Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Activate Adobe Photoshop CS5 Free Using Serial KeyDokumen3 halamanActivate Adobe Photoshop CS5 Free Using Serial KeyLukmanto68% (28)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Magnetrol TypesDokumen20 halamanMagnetrol Typesbhargav103Belum ada peringkat
- Fundamentals and Applications of Renewable Energy by Mehmet Kanoglu, Yunus Cengel, John CimbalaDokumen413 halamanFundamentals and Applications of Renewable Energy by Mehmet Kanoglu, Yunus Cengel, John CimbalaFrancesco Nocera100% (1)
- ASTM Clad Steel StandardDokumen12 halamanASTM Clad Steel StandardLim DongseopBelum ada peringkat
- Single Country DeclarationDokumen2 halamanSingle Country DeclarationLim DongseopBelum ada peringkat
- Negative DeclarationDokumen1 halamanNegative DeclarationLim DongseopBelum ada peringkat
- Goods consigned certificate of originDokumen1 halamanGoods consigned certificate of originLim DongseopBelum ada peringkat
- Goods consigned from exporter's businessDokumen1 halamanGoods consigned from exporter's businessLim DongseopBelum ada peringkat
- Upper RFC (Target) Tooling RFC (Target) : FA'04 / A Maddie Max / SS Revisions Review (12/15)Dokumen4 halamanUpper RFC (Target) Tooling RFC (Target) : FA'04 / A Maddie Max / SS Revisions Review (12/15)Lim DongseopBelum ada peringkat
- There's Quite A Bit of TrafficDokumen2 halamanThere's Quite A Bit of TrafficLim DongseopBelum ada peringkat
- Global System of Trade Preferences Certificate of Origin (Combined Declaration and Certificate)Dokumen1 halamanGlobal System of Trade Preferences Certificate of Origin (Combined Declaration and Certificate)Lim DongseopBelum ada peringkat
- Multiple Country DeclarationDokumen2 halamanMultiple Country DeclarationLim DongseopBelum ada peringkat
- Guarantee letter cargo deliveryDokumen1 halamanGuarantee letter cargo deliveryLim DongseopBelum ada peringkat
- GSP원산지증명서bDokumen1 halamanGSP원산지증명서bLim DongseopBelum ada peringkat
- KCC DataSheet EH2350 (P) (ENG) PDFDokumen3 halamanKCC DataSheet EH2350 (P) (ENG) PDFLim DongseopBelum ada peringkat
- GATT 원산지증명서Dokumen1 halamanGATT 원산지증명서Lim DongseopBelum ada peringkat
- 무역용어Dokumen22 halaman무역용어Lim DongseopBelum ada peringkat
- I Know What You WantDokumen4 halamanI Know What You WantLim DongseopBelum ada peringkat
- Chemical Compatibility TableDokumen49 halamanChemical Compatibility TableLim DongseopBelum ada peringkat
- Plain Tube Dimension: OD Wall Thickness ID Outside SurfaceDokumen2 halamanPlain Tube Dimension: OD Wall Thickness ID Outside SurfaceLim DongseopBelum ada peringkat
- D1e 101Dokumen40 halamanD1e 101Wirna_Wirdani_9320Belum ada peringkat
- New Method and Standards for Measuring Ferrite in Austenitic Stainless Steel WeldsDokumen6 halamanNew Method and Standards for Measuring Ferrite in Austenitic Stainless Steel WeldslkarolinoBelum ada peringkat
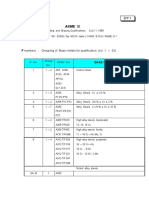
- P Numbers: Grouping of Base Metals For Qualification (No. 1Dokumen5 halamanP Numbers: Grouping of Base Metals For Qualification (No. 1Lim DongseopBelum ada peringkat
- Romney Boyd 2010Dokumen21 halamanRomney Boyd 2010Lim DongseopBelum ada peringkat
- Shoulder/Insulating Washers: Natural NylonDokumen2 halamanShoulder/Insulating Washers: Natural NylonLim DongseopBelum ada peringkat
- P Numbers: Grouping of Base Metals For Qualification (No. 1Dokumen5 halamanP Numbers: Grouping of Base Metals For Qualification (No. 1Lim DongseopBelum ada peringkat
- Dubo Worldwide: DUBO and KORREX Products Maryland MetricsDokumen26 halamanDubo Worldwide: DUBO and KORREX Products Maryland MetricsSuresh Kumar MittapalliBelum ada peringkat
- 화공약품listDokumen10 halaman화공약품listLim DongseopBelum ada peringkat
