Anda mungkin juga menyukai
- Procesos de ManufacturaDokumen29 halamanProcesos de ManufacturaSalvador Yana RocaBelum ada peringkat
- Manual TextilDokumen45 halamanManual TextilLara SwanBelum ada peringkat
- Diagrama de flujo hilandería: procesos básicosDokumen24 halamanDiagrama de flujo hilandería: procesos básicosSaul GonzalesBelum ada peringkat
- DETERMINACION DE DENCIDAD DEL HIOLO A RUECA RecuperadoDokumen23 halamanDETERMINACION DE DENCIDAD DEL HIOLO A RUECA RecuperadoMabel Kerli SurcoBelum ada peringkat
- Industria TextilDokumen14 halamanIndustria TextilEzequiel FernandezBelum ada peringkat
- Informe de BusatexDokumen10 halamanInforme de BusatexsabeeeeeeeBelum ada peringkat
- Tintoreria PDFDokumen74 halamanTintoreria PDFCatherine CcasaBelum ada peringkat
- Unidad 9Dokumen9 halamanUnidad 9Julieta NeussBelum ada peringkat
- Manual Textil 222Dokumen20 halamanManual Textil 222John TiñiniBelum ada peringkat
- Abridora EscalonadaDokumen14 halamanAbridora Escalonadadany100% (1)
- Humectación y Secado..5Dokumen25 halamanHumectación y Secado..5Karla Cecilia Alor Yupanqui100% (1)
- Industria textil: procesos de producción y maquinariaDokumen19 halamanIndustria textil: procesos de producción y maquinariaEDGAR ALEXANDER HUAMAN VALIENTEBelum ada peringkat
- 4 - Desmotadora de Algodã N PDFDokumen17 halaman4 - Desmotadora de Algodã N PDFJuan CarlosBelum ada peringkat
- Secadora y CalderoDokumen48 halamanSecadora y CalderoVictorCastilloBelum ada peringkat
- Cadena Productiva de La Industria TextilDokumen38 halamanCadena Productiva de La Industria TextilAlejandro Pantoja100% (2)
- Tarea No TejidosDokumen27 halamanTarea No TejidosLeonardo MacuilBelum ada peringkat
- Procedimientos de Secado en La Industria TéxtilDokumen10 halamanProcedimientos de Secado en La Industria TéxtilNurby ManBelum ada peringkat
- Diseno Cadena LaneraDokumen19 halamanDiseno Cadena LaneraRoberto MamaniBelum ada peringkat
- Universidad Nacional Intercultural de La Amazonia Taller Trabajo 4Dokumen7 halamanUniversidad Nacional Intercultural de La Amazonia Taller Trabajo 4Cinthia GraceBelum ada peringkat
- Produccion de EstambresDokumen7 halamanProduccion de EstambresChava Mota100% (1)
- Informe Nuevo Mundo 2Dokumen9 halamanInforme Nuevo Mundo 2katerinBelum ada peringkat
- Trabajo FOULARDADODokumen12 halamanTrabajo FOULARDADOMarife Marvel100% (1)
- Proceso PolycottonDokumen25 halamanProceso PolycottonFabbian Zegarra100% (2)
- Hilatura 500Dokumen51 halamanHilatura 500Maritza Zárate100% (1)
- Solucionario Del Examen Parcial Pit59a 2021-1Dokumen5 halamanSolucionario Del Examen Parcial Pit59a 2021-1Renzo Vicente GuizadoBelum ada peringkat
- La HilaturaDokumen2 halamanLa Hilaturalopes martinezBelum ada peringkat
- Mitzy D. Freeman - 100267435 - Practica 5Dokumen8 halamanMitzy D. Freeman - 100267435 - Practica 5Daniella FreemanBelum ada peringkat
- El Acabado Textil Parte1Dokumen45 halamanEl Acabado Textil Parte1Luisa Chavarro Portillo0% (1)
- Proceso de Produccion de Tela y PapelDokumen40 halamanProceso de Produccion de Tela y Papelpiwy017Belum ada peringkat
- Hilanderia y TejeduriaDokumen13 halamanHilanderia y TejeduriaAndres F Celis B75% (4)
- Calandrado de telas de algodónDokumen10 halamanCalandrado de telas de algodónEdgar López100% (2)
- Industria textil: Proceso productivo y control de calidadDokumen24 halamanIndustria textil: Proceso productivo y control de calidadCristian Luis Colonia RosasBelum ada peringkat
