Anda mungkin juga menyukai
- Field Work No. 7 Profile LevellingDokumen10 halamanField Work No. 7 Profile LevellingJawahir Gomez0% (1)
- Ansi Hi 9 6 1Dokumen24 halamanAnsi Hi 9 6 1Maqsood Ibn Shaikhul Arfeen100% (2)
- Chapter 1 Physical Quantities and UnitsDokumen18 halamanChapter 1 Physical Quantities and UnitsJustice WongBelum ada peringkat
- Condensed Handbook of Measurement and Control, 3rd EditionDari EverandCondensed Handbook of Measurement and Control, 3rd EditionPenilaian: 4 dari 5 bintang4/5 (6)
- LIFE SCIENCE Reading Essentials PDFDokumen392 halamanLIFE SCIENCE Reading Essentials PDFlev100% (1)
- Quality Assurance For Fasteners: ASME B18.18-2017Dokumen22 halamanQuality Assurance For Fasteners: ASME B18.18-2017H JackBelum ada peringkat
- Applied Drilling Circulation Systems: Hydraulics, Calculations and ModelsDari EverandApplied Drilling Circulation Systems: Hydraulics, Calculations and ModelsPenilaian: 5 dari 5 bintang5/5 (4)
- Ansi Isa-S91.01-1995Dokumen12 halamanAnsi Isa-S91.01-1995jf2587Belum ada peringkat
- INS - Alternating Current Field Measurement (ACFM)Dokumen2 halamanINS - Alternating Current Field Measurement (ACFM)Mehmet SoysalBelum ada peringkat
- PDG02 Documents and Records Process Description PDFDokumen40 halamanPDG02 Documents and Records Process Description PDFAnonymous BcT42WLnBelum ada peringkat
- SteamDokumen470 halamanSteamrudi setiawan100% (2)
- Six Sigma Session9 27022021 WILP BITS PILANI 1613825883729Dokumen62 halamanSix Sigma Session9 27022021 WILP BITS PILANI 1613825883729FUNTV5100% (1)
- Accuracy and PrecisionDokumen26 halamanAccuracy and PrecisionGood successBelum ada peringkat
- Guidelines for the Management of Change for Process SafetyDari EverandGuidelines for the Management of Change for Process SafetyBelum ada peringkat
- Test Procedures For Protective RelaysDokumen123 halamanTest Procedures For Protective Relayssmaeel_niazy100% (1)
- 3-A Sanitary Standards, IncDokumen81 halaman3-A Sanitary Standards, IncDarwin Barra TorresBelum ada peringkat
- Maths Programming Bolwarra Ps - Year 5Dokumen54 halamanMaths Programming Bolwarra Ps - Year 5api-267136654Belum ada peringkat
- ASME PTC 22 (Gas Turbine Test Code)Dokumen46 halamanASME PTC 22 (Gas Turbine Test Code)Nanang Hanani Wijaya100% (5)
- Plant Engineers Guide To Agitation Design and FundamentalsDokumen33 halamanPlant Engineers Guide To Agitation Design and FundamentalsMark MacIntyre100% (1)
- Mechanical Vibrations and Condition MonitoringDari EverandMechanical Vibrations and Condition MonitoringPenilaian: 5 dari 5 bintang5/5 (1)
- Metric StandardDokumen42 halamanMetric StandarddamzoBelum ada peringkat
- Validation VialWasher OQ NIHDokumen30 halamanValidation VialWasher OQ NIHcongacon3aBelum ada peringkat
- Previews 1981650 PreDokumen12 halamanPreviews 1981650 Prekhaled msalbiBelum ada peringkat
- F 2203 - 02 RjiymdmDokumen3 halamanF 2203 - 02 Rjiymdmfrostest100% (1)
- Aga 9Dokumen80 halamanAga 9mokoka100% (1)
- Multivariate Statistical Process Control With Industrial Applications - Mason, Young - Asa-Siam, 2002 PDFDokumen277 halamanMultivariate Statistical Process Control With Industrial Applications - Mason, Young - Asa-Siam, 2002 PDFMestddl100% (3)
- Fire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern UniversityDokumen36 halamanFire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern Universityarajamani78Belum ada peringkat
- Is My Machine OK?: A Field Guide to Assessing Process MachineryDari EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryBelum ada peringkat
- ANSI-HI-9-6-1 Centrifugal and Vertical Pumps For NPSH MarginDokumen24 halamanANSI-HI-9-6-1 Centrifugal and Vertical Pumps For NPSH Marginnoxleek100% (5)
- CCPS ProcessSafety Metrics 2011 FINALDokumen44 halamanCCPS ProcessSafety Metrics 2011 FINALTriod jackson100% (7)
