Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- National Safety Council - Accident Prevention Manual For Business & Industry - Engineering & Technology - National Safety Council (2001)Dokumen881 halamanNational Safety Council - Accident Prevention Manual For Business & Industry - Engineering & Technology - National Safety Council (2001)aaa100% (1)
- Dimensions of The Architecture of Safety ExcellenceDokumen6 halamanDimensions of The Architecture of Safety ExcellenceGissmo100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- HSE Plan (Painting Project)Dokumen39 halamanHSE Plan (Painting Project)Okeyman50% (2)
- NEOM OPERATIONS - FM - Hot PTWDokumen3 halamanNEOM OPERATIONS - FM - Hot PTWHBHJBMNBelum ada peringkat
- Practitioners Guide Aiag Vda Fmeas.01Dokumen10 halamanPractitioners Guide Aiag Vda Fmeas.01Alpha Excellence consultingBelum ada peringkat
- Flowserve General Product Guide PDFDokumen84 halamanFlowserve General Product Guide PDFSIMON S. FLORES G.Belum ada peringkat
- Partridge-Raleigh LLC Case StudyDokumen13 halamanPartridge-Raleigh LLC Case StudydrgBelum ada peringkat
- Practice Occupational Health & Safety ProceduresDokumen37 halamanPractice Occupational Health & Safety ProceduresEgghead YTCBelum ada peringkat
- ProfessionalPractice - FAQ (For BEM's Website) PDFDokumen17 halamanProfessionalPractice - FAQ (For BEM's Website) PDFgilbert850507Belum ada peringkat
- Cooling Towers Design Feb12 - CHENG PDFDokumen6 halamanCooling Towers Design Feb12 - CHENG PDFisosicaBelum ada peringkat
- Safety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015Dokumen6 halamanSafety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015isosica100% (2)
- MSDS Strata Bond W S Comp A 2020-09-03 enDokumen7 halamanMSDS Strata Bond W S Comp A 2020-09-03 encarlos_salas80Belum ada peringkat
- CO 2 Capture by Aqueous Na 2 CO 3 Integrated With High-Quality Caco3Dokumen9 halamanCO 2 Capture by Aqueous Na 2 CO 3 Integrated With High-Quality Caco3isosicaBelum ada peringkat
- Air - Composition and Molecular WeightDokumen4 halamanAir - Composition and Molecular WeightisosicaBelum ada peringkat
- Problema - 1 (Op Aritm Simple)Dokumen1 halamanProblema - 1 (Op Aritm Simple)isosicaBelum ada peringkat
- (Lyrics) Eric Clapton - Wonderful TonightDokumen1 halaman(Lyrics) Eric Clapton - Wonderful TonightisosicaBelum ada peringkat
- Rows Numbering in ExcelDokumen5 halamanRows Numbering in ExcelisosicaBelum ada peringkat
- Chemical Engineering and Processing: Process IntensificationDokumen10 halamanChemical Engineering and Processing: Process IntensificationisosicaBelum ada peringkat
- Family eDokumen24 halamanFamily eisosicaBelum ada peringkat
- Jinan Shandong, ChinaDokumen2 halamanJinan Shandong, ChinaisosicaBelum ada peringkat
- ExpressPCB2 PDFDokumen1 halamanExpressPCB2 PDFisosicaBelum ada peringkat
- IHS - August 2011Dokumen3 halamanIHS - August 2011isosicaBelum ada peringkat
- Funke Shell Tube He eDokumen24 halamanFunke Shell Tube He eisosicaBelum ada peringkat
- D:/Noi/Convertor CCIR-OIRT (PCB Design) /convertor - Express/convertor5.1.pcb (Top Layer, Bottom Layer)Dokumen1 halamanD:/Noi/Convertor CCIR-OIRT (PCB Design) /convertor - Express/convertor5.1.pcb (Top Layer, Bottom Layer)isosicaBelum ada peringkat
- ParChem - Hexachloroacetone Supplier DistributorDokumen10 halamanParChem - Hexachloroacetone Supplier DistributorisosicaBelum ada peringkat
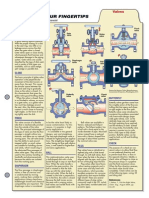
- Valves CHE Facts 0808Dokumen1 halamanValves CHE Facts 0808isosicaBelum ada peringkat
- Heat Exchanger DutyDokumen5 halamanHeat Exchanger DutyisosicaBelum ada peringkat
- Chlormequat RedDokumen74 halamanChlormequat RedisosicaBelum ada peringkat
- Particle Size Reduction CHE - Facts - 1112 PDFDokumen1 halamanParticle Size Reduction CHE - Facts - 1112 PDFisosicaBelum ada peringkat