- W - Ulcuango-HFC-T04-apertura y MezclaDokumen7 halamanW - Ulcuango-HFC-T04-apertura y Mezclawidman ulcuangoBelum ada peringkat
- Proceso de hilatura de algodón open endDokumen14 halamanProceso de hilatura de algodón open endKathelin IllanBelum ada peringkat
- Maquinaria de Hilatura Peinada Marca RIETERDokumen49 halamanMaquinaria de Hilatura Peinada Marca RIETERyui75% (12)
- DESMOTADORADokumen25 halamanDESMOTADORAvaleria avalosBelum ada peringkat
- Análisis criticidad equipo desmotadora algodónDokumen25 halamanAnálisis criticidad equipo desmotadora algodónvaleria avalosBelum ada peringkat
- Proceso de Elabracion de Tela Industria TextilDokumen4 halamanProceso de Elabracion de Tela Industria TextilEvelyn Yanina MatuteBelum ada peringkat
- DenimDokumen26 halamanDenimLenisBelum ada peringkat
- El Acabado Textil Parte1Dokumen45 halamanEl Acabado Textil Parte1Javi Cascant100% (2)
- 07 - Textil Camones 1Dokumen15 halaman07 - Textil Camones 1data661100% (2)
- Procesos en Industria TextilDokumen96 halamanProcesos en Industria TextilCristina Pineda Vinces0% (1)
- Analisis de Un Rpoceso Industrial Que Genere Contaminantes.Dokumen32 halamanAnalisis de Un Rpoceso Industrial Que Genere Contaminantes.García Arellano Ambar IsabellaBelum ada peringkat
- Cuestionario de HilaturaDokumen8 halamanCuestionario de HilaturaAnonymous 7LghzgBelum ada peringkat
- Producción industrial de la hilazaDokumen21 halamanProducción industrial de la hilazaawar martinezBelum ada peringkat
- Hilatura - 00Dokumen16 halamanHilatura - 00dolorenelcorazon1Belum ada peringkat
- Capítulo 7 - Moldeo Con ImpregnadoresDokumen4 halamanCapítulo 7 - Moldeo Con ImpregnadoressengcanBelum ada peringkat
- BLOWROOM PART 1 (Autoguardado)Dokumen19 halamanBLOWROOM PART 1 (Autoguardado)Joselito VacaBelum ada peringkat
- Actividades Del TeñidoDokumen18 halamanActividades Del TeñidoSune MelgarejoBelum ada peringkat
- Diagnóstico ambiental tintorería AsitexDokumen27 halamanDiagnóstico ambiental tintorería AsitexWILLIAM MUÑOZBelum ada peringkat
- Unidad 6Dokumen19 halamanUnidad 6Julieta NeussBelum ada peringkat
- ActividadDokumen7 halamanActividadceciliasaraBelum ada peringkat
- Resumen ProyectoDokumen7 halamanResumen ProyectoJuan PeleBelum ada peringkat
- Actividad 3 Diseñar Un Lay Out Del ProyectoDokumen20 halamanActividad 3 Diseñar Un Lay Out Del ProyectoKimberly HernandezBelum ada peringkat
- Practica N°5 Teñido de Fibras Con Colorantes NaturalesDokumen15 halamanPractica N°5 Teñido de Fibras Con Colorantes NaturalesLUIS75% (4)
- Proceso de producción de telas biodegradablesDokumen66 halamanProceso de producción de telas biodegradablesbrenda castañedaBelum ada peringkat
- Acondicionado de camas, prendas de vestir y ropa de hogar. SSCI0109Dari EverandAcondicionado de camas, prendas de vestir y ropa de hogar. SSCI0109Belum ada peringkat
- Técnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0309Dari EverandTécnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0309Belum ada peringkat
- Confección de tapas para encuadernación industrial. ARGC0110Dari EverandConfección de tapas para encuadernación industrial. ARGC0110Belum ada peringkat
- Fabricación de tapones aglomerados. MAMA0109Dari EverandFabricación de tapones aglomerados. MAMA0109Belum ada peringkat
- GRUPO 3 - Listado y Matriz de Conflictos de InterésDokumen7 halamanGRUPO 3 - Listado y Matriz de Conflictos de InterésFredy Castillo ValverdeBelum ada peringkat
