ferroelectricity in Hafnium Oxide-Based Nano-Ferroelectric DevicesDokumen8 halamanThe Doping Effect On The Intrinsic Ferroelectricity in Hafnium Oxide-Based Nano-Ferroelectric DevicesBiblioteca Campus JuriquillaBelum ada peringkat
- The Calvin CycleDokumen4 halamanThe Calvin CycleVerena Raga100% (1)
- Mole Concept @kvpy - AspirantsDokumen7 halamanMole Concept @kvpy - AspirantssagarBelum ada peringkat
- Advanced Welding Process PDFDokumen3 halamanAdvanced Welding Process PDFbusiness singhBelum ada peringkat
- Laboratory SafetyDokumen3 halamanLaboratory SafetyMaqbool AhmadBelum ada peringkat
- Getting Started in Steady StateDokumen24 halamanGetting Started in Steady StateamitBelum ada peringkat
- Department of Chemical Engineering, NITK Chemical Engineering Thermodynamics-I (Assignment - V)Dokumen3 halamanDepartment of Chemical Engineering, NITK Chemical Engineering Thermodynamics-I (Assignment - V)DechenPemaBelum ada peringkat
- An Analytical Solution For Time-Dependent Displacements in A Circular TunnelDokumen10 halamanAn Analytical Solution For Time-Dependent Displacements in A Circular TunnelEugenio DoglioneBelum ada peringkat
- MMMM Co Located Show Exhibtor List 2022Dokumen12 halamanMMMM Co Located Show Exhibtor List 2022Aamir SaleemBelum ada peringkat
- 300L Liuid Soap Making MachineDokumen3 halaman300L Liuid Soap Making MachineFoe AungBelum ada peringkat
- Elastic Vitrimers BeyondDokumen32 halamanElastic Vitrimers BeyondMostafa AhmadiBelum ada peringkat
- Penetration of Microwaves Into AluminumDokumen5 halamanPenetration of Microwaves Into AluminumJohn Michael WilliamsBelum ada peringkat