Anda mungkin juga menyukai
- Making Soap Bars PatentDokumen8 halamanMaking Soap Bars Patentthing21290Belum ada peringkat
- Variable displacement compressor hinge mechanismDokumen13 halamanVariable displacement compressor hinge mechanismSelvaraji MuthuBelum ada peringkat
- Sept. 23, 1969 C. P. Nanney Etal 3,458,436: Filed July 7. 1967Dokumen18 halamanSept. 23, 1969 C. P. Nanney Etal 3,458,436: Filed July 7. 1967Catalin AlexandruBelum ada peringkat
- Rotary dryer for aggregate with staggered lifting flights and cross bracesDokumen5 halamanRotary dryer for aggregate with staggered lifting flights and cross bracesAhmadmartakBelum ada peringkat
- United States PatentDokumen5 halamanUnited States PatentPraveen SinghBelum ada peringkat
- Felling machine divides bulk materials into equal volumesDokumen9 halamanFelling machine divides bulk materials into equal volumesCao Ngoc AnhBelum ada peringkat
- Us 5236286Dokumen8 halamanUs 5236286Herlan Setiawan SihombingBelum ada peringkat
- US Patent for Cutting Food Products MachineDokumen4 halamanUS Patent for Cutting Food Products MachineRodrigoPomaBelum ada peringkat
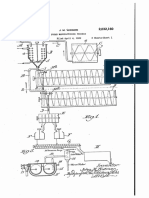
- J. M. Widmer: Filed April 4, 19.52Dokumen8 halamanJ. M. Widmer: Filed April 4, 19.52Kah MunBelum ada peringkat
- United States Patent (19) : B JornstadDokumen4 halamanUnited States Patent (19) : B JornstadlfilippiniBelum ada peringkat
- Automatic Embedding Machine for Histological Examinations Vacuum DeviceDokumen5 halamanAutomatic Embedding Machine for Histological Examinations Vacuum DeviceAndres RestrepoBelum ada peringkat
- United States Patent (19) : Filed: Feb. 14, 1972Dokumen5 halamanUnited States Patent (19) : Filed: Feb. 14, 1972zgregzBelum ada peringkat
- Patente Columna York - ScheibelDokumen6 halamanPatente Columna York - Scheibeligor1991Belum ada peringkat
- Us 5472145Dokumen4 halamanUs 5472145mhtofighiBelum ada peringkat
- Multiple Downcomer Fractional Distillation Tray and ProcessDokumen9 halamanMultiple Downcomer Fractional Distillation Tray and Processziz37Belum ada peringkat
- Us 3378330Dokumen5 halamanUs 3378330James LindonBelum ada peringkat
- Us 5149907Dokumen7 halamanUs 5149907wewewewBelum ada peringkat
- Ulllted States Patent (10) Patent N0.: US 7,610,957 B2Dokumen8 halamanUlllted States Patent (10) Patent N0.: US 7,610,957 B2lfilippiniBelum ada peringkat
- Adapt Asphalt Plant for Recycled Paving MixDokumen6 halamanAdapt Asphalt Plant for Recycled Paving Mix113314Belum ada peringkat
- Shaft Mounting Device Measures and Controls Thrust LoadsDokumen7 halamanShaft Mounting Device Measures and Controls Thrust LoadsNicandroGonzalesBelum ada peringkat
- Continuous oil extraction apparatus with countercurrent flowDokumen3 halamanContinuous oil extraction apparatus with countercurrent flowa_abbaspour100% (1)
- Filed March 20, 1943Dokumen8 halamanFiled March 20, 1943Andrés RamírezBelum ada peringkat
- Another Corn Dog Machine PatentDokumen14 halamanAnother Corn Dog Machine PatentMinnesota Public RadioBelum ada peringkat
- United States Patent (19) : (75) Inventor: Donald J. Hirz, Willowick, OhioDokumen9 halamanUnited States Patent (19) : (75) Inventor: Donald J. Hirz, Willowick, OhioMustafa ŞENBelum ada peringkat
- Us 5546957Dokumen7 halamanUs 5546957SurgaveryBelum ada peringkat
- Notice: Patent TranslateDokumen21 halamanNotice: Patent TranslateJie99Belum ada peringkat
- SL / y Tºš W: Feb. 2, 1965 H. R. Cowley 3,168,296Dokumen7 halamanSL / y Tºš W: Feb. 2, 1965 H. R. Cowley 3,168,296lucasmosnaBelum ada peringkat
- US6390148 Valvula de LlenadoDokumen8 halamanUS6390148 Valvula de LlenadoFreddy SalinasBelum ada peringkat
- Us4511906 PDFDokumen5 halamanUs4511906 PDFSebastian CostaBelum ada peringkat
