Anda mungkin juga menyukai
- ORDEM DE SERVIÇO - SoldadorDokumen3 halamanORDEM DE SERVIÇO - SoldadorRafael Moreira Cassiano71% (21)
- Check-List de Manutenção EPR-0441Dokumen1 halamanCheck-List de Manutenção EPR-0441HenriquecardososBelum ada peringkat
- Piper - PA-31 I II II XL e T1040 Cheyenne PT-BRDokumen261 halamanPiper - PA-31 I II II XL e T1040 Cheyenne PT-BRTatiane Sillva100% (2)
- Check-List de Manutenção DSO-0077Dokumen1 halamanCheck-List de Manutenção DSO-0077HenriquecardososBelum ada peringkat
- MODELO Relatorio PalestraDokumen4 halamanMODELO Relatorio PalestraWeslley EnthonnyBelum ada peringkat
- Manual Pit v3Dokumen143 halamanManual Pit v3Jose Roberto MacedoBelum ada peringkat
- As Cinco Bolas - Brian DysonDokumen11 halamanAs Cinco Bolas - Brian Dysonelifarias100% (2)
- 3 Acoes para Qualquer CenarioDokumen9 halaman3 Acoes para Qualquer CenarioNaamã Gomes da SilvaBelum ada peringkat
- Curso Avançado de Manutenção e Montagem de ComputadoresDokumen214 halamanCurso Avançado de Manutenção e Montagem de ComputadorespricillaBelum ada peringkat
- Aula 1Dokumen43 halamanAula 1jackson_mBelum ada peringkat
- Introdução Ao ArduinoDokumen27 halamanIntrodução Ao ArduinoKukiAddBelum ada peringkat
- apostila-MMC 1.1Dokumen61 halamanapostila-MMC 1.1jadson_rodriguesBelum ada peringkat
- Aula 1Dokumen43 halamanAula 1jackson_mBelum ada peringkat
- Curso Avançado de Manutenção e Montagem de ComputadoresDokumen214 halamanCurso Avançado de Manutenção e Montagem de ComputadorespricillaBelum ada peringkat
- Montagem e Manutencao de Micro1Dokumen70 halamanMontagem e Manutencao de Micro1HenriquecardososBelum ada peringkat
- apostila-MMC 1.1Dokumen61 halamanapostila-MMC 1.1jadson_rodriguesBelum ada peringkat
- Montagem Manutencao Computadores WebDokumen70 halamanMontagem Manutencao Computadores WebLamare LacerdaBelum ada peringkat
- Manutencao de MicrosDokumen41 halamanManutencao de MicrosHenriquecardososBelum ada peringkat
- Manutencao de Micros1Dokumen66 halamanManutencao de Micros1HenriquecardososBelum ada peringkat
- Apostila ArduinoDokumen36 halamanApostila Arduinoleidival_oliveira3719Belum ada peringkat
- Apostila Arduino Basico V1.0 EletrogateDokumen44 halamanApostila Arduino Basico V1.0 EletrogateGleison Aparecido OnofreBelum ada peringkat
- Manual Trava Superparts RenaultDokumen2 halamanManual Trava Superparts RenaultHenriquecardososBelum ada peringkat
- 1547206262apostila Eletrogate - Kit Arduino Start PDFDokumen35 halaman1547206262apostila Eletrogate - Kit Arduino Start PDFLander MatosBelum ada peringkat
- O IMDS Como Padrão Da Indústria AutomotivaDokumen44 halamanO IMDS Como Padrão Da Indústria AutomotivaHenriquecardososBelum ada peringkat
- Programação em Arduino Módulo BásicoDokumen96 halamanProgramação em Arduino Módulo BásicoWilliam Penante100% (1)
- Reo MetroDokumen6 halamanReo MetroHenriquecardososBelum ada peringkat
- Matriz de Treinamento IndividualDokumen2 halamanMatriz de Treinamento IndividualHenriquecardososBelum ada peringkat
- Manual Atualizado Rastreador GPS TK102 TK103 TK203Dokumen13 halamanManual Atualizado Rastreador GPS TK102 TK103 TK203HenriquecardososBelum ada peringkat