- Sample Safety ProgramDokumen79 halamanSample Safety ProgramNeal Lester100% (1)
- Rubber & AddictivesDokumen9 halamanRubber & AddictivesLim DongseopBelum ada peringkat
- E Pamphlet 1502 HPDokumen4 halamanE Pamphlet 1502 HPLim DongseopBelum ada peringkat
- Oscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionDokumen6 halamanOscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionOscar Ortega LopezBelum ada peringkat
- 01 NumberSystemsDokumen49 halaman01 NumberSystemsSasankBelum ada peringkat
- Superior University: 5Mwp Solar Power Plant ProjectDokumen3 halamanSuperior University: 5Mwp Solar Power Plant ProjectdaniyalBelum ada peringkat
- Payroll Canadian 1st Edition Dryden Test BankDokumen38 halamanPayroll Canadian 1st Edition Dryden Test Bankriaozgas3023100% (14)
- PDF Problemas Ishikawa - Free Download PDF - Reporte PDFDokumen2 halamanPDF Problemas Ishikawa - Free Download PDF - Reporte PDFNewtoniXBelum ada peringkat
- Mint Delhi 13-12-2022Dokumen18 halamanMint Delhi 13-12-2022Ayush sethBelum ada peringkat
- Sugar Milling Contract DisputeDokumen3 halamanSugar Milling Contract DisputeRomy IanBelum ada peringkat
- Tutorial Manual Safi PDFDokumen53 halamanTutorial Manual Safi PDFrustamriyadiBelum ada peringkat
- BC Specialty Foods DirectoryDokumen249 halamanBC Specialty Foods Directoryjcl_da_costa6894Belum ada peringkat
- What Role Can IS Play in The Pharmaceutical Industry?Dokumen4 halamanWhat Role Can IS Play in The Pharmaceutical Industry?Đức NguyễnBelum ada peringkat
- 34 Annual Report 2019 20Dokumen238 halaman34 Annual Report 2019 20Rahul N PatelBelum ada peringkat
- Company Profi Le: IHC HytopDokumen13 halamanCompany Profi Le: IHC HytopHanzil HakeemBelum ada peringkat
- Examination: Subject CT5 - Contingencies Core TechnicalDokumen7 halamanExamination: Subject CT5 - Contingencies Core TechnicalMadonnaBelum ada peringkat
- IBM TS3500 Command Line Interface (CLI) ExamplesDokumen6 halamanIBM TS3500 Command Line Interface (CLI) ExamplesMustafa BenmaghaBelum ada peringkat
- Triblender Wet Savoury F3218Dokumen32 halamanTriblender Wet Savoury F3218danielagomezga_45545100% (1)
- Admission Checklist (Pre-) Master September 2021Dokumen7 halamanAdmission Checklist (Pre-) Master September 2021Máté HirschBelum ada peringkat
- AssDokumen9 halamanAssJane SalvanBelum ada peringkat
- The Non Technical Part: Sample Interview Questions For Network EngineersDokumen5 halamanThe Non Technical Part: Sample Interview Questions For Network EngineersblablaBelum ada peringkat
- nrcs143 009445Dokumen4 halamannrcs143 009445mdsaleemullaBelum ada peringkat
- BCM Risk Management and Compliance Training in JakartaDokumen2 halamanBCM Risk Management and Compliance Training in Jakartaindra gBelum ada peringkat
- Telangana Budget 2014-2015 Full TextDokumen28 halamanTelangana Budget 2014-2015 Full TextRavi Krishna MettaBelum ada peringkat
- RF Power Measurements Basic PrinciplesDokumen27 halamanRF Power Measurements Basic PrinciplesHector Velasco100% (1)
- Keynes Presentation - FINALDokumen62 halamanKeynes Presentation - FINALFaith LuberasBelum ada peringkat
- MMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDDokumen6 halamanMMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDHenry Jose OlavarrietaBelum ada peringkat
- Lirik and Chord LaguDokumen5 halamanLirik and Chord LaguRyan D'Stranger UchihaBelum ada peringkat
- NDU Final Project SP23Dokumen2 halamanNDU Final Project SP23Jeanne DaherBelum ada peringkat
- The Study of Accounting Information SystemsDokumen44 halamanThe Study of Accounting Information SystemsCelso Jr. AleyaBelum ada peringkat
- Book Two - 2da. EdiciónDokumen216 halamanBook Two - 2da. EdiciónJhoselainys PachecoBelum ada peringkat