- BOΤTLE LABELING MACHINEDokumen4 halamanBOΤTLE LABELING MACHINEq12wertyBelum ada peringkat
- United States Patent (191: Stiicker Et A) - Patent Number: Date of Patent: (1 1)Dokumen10 halamanUnited States Patent (191: Stiicker Et A) - Patent Number: Date of Patent: (1 1)Balvinder SinghBelum ada peringkat
- United States Patent (19) : Hailey (11) Patent Number: 4,618,314 (45) - Date of Patent: Oct. 21, 1986Dokumen12 halamanUnited States Patent (19) : Hailey (11) Patent Number: 4,618,314 (45) - Date of Patent: Oct. 21, 1986KrozeBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2007/0256911 A1Dokumen9 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2007/0256911 A1DANESIBelum ada peringkat
- US patent improves flow distribution in hydrogenation reactorsDokumen9 halamanUS patent improves flow distribution in hydrogenation reactorsasdfasfBelum ada peringkat
- United States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Dokumen9 halamanUnited States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Herlan Setiawan SihombingBelum ada peringkat
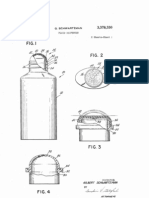
- WWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANDokumen6 halamanWWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANRodrigoPomaBelum ada peringkat
- Neckel's 1940 patent for improved stacking of folded flat articlesDokumen4 halamanNeckel's 1940 patent for improved stacking of folded flat articlesMary HullBelum ada peringkat
- Bag cutting mechanism for adjustable bag lengthDokumen3 halamanBag cutting mechanism for adjustable bag lengthJhonnatan E Avendaño Florez100% (1)
- Coin Sorter MechanismDokumen7 halamanCoin Sorter MechanismSepi Itu Indah100% (1)
- EP 1 262 663 A2 Rotor for Variable Displacement Swash Plate CompressorDokumen16 halamanEP 1 262 663 A2 Rotor for Variable Displacement Swash Plate CompressorSelvaraji MuthuBelum ada peringkat
- Jurnal Bubut FixsafasfasfDokumen6 halamanJurnal Bubut FixsafasfasfAdiBimaSanjaya100% (1)
- US2481440 AyamDokumen11 halamanUS2481440 AyamOm FaBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2009/0126933 A1Dokumen18 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2009/0126933 A1lfilippiniBelum ada peringkat
- ReadingDokumen6 halamanReadingTrinh Quang ThanhBelum ada peringkat
- The Matson PatentDokumen4 halamanThe Matson PatentMinnesota Public RadioBelum ada peringkat
- United States PatentDokumen9 halamanUnited States PatentPhanHathamBelum ada peringkat
- United States PatentDokumen5 halamanUnited States PatentAyu NurizzaBelum ada peringkat
- Polystyrene Foam Recycling from Restaurant WasteDokumen14 halamanPolystyrene Foam Recycling from Restaurant WasteAdrianaSarmientoBelum ada peringkat
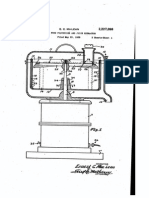
- LL-LLL'LL-FLL: 31, 1940. E. C. MmleanDokumen7 halamanLL-LLL'LL-FLL: 31, 1940. E. C. MmleanKrozeBelum ada peringkat
- United States Patent (19) : Associated HeatersDokumen7 halamanUnited States Patent (19) : Associated HeatersKoh Yong TengBelum ada peringkat
- Viii/Ii/Ii": United States Patent (191 (11) Patent Number: 4,708,208Dokumen9 halamanViii/Ii/Ii": United States Patent (191 (11) Patent Number: 4,708,208mohammadreza91Belum ada peringkat
- United States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)Dokumen7 halamanUnited States Patent: (75) Inventor: Bart Gerard Boucherie, Izegem (BE)AGUAVIVANJBelum ada peringkat
- Centrifugal CompressorDokumen7 halamanCentrifugal Compressorrohan112358Belum ada peringkat
- Us 5466335Dokumen8 halamanUs 5466335anon_661670744Belum ada peringkat
- Ep 19175792 Nwa 1Dokumen16 halamanEp 19175792 Nwa 1John Paul EspanoBelum ada peringkat
- United States Patent: Primary Examiner-Richard A. GaudetDokumen8 halamanUnited States Patent: Primary Examiner-Richard A. GaudetcanishtainBelum ada peringkat