- Plan de Implementacion Grupo 3Dokumen8 halamanPlan de Implementacion Grupo 3Fredy Castillo ValverdeBelum ada peringkat
- Yo Elijo A DIOS Leccion 13 EnviarDokumen12 halamanYo Elijo A DIOS Leccion 13 EnviarFredy Castillo ValverdeBelum ada peringkat
- Pontificia Universidad Católica Del Perú Instituto para La CalidadDokumen6 halamanPontificia Universidad Católica Del Perú Instituto para La CalidadFredy Castillo Valverde100% (1)
- 1.taller - Sesión 1Dokumen1 halaman1.taller - Sesión 1Fredy Castillo ValverdeBelum ada peringkat
- Instructivo de EstereomicroscopioDokumen5 halamanInstructivo de EstereomicroscopioFredy Castillo ValverdeBelum ada peringkat
- 2.taller - Sesión 2Dokumen4 halaman2.taller - Sesión 2Fredy Castillo ValverdeBelum ada peringkat
- Plan de Implementacion Grupo 3Dokumen8 halamanPlan de Implementacion Grupo 3Fredy Castillo ValverdeBelum ada peringkat
- Yo Elijo A DIOS Leccion 13 EnviarDokumen12 halamanYo Elijo A DIOS Leccion 13 EnviarFredy Castillo ValverdeBelum ada peringkat
- Pontificia Universidad Católica Del Perú Instituto para La CalidadDokumen6 halamanPontificia Universidad Católica Del Perú Instituto para La CalidadFredy Castillo Valverde100% (1)
- Taller #4 Esquema de Incertidumbre TsDokumen5 halamanTaller #4 Esquema de Incertidumbre TsFredy Castillo ValverdeBelum ada peringkat
- 04 Procedimiento de Recursos Humanos Organigrama Asignacion de ResponsabilidadDokumen5 halaman04 Procedimiento de Recursos Humanos Organigrama Asignacion de ResponsabilidadFredy Castillo ValverdeBelum ada peringkat
- Instructivo de EstereomicroscopioDokumen5 halamanInstructivo de EstereomicroscopioFredy Castillo ValverdeBelum ada peringkat
- 1.taller - Sesión 1Dokumen1 halaman1.taller - Sesión 1Fredy Castillo ValverdeBelum ada peringkat
- 2.taller - Sesión 2Dokumen4 halaman2.taller - Sesión 2Fredy Castillo ValverdeBelum ada peringkat
- Taller #ValidacionDokumen3 halamanTaller #ValidacionFredy Castillo ValverdeBelum ada peringkat
- Taller 3-Validación-Grupo03-Sunat-JZuñiga7TSDokumen5 halamanTaller 3-Validación-Grupo03-Sunat-JZuñiga7TSFredy Castillo ValverdeBelum ada peringkat
- Tratamiento de trabajo no conforme en laboratorioDokumen7 halamanTratamiento de trabajo no conforme en laboratorioFredy Castillo ValverdeBelum ada peringkat
- Taller 3-Validación-Grupo03-Sunat-JZuñiga7TSDokumen5 halamanTaller 3-Validación-Grupo03-Sunat-JZuñiga7TSFredy Castillo ValverdeBelum ada peringkat
- Labo 8Dokumen12 halamanLabo 8Fredy Castillo ValverdeBelum ada peringkat
- Tejido PlanoDokumen9 halamanTejido PlanoFernando Nuñez67% (3)
- Port AdaDokumen2 halamanPort AdaFredy Castillo ValverdeBelum ada peringkat
- Universidad Nacional de Ingeniería 2 TrabajoDokumen9 halamanUniversidad Nacional de Ingeniería 2 TrabajoFredy Castillo ValverdeBelum ada peringkat
- Informe 6 Pit 40Dokumen8 halamanInforme 6 Pit 40Fredy Castillo ValverdeBelum ada peringkat
- MEZCLAS ALCALINAS QuimicasDokumen10 halamanMEZCLAS ALCALINAS QuimicasFredy Castillo Valverde100% (2)
- Labo 8 Procesados IgnifugosDokumen7 halamanLabo 8 Procesados IgnifugosFredy Castillo ValverdeBelum ada peringkat
- Universidad Nacional de Ingeniería 2 TrabajoDokumen9 halamanUniversidad Nacional de Ingeniería 2 TrabajoFredy Castillo ValverdeBelum ada peringkat
- LABO-7-PROCESADOS Permanent Presss CVDokumen9 halamanLABO-7-PROCESADOS Permanent Presss CVFredy Castillo ValverdeBelum ada peringkat
- Labo Numero 3 Procesado Quimico y TextilDokumen12 halamanLabo Numero 3 Procesado Quimico y TextilFredy Castillo ValverdeBelum ada peringkat
