Weld design
65
A cast bencfit of usiog partial penetration welds arises nol ooly from
avoiding the nee<! to back gouge the root but also in many cases bccause tbe
joiots can be self-jiggiog siocc 00 rool gap has lO be maintained duriog
weldiog. However, a significanl drawback: of this type of weld is thal the
opportunity lO assure weld quality by non-destructive exa.m.ioatioo by
ultrasonic or radiography is effectively denied. A decision to use a partial
penelration weld, as with a fillet weld, is thercforc a recognitioo that quality
assurance will be achieved entircly by proccss control, or an acceptance that
the level of lUSurance rcquircd is lower than would be offcrcd by a fuJl
pcnetratioo weld. The minimal scope for non-dcsttuctive testiog of a partial
peoelration weld is also a souree of cost saving. It is nol unlmown for
fabricalors lO propose the use of partial peoetration welds in place of the
dcsigoed fuJl penetration welds to reduce costs: tbe costs incuned oot ooly
in settiog up, welding and inspcction but aJso tbe costs incurrcd in weld
repairs which migbt be consequent 00 the use of full non-desttuctive
examinatioo.
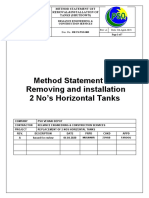
The radiograph, ICe Fig. S.32, will not show the difTereoce betwcen a
souod partial penetration weld and a partial peoetration butt weld with a
centre fine crack in weld meLaI. The ultrasonic cxamination, sec Fig. S.33,
probably will not either.
5.32
~lograpnv of
partial penetratJon bun weld.
5.33 Ultrasonk: examlnation of panlaJ penetratlon but1 weld.
It has to be recogoised that the structural performance of a parcial
penetration weld will in sorne fespeets be inferior to that ofa fulI penetration
weld. This is particularly tbe case where fatigue fe js a design cntenoo.
Where low stress (britLle) fracture is of concern, steps should be taken to
assess the capabjlity of tbe weld metal, heat afTecled zone and parent metal
of tolerating the prcsence of lhe unfused land. The assumed width of the
land should allow for the possibiljty of lack of root fusiono Under any
66
Welded joint design
\2
x
5.34 Inadmissible loading ot joinu.
loading condition the single sided partial pcnetration butl weld, as with the
single sided fillet weld, should nol be used in circumstances where the load
puts the weld root in tension, sec Fig. 5.34. The asweldcd root is an arca of
crack-like features which may not tolerate strains which the sound parent
material and weld metal will normally survive.
The edge weld
For a few special applications the cdgc weld is uscd.
$Ce
Fig. 5.35.
I!
!
;,
!
mis is foond in sheet metal work
,;
.nd
tlJbe 10 tube plate ioints in heat
"'''''''''''
typical welding pmces.ses - gas. TIa. microplasma
5.35 fdge welds.
Anda mungkin juga menyukai
- Weld TheoryDokumen47 halamanWeld TheoryAndres_Pastor1987Belum ada peringkat
- Leak in Control Rod Drive Mechanism HousingDokumen17 halamanLeak in Control Rod Drive Mechanism HousingAndres_Pastor1987Belum ada peringkat
- Weld TheoryDokumen47 halamanWeld TheoryAndres_Pastor1987Belum ada peringkat
- Effect of Commercial Cladding On The Fracture BehaviorDokumen9 halamanEffect of Commercial Cladding On The Fracture BehaviorAndres_Pastor1987Belum ada peringkat
- A Review of Fatigue Failures in LWR Plants in JapanDokumen16 halamanA Review of Fatigue Failures in LWR Plants in JapanAndres_Pastor1987Belum ada peringkat
- Assessment of Socket Weld Integrity in PipingsDokumen30 halamanAssessment of Socket Weld Integrity in PipingsAndres_Pastor1987100% (1)