- Horizontal Centrifuge for Separating Oil MudDokumen12 halamanHorizontal Centrifuge for Separating Oil MudMurtaza ÇakaloğluBelum ada peringkat
- United States Patent (191: Andersen Et A1Dokumen5 halamanUnited States Patent (191: Andersen Et A1khoagleBelum ada peringkat
- US2126921Dokumen5 halamanUS2126921Jhonnatan E Avendaño Florez100% (1)
- Illustrated Catalogue of Cotton MachineryDari EverandIllustrated Catalogue of Cotton MachineryBelum ada peringkat
- A 53 - A 53M - 02Dokumen22 halamanA 53 - A 53M - 02Sourav RobinBelum ada peringkat
- IT - A High Tolerance For Accuaracy - SteelwiseDokumen4 halamanIT - A High Tolerance For Accuaracy - SteelwiseOscarBelum ada peringkat
- 2017 York VRF Gen II Brochure - 053017 - DigitalDokumen8 halaman2017 York VRF Gen II Brochure - 053017 - DigitalDaniel VelasquezBelum ada peringkat
- Standards of Warehousing: (Amended May 2008)Dokumen9 halamanStandards of Warehousing: (Amended May 2008)Daniel VelasquezBelum ada peringkat
- A-DATA UFDtoGO User Guide 3.4 (EN)Dokumen31 halamanA-DATA UFDtoGO User Guide 3.4 (EN)Yudha WirasatriaBelum ada peringkat
- AutoCAD Shortcuts 11x8.5 MECH-REV PDFDokumen11 halamanAutoCAD Shortcuts 11x8.5 MECH-REV PDFKristijan BorasBelum ada peringkat
- Cata - Flange ANSI - pdf1299758077 PDFDokumen48 halamanCata - Flange ANSI - pdf1299758077 PDFNikhil PanchalBelum ada peringkat
- Defining WOG TBDokumen2 halamanDefining WOG TBJavier Caamaño VillafañeBelum ada peringkat
- Unified Facilities Criteria (Ufc)Dokumen113 halamanUnified Facilities Criteria (Ufc)Daniel VelasquezBelum ada peringkat
- Whats Hot Culinary Forecast 2018 PDFDokumen14 halamanWhats Hot Culinary Forecast 2018 PDFDaniel VelasquezBelum ada peringkat
- Table A-1 Basic Allowable Stresses in Tension For MetalsDokumen31 halamanTable A-1 Basic Allowable Stresses in Tension For MetalsDaniel VelasquezBelum ada peringkat
- Awwc C208Dokumen28 halamanAwwc C208Daniel VelasquezBelum ada peringkat
- Gyfhio PDFDokumen23 halamanGyfhio PDFNicolás Mora100% (1)
- A-DATA UFDtoGO User Guide 3.4 (EN)Dokumen31 halamanA-DATA UFDtoGO User Guide 3.4 (EN)Yudha WirasatriaBelum ada peringkat
- ANSI Flanges Dimensions Specs Grades ClassesDokumen23 halamanANSI Flanges Dimensions Specs Grades ClassesVenkatesh GangadharBelum ada peringkat
- The BodyDokumen2 halamanThe BodyDaniel VelasquezBelum ada peringkat
- Airgas Cylinder Info ChartsDokumen3 halamanAirgas Cylinder Info ChartsDaniel VelasquezBelum ada peringkat
- C900Dokumen29 halamanC900Daniel VelasquezBelum ada peringkat
- Bin and Hopper Design GuideDokumen73 halamanBin and Hopper Design GuideGanesh Aditya100% (4)
- Piping Codes (41-45)Dokumen42 halamanPiping Codes (41-45)Brenda Davis100% (2)
- Tuberia Astm A53 Grado A Grado BDokumen6 halamanTuberia Astm A53 Grado A Grado BMedardo Silva50% (2)
- Errata Listing - 28th-Edition 42115Dokumen5 halamanErrata Listing - 28th-Edition 42115Gabo FernándezBelum ada peringkat
- Transformers PDFDokumen36 halamanTransformers PDFmarius_vizdoaga503250% (2)
- Catalogo 2017 AWSDokumen56 halamanCatalogo 2017 AWSDaniel VelasquezBelum ada peringkat
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Drawing For Design Product - Daniel VelasquezDokumen5 halamanDrawing For Design Product - Daniel VelasquezDaniel VelasquezBelum ada peringkat
- Power Transmission Systems PDFDokumen4 halamanPower Transmission Systems PDFDaniel VelasquezBelum ada peringkat
- Mobile Crane StandardsDokumen7 halamanMobile Crane StandardsDaniel VelasquezBelum ada peringkat
- Astm F 1005-07 Hvac Duct ShapesDokumen20 halamanAstm F 1005-07 Hvac Duct ShapesDaniel VelasquezBelum ada peringkat
- المحاضرة 3Dokumen7 halamanالمحاضرة 3عبدالله باسم خلاوي مانعBelum ada peringkat