- Número MachDokumen3 halamanNúmero MachNilo Daniel MielesBelum ada peringkat
- Ejercicio 2.9Dokumen6 halamanEjercicio 2.9Yaju Paredes Páez100% (1)
- WWW - Sc.ehu - Es Sbweb Fisica Problemas Oscilaciones Problemas Oscilacion ProblemasDokumen4 halamanWWW - Sc.ehu - Es Sbweb Fisica Problemas Oscilaciones Problemas Oscilacion Problemasremy_germanBelum ada peringkat
- Propiedades del sonido explicadasDokumen1 halamanPropiedades del sonido explicadasIsabel Del Carmen Bravo RodriguezBelum ada peringkat
- 2002 - U2 Dinamica Estructural Nieto PDFDokumen17 halaman2002 - U2 Dinamica Estructural Nieto PDFAnalia RomeroBelum ada peringkat
- Modelado y Control de Un Helicóptero QuadrotorDokumen141 halamanModelado y Control de Un Helicóptero QuadrotorRaz MigueloBelum ada peringkat
- Guía Basica de Introducción Al Sistema de Quierosertrader 1.1Dokumen36 halamanGuía Basica de Introducción Al Sistema de Quierosertrader 1.1Miguel Herrador CañeteBelum ada peringkat
- GUÍA #03 - Movimiento ParabólicoDokumen5 halamanGUÍA #03 - Movimiento Parabólicocarla mendozaBelum ada peringkat
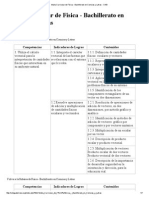
- Malla Curricular de Física - Bachillerato en Ciencias y Letras - CNBDokumen7 halamanMalla Curricular de Física - Bachillerato en Ciencias y Letras - CNBUlith Hezalos Riva BeresBelum ada peringkat
- Lab #12Dokumen9 halamanLab #12nicolas foreroBelum ada peringkat
- Ri-05-09 Teoria de Tiro de ArtilleriaDokumen86 halamanRi-05-09 Teoria de Tiro de ArtilleriaBrandon CaballeroBelum ada peringkat
- Ciencias 3°Dokumen6 halamanCiencias 3°caritoBelum ada peringkat
- Pra5 (4S Sonido 2013)Dokumen2 halamanPra5 (4S Sonido 2013)sergioBelum ada peringkat
- Ejercicios de Trabajo y Energía Resueltos Agrícola 2017Dokumen11 halamanEjercicios de Trabajo y Energía Resueltos Agrícola 2017juanBelum ada peringkat
- 4 Movimiento Rectilíneo Uniforme MRUDokumen7 halaman4 Movimiento Rectilíneo Uniforme MRUKeyvin Acuña SaucedoBelum ada peringkat
- Taller Estc3a1ticaDokumen10 halamanTaller Estc3a1ticaIsabela CabreraBelum ada peringkat
- Laboratorio 3Dokumen14 halamanLaboratorio 3REYBelum ada peringkat
- Seminario 4Dokumen2 halamanSeminario 4Edith VillanuevaBelum ada peringkat
- 00 - Chuletarios y EjerciciosDokumen105 halaman00 - Chuletarios y Ejerciciosppeinado00100% (1)
- Cinemática plana de cuerpos rígidosDokumen2 halamanCinemática plana de cuerpos rígidosJose GuevaraBelum ada peringkat
- Ensayo 10% Radiacion y PropagacionDokumen3 halamanEnsayo 10% Radiacion y PropagacionOsmara CruzBelum ada peringkat
- Medición de velocidad en caída libre usando plano inclinadoDokumen8 halamanMedición de velocidad en caída libre usando plano inclinadoMoMoBelum ada peringkat
- Lab TSCI II - Practica 1Dokumen15 halamanLab TSCI II - Practica 1Chris SuárezBelum ada peringkat
- Las atmósferas culturales de los migrantes: el deseo de regresar a la patria afectivaDokumen40 halamanLas atmósferas culturales de los migrantes: el deseo de regresar a la patria afectivaMartin MercadoBelum ada peringkat
- MENU-3 Caida LibreDokumen3 halamanMENU-3 Caida LibreJose luis CastroBelum ada peringkat
- MisceláneaDokumen14 halamanMisceláneaIvan Sánchez NiquénBelum ada peringkat
- Ultrasonido Nivel II ModificadaDokumen190 halamanUltrasonido Nivel II ModificadaAntonio Gutierrez100% (7)
- Taller 11 de Caida LibreDokumen1 halamanTaller 11 de Caida LibreAlexandra LunaBelum ada peringkat
- Actividad DinamicaDokumen12 halamanActividad DinamicaExams 1997Belum ada peringkat