- Worldwide Flowmeter Calibration Facilities and Markets-Overview PDFDokumen18 halamanWorldwide Flowmeter Calibration Facilities and Markets-Overview PDFAjay ChodankarBelum ada peringkat
- ASME EA 4 2010 Energy Assessment For Compressed Air Systems PDFDokumen52 halamanASME EA 4 2010 Energy Assessment For Compressed Air Systems PDFluisBelum ada peringkat
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDari EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- PCEWE001Dokumen19 halamanPCEWE001omujicarBelum ada peringkat
- Measurement and Control Basics, 4th EditionDari EverandMeasurement and Control Basics, 4th EditionPenilaian: 4 dari 5 bintang4/5 (11)
- Boiler OH Intervals-EPRIDokumen93 halamanBoiler OH Intervals-EPRIBhargav Chaudhari100% (1)
- The Manufacture of Sterile Pharmaceuticals and Liquid Medical Devices Using Blow-Fill-Seal Technology: Points to ConsiderDari EverandThe Manufacture of Sterile Pharmaceuticals and Liquid Medical Devices Using Blow-Fill-Seal Technology: Points to ConsiderBelum ada peringkat
- Industrial Agents: Emerging Applications of Software Agents in IndustryDari EverandIndustrial Agents: Emerging Applications of Software Agents in IndustryPaulo LeitãoBelum ada peringkat
- Traffic Signal Timing Manual PDFDokumen274 halamanTraffic Signal Timing Manual PDFshauhramBelum ada peringkat
- User Acceptance Testing: A step-by-step guideDari EverandUser Acceptance Testing: A step-by-step guidePenilaian: 3 dari 5 bintang3/5 (2)
- Dimensional Analysis: Practical Guides in Chemical EngineeringDari EverandDimensional Analysis: Practical Guides in Chemical EngineeringBelum ada peringkat
- Previews AGA XQ0701 PreDokumen15 halamanPreviews AGA XQ0701 PreAbdelrhman MamdouhBelum ada peringkat
- Automotive Body Measurement System CapabilityDokumen38 halamanAutomotive Body Measurement System Capabilityvinu198500Belum ada peringkat
- Sensor 4 PDFDokumen25 halamanSensor 4 PDFDon PabloBelum ada peringkat
- 3137 AengDokumen24 halaman3137 Aengvinu1175Belum ada peringkat
- 176 Ageing of The System. Impact On PlanningDokumen146 halaman176 Ageing of The System. Impact On Planningemailsepamku gorgomBelum ada peringkat
- Mathematical Modeling of A Hydraulic Motor Operated and Controlled by Proportional ValveDokumen12 halamanMathematical Modeling of A Hydraulic Motor Operated and Controlled by Proportional Valveالفريق الدباش WalliBelum ada peringkat
- UNIDO Motor Systems Efficiency Supply Curves PDFDokumen112 halamanUNIDO Motor Systems Efficiency Supply Curves PDFFrederico PeiroBelum ada peringkat
- Metering Service Provider Accreditation Procedure ME MA1683v9 FinalDokumen27 halamanMetering Service Provider Accreditation Procedure ME MA1683v9 Finaldumprec1Belum ada peringkat
- 726 AbDokumen142 halaman726 AbGabrielBelum ada peringkat
- Safe System Approach For Speed ManagementDokumen116 halamanSafe System Approach For Speed ManagementHamethBelum ada peringkat
- MAP SUPPLY CHAINSDokumen12 halamanMAP SUPPLY CHAINSAndrewnelaonBelum ada peringkat
- National Industry Guidelines For Hydrometric Monitoring Part 3, Instrument and Measurement Systems ManagementDokumen13 halamanNational Industry Guidelines For Hydrometric Monitoring Part 3, Instrument and Measurement Systems ManagementdpshepherdBelum ada peringkat
- Standards Stat SurveysDokumen41 halamanStandards Stat Surveysrajanvaidya11Belum ada peringkat
- The Overall Measurement error-TOS and Uncertainty Budget in Metal AccountingDokumen5 halamanThe Overall Measurement error-TOS and Uncertainty Budget in Metal AccountingHAMCHI MohammedBelum ada peringkat
- NBIMS-US V3 4.8 HVACieDokumen143 halamanNBIMS-US V3 4.8 HVACiemahmoud mokhtarBelum ada peringkat