- Untold Story of The Formation of The UniverseDokumen12 halamanUntold Story of The Formation of The UniverseNabeel Aejaz100% (2)
- Field Balancing TipsDokumen3 halamanField Balancing TipsD FallowBelum ada peringkat
- c07 Catia v5r15 Transformation FeaturesDokumen32 halamanc07 Catia v5r15 Transformation FeaturesNayefGhazaliBelum ada peringkat
- Created by C. Mani, Assistant Commissioner, KVS RO SilcharDokumen39 halamanCreated by C. Mani, Assistant Commissioner, KVS RO SilcharvipinBelum ada peringkat
- Dynamics Model of A Four-Wheeled Mobile Robot For Control Applications - A Three-Case StudyDokumen18 halamanDynamics Model of A Four-Wheeled Mobile Robot For Control Applications - A Three-Case StudyirhoBelum ada peringkat
- 47 Test Bank 11Dokumen14 halaman47 Test Bank 11Pamela HancockBelum ada peringkat
- Apc Problem SetDokumen32 halamanApc Problem SetEarvin Jay GatanBelum ada peringkat
- Angular Motion Constant Acceleration AssignmentDokumen19 halamanAngular Motion Constant Acceleration Assignmentgdfeiu dionwdnBelum ada peringkat
- Q4M9M3 AsDokumen3 halamanQ4M9M3 AsRoella Mae Tudias AlodBelum ada peringkat
- Nombre: Profesor: Fecha: Resultado:: Translation, Rotation, and ReflectionDokumen2 halamanNombre: Profesor: Fecha: Resultado:: Translation, Rotation, and ReflectionjorgeBelum ada peringkat
- US4632154 Weft Feeder For Weaving Looms PDFDokumen6 halamanUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulBelum ada peringkat
- A 181731Dokumen624 halamanA 181731James Clavert100% (1)
- Trigonometry Formulae - Trigo Formulae For LAKSHYA JEEDokumen2 halamanTrigonometry Formulae - Trigo Formulae For LAKSHYA JEEprekshaBelum ada peringkat
- R15-MayJune 2015 Kinematics of MachineryDokumen2 halamanR15-MayJune 2015 Kinematics of MachineryPraveen KumarBelum ada peringkat
- Earth's Motions and SeasonsDokumen12 halamanEarth's Motions and Seasonszwei100% (2)
- JEE Trigonometry GuideDokumen32 halamanJEE Trigonometry GuideAlbertBelum ada peringkat
- Automatic Control II Hover V7Dokumen22 halamanAutomatic Control II Hover V7Arsalan AhmadBelum ada peringkat
- Rotational motion of rigid objectsDokumen63 halamanRotational motion of rigid objectsNurulWardhani11Belum ada peringkat
- Force-torque sensor integration for industrial robot controlDokumen6 halamanForce-torque sensor integration for industrial robot controlMarek VagašBelum ada peringkat
- Free Vibration Analysis of Rotating Beams With Random PropertiesDokumen20 halamanFree Vibration Analysis of Rotating Beams With Random PropertiesZohreh KarimzadehBelum ada peringkat
- Creating E-Learning Games With Unity Sample ChapterDokumen25 halamanCreating E-Learning Games With Unity Sample ChapterPackt PublishingBelum ada peringkat
- Syllabus For IIT JAM 2015 - Joint Admission TestDokumen9 halamanSyllabus For IIT JAM 2015 - Joint Admission TestXtremeInfosoftAlwarBelum ada peringkat
- Arce211structures 1 - +++Dokumen143 halamanArce211structures 1 - +++Vijay KumarBelum ada peringkat
- Test Physics Rotational Motion NEETDokumen9 halamanTest Physics Rotational Motion NEETAnwaar MalviBelum ada peringkat
- Kinematic Analysis of McPhersonDokumen7 halamanKinematic Analysis of McPhersonznamBelum ada peringkat
- Gyro Notes For 2ND MateDokumen18 halamanGyro Notes For 2ND MateArchit Bhardwaj100% (1)
- Introduction To Trigonometry PYQS On Latest SyllabusDokumen8 halamanIntroduction To Trigonometry PYQS On Latest SyllabusPATASHIMUL GRAM PACHAYATBelum ada peringkat
- 1 s2.0 S0951833922000314 Main PDFDokumen16 halaman1 s2.0 S0951833922000314 Main PDFGiovanni Aiosa do AmaralBelum ada peringkat
- Grade 7 Triangle Find Exterior Angle inDokumen7 halamanGrade 7 Triangle Find Exterior Angle innitin100% (1)