- Reactor Vessel CladdingDokumen23 halamanReactor Vessel CladdingAndres_Pastor1987Belum ada peringkat
- Experimental Elastic Stress Analysis of Partial Penetration Welded NozzleDokumen14 halamanExperimental Elastic Stress Analysis of Partial Penetration Welded NozzleAndres_Pastor1987Belum ada peringkat
- WeldingDokumen752 halamanWeldingAndres_Pastor1987100% (3)
- Thermal and Mechanical Analysis of WeldDokumen11 halamanThermal and Mechanical Analysis of WeldAndres_Pastor1987Belum ada peringkat
- ASME Code Calculation BMI RepairDokumen22 halamanASME Code Calculation BMI RepairAndres_Pastor1987Belum ada peringkat
- BWR Pressure Vessel Cladding Cracking InvestigationDokumen18 halamanBWR Pressure Vessel Cladding Cracking InvestigationAndres_Pastor1987Belum ada peringkat
- Fatigue Testing in Socket WeldsDokumen31 halamanFatigue Testing in Socket WeldsAndres_Pastor1987100% (1)
- BWR Pressure Vessel Cladding Cracking InvestigationDokumen18 halamanBWR Pressure Vessel Cladding Cracking InvestigationAndres_Pastor1987Belum ada peringkat
- Investigations On Partial Penetration Welded NozzleDokumen15 halamanInvestigations On Partial Penetration Welded NozzleAndres_Pastor1987Belum ada peringkat
- Experimental Elastic Stress Analysis of Partial Penetration Welded NozzleDokumen14 halamanExperimental Elastic Stress Analysis of Partial Penetration Welded NozzleAndres_Pastor1987Belum ada peringkat
- BWR Reactor Vessel Bottom Head Failure ModesDokumen11 halamanBWR Reactor Vessel Bottom Head Failure ModesAndres_Pastor1987Belum ada peringkat
- IAEA 1556 Assessment and Management of Ageing of Major Nuclear Power Plant Components Important To Safety PWR Pressure Vessels 2007 Update PDFDokumen215 halamanIAEA 1556 Assessment and Management of Ageing of Major Nuclear Power Plant Components Important To Safety PWR Pressure Vessels 2007 Update PDFAndres_Pastor1987100% (1)
- Effect of Commercial Cladding On The Fracture BehaviorDokumen9 halamanEffect of Commercial Cladding On The Fracture BehaviorAndres_Pastor1987Belum ada peringkat
- Phase Transformation in MetalDokumen492 halamanPhase Transformation in MetalAndres_Pastor1987Belum ada peringkat
- A Review of Fatigue Failures in LWR Plants in JapanDokumen16 halamanA Review of Fatigue Failures in LWR Plants in JapanAndres_Pastor1987Belum ada peringkat
- Assessment of Socket Weld Integrity in PipingsDokumen30 halamanAssessment of Socket Weld Integrity in PipingsAndres_Pastor1987100% (1)
- A Flow-Partitioned Deformation Zone Model For Defect Formation During Friction Stir WeldingDokumen5 halamanA Flow-Partitioned Deformation Zone Model For Defect Formation During Friction Stir WeldingAndres_Pastor1987Belum ada peringkat
- IAEA 1556 Assessment and Management of Ageing of Major Nuclear Power Plant Components Important To Safety PWR Pressure Vessels 2007 Update PDFDokumen215 halamanIAEA 1556 Assessment and Management of Ageing of Major Nuclear Power Plant Components Important To Safety PWR Pressure Vessels 2007 Update PDFAndres_Pastor1987100% (1)
- Weld Op IDokumen110 halamanWeld Op IAndres_Pastor1987Belum ada peringkat
- Effects of Manganese in Weld MetalDokumen9 halamanEffects of Manganese in Weld MetalAndres_Pastor1987Belum ada peringkat
- Manganese EffectsDokumen4 halamanManganese EffectsAndres_Pastor1987Belum ada peringkat
- Manganese Effects 2Dokumen8 halamanManganese Effects 2Andres_Pastor1987Belum ada peringkat