- The Resource Handbook of Electronics, 8353CH 02Dokumen12 halamanThe Resource Handbook of Electronics, 8353CH 02alfons14Belum ada peringkat
- Application of Metering Process in Oil and Gas Production in Niger Delta FieldsDokumen7 halamanApplication of Metering Process in Oil and Gas Production in Niger Delta FieldsNikhilRPandeyBelum ada peringkat
- Guide To The Measurement of Force: The Institute of Measurement and Control 87 Gower Street London Wc1E 6afDokumen51 halamanGuide To The Measurement of Force: The Institute of Measurement and Control 87 Gower Street London Wc1E 6afshahbunafBelum ada peringkat
- EPA manual guides POTW inspections, sampling of industrial usersDokumen282 halamanEPA manual guides POTW inspections, sampling of industrial usersburnt_crustBelum ada peringkat
- 4-MethaneMitigationIndustryReport Final V2 Op PDFDokumen84 halaman4-MethaneMitigationIndustryReport Final V2 Op PDFNikhil SainiBelum ada peringkat
- Statistical Process ControlDokumen6 halamanStatistical Process Controlmia farrowBelum ada peringkat
- Guidelines Evaluation Reserves Resources 2001Dokumen139 halamanGuidelines Evaluation Reserves Resources 2001Mariem AzzabiBelum ada peringkat
- HB 86.1-1996 A Guide To The Selection Care Calibration and Checking of Measuring Instruments in Industry GeneDokumen5 halamanHB 86.1-1996 A Guide To The Selection Care Calibration and Checking of Measuring Instruments in Industry GeneSAI Global - APACBelum ada peringkat
- Media Filter Standards ASABEDokumen7 halamanMedia Filter Standards ASABEjshutz1245Belum ada peringkat
- Measure Vision 2020Dokumen8 halamanMeasure Vision 2020Rinaldi SaputraBelum ada peringkat
- Statistical Monitoring of Complex Multivatiate Processes: With Applications in Industrial Process ControlDari EverandStatistical Monitoring of Complex Multivatiate Processes: With Applications in Industrial Process ControlBelum ada peringkat
- Motivation 1Dokumen29 halamanMotivation 1arajamani78Belum ada peringkat
- Lesson Plan TemplateDokumen1 halamanLesson Plan Templatearajamani78Belum ada peringkat
- GM 750Dokumen40 halamanGM 750arajamani78Belum ada peringkat
- TPM 8 PillarsDokumen6 halamanTPM 8 Pillarsarajamani78Belum ada peringkat
- Power Press Operator TrainingDokumen40 halamanPower Press Operator TrainingpandaprasadBelum ada peringkat
- Building Standards HandbookDokumen170 halamanBuilding Standards Handbookarajamani78Belum ada peringkat
- Fall Protection ProceduresDokumen14 halamanFall Protection Proceduresarajamani78Belum ada peringkat
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDokumen26 halaman5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraBelum ada peringkat
- Blackmer Paint and Coatings BrochureDokumen4 halamanBlackmer Paint and Coatings Brochurearajamani78Belum ada peringkat
- Skill Matrix For ChemistsDokumen4 halamanSkill Matrix For Chemistsarajamani78Belum ada peringkat
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDokumen26 halaman5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraBelum ada peringkat
- Powder MixingDokumen1 halamanPowder Mixingarajamani78Belum ada peringkat
- Asian Paints LTD UPDokumen14 halamanAsian Paints LTD UParajamani78Belum ada peringkat
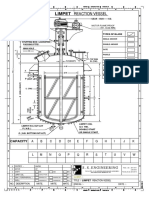
- Limpet Reaction Vessel PDFDokumen1 halamanLimpet Reaction Vessel PDFarajamani78Belum ada peringkat
- Limpet Coil Reactor VesselDokumen1 halamanLimpet Coil Reactor Vesselarajamani78100% (1)
- API70 Spec PDFDokumen1 halamanAPI70 Spec PDFarajamani78Belum ada peringkat
- Is 3043 1987Dokumen95 halamanIs 3043 1987suresh kumarBelum ada peringkat
- Ss Tank EstimateDokumen1 halamanSs Tank Estimatearajamani78Belum ada peringkat
- Test Paper-For Paint Plant OperatorDokumen1 halamanTest Paper-For Paint Plant Operatorarajamani78Belum ada peringkat
