Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- PROG102 - GCS200708 - NguyenXuanNam - Assignment 1Dokumen41 halamanPROG102 - GCS200708 - NguyenXuanNam - Assignment 1Nam Nguyen50% (2)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- GTD - Workflow PDFDokumen1 halamanGTD - Workflow PDFNaswa ArviedaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
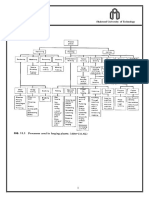
- 04 Forging PDFDokumen38 halaman04 Forging PDFjafuncoBelum ada peringkat
- 03-Friction and Lubrication PDFDokumen9 halaman03-Friction and Lubrication PDFjafuncoBelum ada peringkat
- BE Info 1 2008 Engl PDFDokumen32 halamanBE Info 1 2008 Engl PDFjafuncoBelum ada peringkat
- BE Info 1 2009 Engl PDFDokumen24 halamanBE Info 1 2009 Engl PDFjafuncoBelum ada peringkat
- BE Info 1 2010 Engl1 PDFDokumen20 halamanBE Info 1 2010 Engl1 PDFjafuncoBelum ada peringkat
- Fatiga PDFDokumen8 halamanFatiga PDFjafuncoBelum ada peringkat
- Studocu Is Not Sponsored or Endorsed by Any College or UniversityDokumen51 halamanStudocu Is Not Sponsored or Endorsed by Any College or UniversityDK SHARMABelum ada peringkat
- CrashReport 8d5ad934 67a9 4d2d 961d B8b7b5da7ceaDokumen2 halamanCrashReport 8d5ad934 67a9 4d2d 961d B8b7b5da7ceaM Default NameBelum ada peringkat
- A Black and Red TriangleDokumen3 halamanA Black and Red TriangleJunn Ree MontillaBelum ada peringkat
- IBM United States Software Announcement 217-282, Dated June 6, 2017Dokumen9 halamanIBM United States Software Announcement 217-282, Dated June 6, 2017elias.ancares8635Belum ada peringkat
- IBM DS3200 System Storage PDFDokumen144 halamanIBM DS3200 System Storage PDFelbaronrojo2008Belum ada peringkat
- VFP 3Dokumen15 halamanVFP 3davy_7569Belum ada peringkat
- 5ESS Centrex ManualDokumen191 halaman5ESS Centrex ManualMike FixBelum ada peringkat
- Crash ReportDokumen3 halamanCrash ReportNicolasBelum ada peringkat
- BT Home Hub Recovery Instructions WindowsDokumen5 halamanBT Home Hub Recovery Instructions WindowsranknameBelum ada peringkat
- Document For AgileDokumen5 halamanDocument For Agilemohan1221itBelum ada peringkat
- Anritsu WiMAX PosterDokumen1 halamanAnritsu WiMAX Postersadsam73Belum ada peringkat
- Globe at Home Plan 1299 LTE Go BigDokumen3 halamanGlobe at Home Plan 1299 LTE Go BigAu Pangan-MartilloBelum ada peringkat
- 02 Software Project PlanningDokumen12 halaman02 Software Project PlanninglogaritymBelum ada peringkat
- User Manual IES-3000 Series V1.2Dokumen101 halamanUser Manual IES-3000 Series V1.2oring2012Belum ada peringkat
- Multivariate Analysis-MRDokumen8 halamanMultivariate Analysis-MRhemalichawlaBelum ada peringkat
- A Study On The Recent Technology Development in Banking IndustryDokumen6 halamanA Study On The Recent Technology Development in Banking IndustryPriyanka BaluBelum ada peringkat
- Contoh CV ProfesionalDokumen2 halamanContoh CV ProfesionalElyani AdityaBelum ada peringkat
- Final Test Course 6Dokumen6 halamanFinal Test Course 6Juan Pablo Gonzalez HoyosBelum ada peringkat
- OssecDokumen123 halamanOssecSrinivasarao KasiBelum ada peringkat
- I-K Bus Codes v6Dokumen41 halamanI-K Bus Codes v6Dobrescu CristianBelum ada peringkat
- PIC Microcontroller Instruction SetDokumen2 halamanPIC Microcontroller Instruction SetMuthamizh SelvanBelum ada peringkat
- Bug 6150Dokumen4 halamanBug 6150leonardo rodriguezBelum ada peringkat
- Pre-Paid Energy Meter PDFDokumen84 halamanPre-Paid Energy Meter PDFRobert AlexanderBelum ada peringkat
- Sample 7394Dokumen11 halamanSample 7394insan100% (1)
- Newbies Guide To Avr Timers-10Dokumen18 halamanNewbies Guide To Avr Timers-10Emin KültürelBelum ada peringkat
- 232 - UG Part-1Dokumen115 halaman232 - UG Part-1RAKESH NAIDUBelum ada peringkat
- Ritmurile LuniiDokumen161 halamanRitmurile Luniimonica_vasilescu2008Belum ada peringkat
- R TutorialDokumen39 halamanR TutorialASClabISBBelum ada peringkat