- Manual Alrm AMX 922Dokumen2 halamanManual Alrm AMX 922HenriquecardososBelum ada peringkat
- Lista 2Dokumen1 halamanLista 2HenriquecardososBelum ada peringkat
- Lista 6Dokumen2 halamanLista 6HenriquecardososBelum ada peringkat
- Indicador Defeito X CustoDokumen10 halamanIndicador Defeito X CustoJaison LanskiBelum ada peringkat
- Portugal - 2. Metade Do Seculo XIXDokumen16 halamanPortugal - 2. Metade Do Seculo XIXNelsonMatias100% (1)
- RotativasDokumen6 halamanRotativasAnderson AntunesBelum ada peringkat
- 20 Programa de Afiliados Rentáveis para Ganhar Dinheiro OnlineDokumen16 halaman20 Programa de Afiliados Rentáveis para Ganhar Dinheiro Onlineluiz reeyBelum ada peringkat
- 54518705cap-19 - Partida Eletrica CB600FDokumen19 halaman54518705cap-19 - Partida Eletrica CB600Fivanmariano1978Belum ada peringkat
- VPN MikrotikDokumen3 halamanVPN MikrotikJesus AntonioBelum ada peringkat
- DENSODokumen33 halamanDENSONilson BarbosaBelum ada peringkat
- Econometria Series FinanceirasDokumen55 halamanEconometria Series FinanceirasVede Teus Berna Manberna100% (1)
- Resultado Final Da Prova de TituloDokumen39 halamanResultado Final Da Prova de TituloCarlos Alexandre Ataide dos SantosBelum ada peringkat
- Aulas LajesDokumen11 halamanAulas LajesitalokaiqueBelum ada peringkat
- 1° Questionário de Estagio 1Dokumen3 halaman1° Questionário de Estagio 1cspuhlBelum ada peringkat
- AW139 MANUAL DE EMERGÊNCIA em Português RevisadoDokumen195 halamanAW139 MANUAL DE EMERGÊNCIA em Português RevisadoMATHEUS MOURABelum ada peringkat
- LAMINA SubDrive Inline 1100Dokumen2 halamanLAMINA SubDrive Inline 1100Marcos RighettoBelum ada peringkat
- Manual Alarme Ma 250 Moto-AlarmeDokumen10 halamanManual Alarme Ma 250 Moto-AlarmeJuliano smaBelum ada peringkat
- Sistema PortuguesDokumen70 halamanSistema PortuguesAntónio FerreiraBelum ada peringkat
- HD X SSD PDFDokumen4 halamanHD X SSD PDFFabricio DornellesBelum ada peringkat
- Faseamento Das Redes de DistribuiçãoDokumen8 halamanFaseamento Das Redes de DistribuiçãoAlex Barbosa CamiloBelum ada peringkat
- 206-05 - Freio de Estacionamento PDFDokumen18 halaman206-05 - Freio de Estacionamento PDFJean TiepoBelum ada peringkat
- Modelo Envio Discente - Atividade ContextualizadaDokumen1 halamanModelo Envio Discente - Atividade ContextualizadaAmanda NascimentoBelum ada peringkat
- NBR 12142Dokumen3 halamanNBR 12142Carlos MaiaBelum ada peringkat
- Catálogos Operadoras de TelecartofiliaDokumen1.859 halamanCatálogos Operadoras de TelecartofiliamarceloprcBelum ada peringkat
- Guia 2016Dokumen105 halamanGuia 2016Pedro XavierBelum ada peringkat
- Folha PRATICA 4Dokumen5 halamanFolha PRATICA 4Cleto67% (3)
- Caixa II - PeE - 18 - 02 - 16Dokumen2 halamanCaixa II - PeE - 18 - 02 - 16Gelson Fernandes FernandesBelum ada peringkat
- BIC Tabela Comissoes DespesasDokumen35 halamanBIC Tabela Comissoes DespesasbrawnysoaresBelum ada peringkat
- Apostila Informatica BasicaDokumen137 halamanApostila Informatica BasicaEdinéia RibeiroBelum ada peringkat
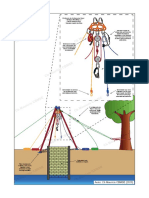
- Resgate em PoçoDokumen1 halamanResgate em PoçoCarlos BenicioBelum ada peringkat
- Unidade Central de ProcessamentoDokumen4 halamanUnidade Central de ProcessamentoRafael AraujoBelum ada peringkat