- Forbidden Chemistries Go Flow in API SynthesisDokumen8 halamanForbidden Chemistries Go Flow in API SynthesisisosicaBelum ada peringkat
- Live Gold Price, Silver Price and Spot Precious Metals Quotes and ChartsDokumen5 halamanLive Gold Price, Silver Price and Spot Precious Metals Quotes and ChartsisosicaBelum ada peringkat
- London Metal Exchange Prices - Markets Data Center - WSJDokumen1 halamanLondon Metal Exchange Prices - Markets Data Center - WSJisosicaBelum ada peringkat
- Anti-Oxidant/pro-Oxidant Activity of Ascorbic AcidDokumen6 halamanAnti-Oxidant/pro-Oxidant Activity of Ascorbic AcidisosicaBelum ada peringkat
- Optimal Design of Experiments: For The Identification of Kinetic Models of Methanol Oxidation Over Silver CatalystDokumen7 halamanOptimal Design of Experiments: For The Identification of Kinetic Models of Methanol Oxidation Over Silver CatalystisosicaBelum ada peringkat
- Metal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyDokumen5 halamanMetal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyisosicaBelum ada peringkat
- Metal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyDokumen5 halamanMetal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyisosicaBelum ada peringkat
- The Challenges of Ecotox Testing of Nanomaterials and The BPRDokumen3 halamanThe Challenges of Ecotox Testing of Nanomaterials and The BPRisosicaBelum ada peringkat
- Marcare SOD-80 DiodesDokumen2 halamanMarcare SOD-80 DiodesisosicaBelum ada peringkat
- Jotamastic 87 MSDSDokumen8 halamanJotamastic 87 MSDSSureshBelum ada peringkat
- 6.2road Safety AuditDokumen130 halaman6.2road Safety AuditYALAMANCHILI NIKHILBelum ada peringkat
- Osh PolicyDokumen4 halamanOsh PolicyJoy DuremdesBelum ada peringkat
- Marlaw ObeDokumen212 halamanMarlaw ObeJuncagz A CagoBelum ada peringkat
- Simatic Process Control System PCS 7 PCS 7 Documentation (V8.0 SP1)Dokumen16 halamanSimatic Process Control System PCS 7 PCS 7 Documentation (V8.0 SP1)michaelBelum ada peringkat
- Eaton Memguard Distribution System 160312 - UpdateDokumen32 halamanEaton Memguard Distribution System 160312 - UpdateKing RoodBelum ada peringkat
- Public Training Schedule (January - December 2008)Dokumen1 halamanPublic Training Schedule (January - December 2008)Anggoro AntonoBelum ada peringkat
- Engineering Practice - Workplace Safety and HealthDokumen68 halamanEngineering Practice - Workplace Safety and HealthignatiusBelum ada peringkat
- Soothing Soak Off RemoverDokumen7 halamanSoothing Soak Off RemoverPaoloMMBelum ada peringkat
- IGEM G 11 Edition 2 With Amendments July 2022Dokumen66 halamanIGEM G 11 Edition 2 With Amendments July 2022darrenleesBelum ada peringkat
- SafetyDokumen4 halamanSafetymonokoeBelum ada peringkat
- Dangerous Goods Emergency Response ChartDokumen1 halamanDangerous Goods Emergency Response ChartMinh NguyenBelum ada peringkat
- Elau PMC 2 11 08 000 00 00 00 00 0kDokumen95 halamanElau PMC 2 11 08 000 00 00 00 00 0kMORNANDBelum ada peringkat
- Bsbsus201 Task 2of2Dokumen13 halamanBsbsus201 Task 2of2Znb TechBelum ada peringkat
- CCMC BV FTB SHD Mep FP 301a R.00Dokumen1 halamanCCMC BV FTB SHD Mep FP 301a R.00Thai ChheanghourtBelum ada peringkat
- Determinisanјe Faktora Put Kao Uticajnog Faktora Na Saobraćajne Nezgode Primenom Dubinskih AnalizaDokumen10 halamanDeterminisanјe Faktora Put Kao Uticajnog Faktora Na Saobraćajne Nezgode Primenom Dubinskih AnalizaDarko LakicBelum ada peringkat
- 1756 In590 - en PDokumen20 halaman1756 In590 - en PsenthilrsenthilBelum ada peringkat
- PD2005 409Dokumen43 halamanPD2005 409api-3770073Belum ada peringkat
- Form-0061 - Respirator Maintenance LogDokumen2 halamanForm-0061 - Respirator Maintenance LogJonathan NguyenBelum ada peringkat
- Food Safety Survey QuestionnaireDokumen11 halamanFood Safety Survey QuestionnaireMD. Abdullah Al NomanBelum ada peringkat
- Role of Chicago ConventionDokumen9 halamanRole of Chicago ConventionAli Hassan0% (1)