- Welding Inspection - Multiple ChoiseDokumen15 halamanWelding Inspection - Multiple ChoiseAndres_Pastor1987Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- GM-MS45 hydraulic valve technical specificationsDokumen21 halamanGM-MS45 hydraulic valve technical specificationsDUVAN GARNICABelum ada peringkat
- A) Flickering B) Interleaving C) Clipping D) InterlacingDokumen45 halamanA) Flickering B) Interleaving C) Clipping D) InterlacingJass GillBelum ada peringkat
- Removing and Installing Underground Storage TanksDokumen7 halamanRemoving and Installing Underground Storage TanksM Waqas Habib100% (1)
- Wing Twist and DihedralDokumen4 halamanWing Twist and DihedralchiragBelum ada peringkat
- Crimper Pull Force Qualification TemplateDokumen5 halamanCrimper Pull Force Qualification TemplateMatthew WaltersBelum ada peringkat
- Polymer InsulatorsDokumen104 halamanPolymer InsulatorsRajesh Kumar PachigollaBelum ada peringkat
- MATERIAL TEST AND MIX DESIGN GUIDEDokumen118 halamanMATERIAL TEST AND MIX DESIGN GUIDEBekele MekonenBelum ada peringkat
- jOOQ Manual 3.10Dokumen303 halamanjOOQ Manual 3.10sifar786Belum ada peringkat
- Dbatu MisDokumen1 halamanDbatu Misgamingaao75Belum ada peringkat
- PCAD SchematicDokumen430 halamanPCAD SchematicAnonymous gH8rfDBelum ada peringkat
- Chapter 3 - Equilibrium of Particles: ObjectivesDokumen17 halamanChapter 3 - Equilibrium of Particles: ObjectivesRhey LuceroBelum ada peringkat
- A210-Handheld: Operating InstructionsDokumen24 halamanA210-Handheld: Operating InstructionsAleksandarBelum ada peringkat
- 2012-Tcot-008-S.o.w-001 Rev.2Dokumen150 halaman2012-Tcot-008-S.o.w-001 Rev.2denyBelum ada peringkat
- Computer Mcqs1'Dokumen34 halamanComputer Mcqs1'Imran SheikhBelum ada peringkat
- Chapter 1 - Introduction To Cement ProductionDokumen6 halamanChapter 1 - Introduction To Cement ProductionMegan HuffmanBelum ada peringkat
- 2003 4wha-4whb (1b4wh460e1)Dokumen66 halaman2003 4wha-4whb (1b4wh460e1)lihinwapBelum ada peringkat
- Conservation of Momentum Worksheet PDFDokumen8 halamanConservation of Momentum Worksheet PDFChristopher John Inamac Gayta (Chris)Belum ada peringkat
- 50-Applicable Codes and StandardsDokumen48 halaman50-Applicable Codes and StandardsmohsenBelum ada peringkat
- Gta - Sa - Weapons - Gifts - ItemsDokumen24 halamanGta - Sa - Weapons - Gifts - ItemsSaikat DattaBelum ada peringkat
- Train Backyard ToyDokumen12 halamanTrain Backyard ToyJim100% (17)
- An Integrated Model Framework For Carbon Management Technologies - Volume 1Dokumen184 halamanAn Integrated Model Framework For Carbon Management Technologies - Volume 1api-3799861Belum ada peringkat
- CNH-FIAT-NEW HOLLAND Tractor Components CatalogueDokumen523 halamanCNH-FIAT-NEW HOLLAND Tractor Components Catalogueomni_parts100% (2)
- Presented by Intramantra Global Solution PVT LTD, IndoreDokumen14 halamanPresented by Intramantra Global Solution PVT LTD, IndoreDeepak RathoreBelum ada peringkat
- Soft Box System Product Presentation 1Dokumen26 halamanSoft Box System Product Presentation 1jmiller9842Belum ada peringkat
- Message CodesDokumen702 halamanMessage CodesSaravanan SuryaBelum ada peringkat
- Bhartia Infra Projects LTD.: Guwahati, Assam Test ReportDokumen13 halamanBhartia Infra Projects LTD.: Guwahati, Assam Test Reportsuresh kumarBelum ada peringkat
- Ec Council Certified Security Analyst Ecsa v8 PDFDokumen5 halamanEc Council Certified Security Analyst Ecsa v8 PDFJunaid Habibullaha0% (1)
- PDF Table ExtractorDokumen17 halamanPDF Table ExtractorJaneBelum ada peringkat
- Lean Accounting PDFDokumen303 halamanLean Accounting PDFAnushaBelum ada peringkat
- 76 5500 1 I1Dokumen152 halaman76 5500 1 I1shawn allen100% (4)