- Bearing Housing PDFDokumen1 halamanBearing Housing PDFarajamani78Belum ada peringkat
- DimensionsDokumen4 halamanDimensionsarajamani78Belum ada peringkat
- Air DryersDokumen85 halamanAir Dryersarajamani78Belum ada peringkat
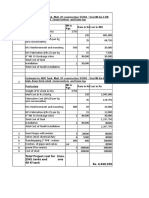
- Rs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL TankDokumen1 halamanRs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tankarajamani78Belum ada peringkat
- Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250Dokumen1 halamanTotal Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250arajamani78Belum ada peringkat
- Estimate For 25 KL TankDokumen1 halamanEstimate For 25 KL Tankarajamani78Belum ada peringkat
- Air DryersDokumen85 halamanAir Dryersarajamani78Belum ada peringkat
- Resin Pipeline CalibrationDokumen1 halamanResin Pipeline Calibrationarajamani78Belum ada peringkat
- 26 Health Benefits of Cinnamon - Cinnamon VogueDokumen5 halaman26 Health Benefits of Cinnamon - Cinnamon Voguearajamani78Belum ada peringkat
- Assignment Ecm366 Sem Oct22-Feb23Dokumen6 halamanAssignment Ecm366 Sem Oct22-Feb23Wan Ahmad At-TirmidziBelum ada peringkat
- Omitted Measurements Lec1Dokumen3 halamanOmitted Measurements Lec1Sandy CortezBelum ada peringkat
- Biefield Brown EffectDokumen7 halamanBiefield Brown EffectA.Amala ArasuBelum ada peringkat
- Measurement TypedDokumen7 halamanMeasurement TypedShashwat KhuranaBelum ada peringkat
- Iso-Based Models To Measure Software Product QualityDokumen29 halamanIso-Based Models To Measure Software Product QualityAnh Đinh ViệtBelum ada peringkat
- 2021 2022 2ND Semester End of Semester Online Exams Timetable OctoberDokumen6 halaman2021 2022 2ND Semester End of Semester Online Exams Timetable Octobereyrame yayraBelum ada peringkat
- Numerical Displays: Series NUDokumen12 halamanNumerical Displays: Series NUEvelyn Salvador TantaleanBelum ada peringkat
- Measuring Earthing SystemsDokumen9 halamanMeasuring Earthing SystemsMehdi_Mashayekhi_172Belum ada peringkat
- InstructionDokumen44 halamanInstructionUzair BukhariBelum ada peringkat
- Capability in Rockwell C Scale HardnessDokumen24 halamanCapability in Rockwell C Scale HardnessHan Hisyam PratamaBelum ada peringkat
- M3003 Expression of Uncertainty and Confidence in Measurement Edition 4 October 2019Dokumen81 halamanM3003 Expression of Uncertainty and Confidence in Measurement Edition 4 October 2019Sonja KostićBelum ada peringkat
- NABL Scope - TranscalDokumen93 halamanNABL Scope - TranscalkumarBelum ada peringkat
- UncertaintiesDokumen4 halamanUncertaintiesMustafa Naveed Malik0% (1)
- Sheeba Formatted ElevenDokumen7 halamanSheeba Formatted Elevenfeda fedaiyBelum ada peringkat
- M.A. Ancient Indian HistoryDokumen25 halamanM.A. Ancient Indian HistoryArnabBelum ada peringkat
- DLP PreconDokumen7 halamanDLP PreconMarinel BayronBelum ada peringkat
- Significant Figures, Scientific Notation and Metric PrefixesDokumen3 halamanSignificant Figures, Scientific Notation and Metric PrefixesmphoBelum ada peringkat
- Operating Instructions DUSTHUNTER SP100 en IM0037658Dokumen110 halamanOperating Instructions DUSTHUNTER SP100 en IM0037658Ahmad DagamsehBelum ada peringkat
- Department of Construction Technology and Management: Specification and Quantity SurveyingDokumen17 halamanDepartment of Construction Technology and Management: Specification and Quantity Surveyingsamrawit aysheshimBelum ada peringkat
- Tape Corrections by Broddett AbatayoDokumen14 halamanTape Corrections by Broddett AbatayoMarl Jovan VillanuevaBelum ada peringkat
- 1136a PDFDokumen10 halaman1136a PDFUcu Sri WidayatiBelum ada peringkat
- Bradbury TSC Productivity Suite User Manual (New Pattern Editor) PDFDokumen89 halamanBradbury TSC Productivity Suite User Manual (New Pattern Editor) PDFLuiztosoBelum ada peringkat