Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Schedule of WorksDokumen2 halamanSchedule of WorksImmadBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Isfp Strengths and WeaknessesDokumen8 halamanIsfp Strengths and WeaknessesImmad50% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- J1C-25S Magnetic Drill MachineDokumen1 halamanJ1C-25S Magnetic Drill MachineImmadBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Per Minute Replay AnalysisDokumen28 halamanPer Minute Replay AnalysisImmadBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Scope of WorkDokumen5 halamanScope of WorkImmadBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shed DWGDokumen2 halamanShed DWGImmadBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Faizan Engineering IndustryDokumen4 halamanFaizan Engineering IndustryImmadBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Through History We Have Come To Know That Adele Is The Best in The Realm of Soul MusicDokumen1 halamanThrough History We Have Come To Know That Adele Is The Best in The Realm of Soul MusicImmadBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Unitec Engineering Line FR 1Dokumen1 halamanUnitec Engineering Line FR 1ImmadBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- 5rotational Motion of Rigid BodiesDokumen17 halaman5rotational Motion of Rigid BodiesImmadBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 1 Pharma QuestionsDokumen114 halaman1 Pharma QuestionsImmad100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rack and Pinion MechanismDokumen13 halamanRack and Pinion MechanismImmad100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- E Rich Burn Control System: With Stablesense™ TechnologyDokumen4 halamanE Rich Burn Control System: With Stablesense™ TechnologyYasir JamilBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Efectele Pe Termen Lung Ale Alaptatului OMSDokumen74 halamanEfectele Pe Termen Lung Ale Alaptatului OMSbobocraiBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
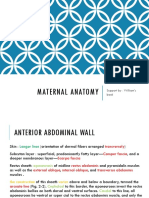
- Chapter 2 Maternal Anatomy WilliamsDokumen60 halamanChapter 2 Maternal Anatomy WilliamsDiskaAstariniBelum ada peringkat
- Oral Histology & Embryology-FikreDokumen240 halamanOral Histology & Embryology-FikreHeran A AlhadiBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Electric Power Applications, Engine & Generator SizingDokumen120 halamanElectric Power Applications, Engine & Generator SizingDIPPOSBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 2018 06 OnlineDokumen12 halaman2018 06 OnlineMohamed HasikBelum ada peringkat
- BMG Idle CatlogueDokumen20 halamanBMG Idle Catloguechintan mistryBelum ada peringkat
- Review For Final ExamDokumen29 halamanReview For Final ExamhaddanBelum ada peringkat
- Instant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREEDokumen33 halamanInstant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREErichard.rosas835100% (41)
- Imageformula Dr-m260 SM Rev0!1!200128Dokumen144 halamanImageformula Dr-m260 SM Rev0!1!200128Ernesto De la TorreBelum ada peringkat
- Physics XIDokumen13 halamanPhysics XIArokiaraj RajBelum ada peringkat
- IC Project Report Dashboard 10673 0Dokumen6 halamanIC Project Report Dashboard 10673 0Anonymous Sls6WCF100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 1 Egg & Egg Cookery LectureDokumen15 halaman1 Egg & Egg Cookery LectureErin DelavinBelum ada peringkat
- Chapter Five Decision Theories and AnalysisDokumen47 halamanChapter Five Decision Theories and AnalysisAbdela AyalewBelum ada peringkat
- HSSC G PhysicsDokumen78 halamanHSSC G Physicshasnain ghazalaBelum ada peringkat
- Vogue 201602 Japan PDFDokumen254 halamanVogue 201602 Japan PDFJack Douglas YooBelum ada peringkat
- 5510 0004 04 - 18 1021 Basic Principles of Ship Propulsion - MAN PDFDokumen68 halaman5510 0004 04 - 18 1021 Basic Principles of Ship Propulsion - MAN PDFAlex FatecBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- 1SC0 2PF Exam-Paper 20180616Dokumen20 halaman1SC0 2PF Exam-Paper 20180616Thasanya AlgamaBelum ada peringkat
- Operating and Maintenance Manual 322375H01 Rev CDokumen82 halamanOperating and Maintenance Manual 322375H01 Rev CGustavo BarbosaBelum ada peringkat
- AMC2019 StudentsResults Indonesia 8JDokumen4 halamanAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiBelum ada peringkat
- Precima Frenos FDW ATEX Operating InstructionsDokumen6 halamanPrecima Frenos FDW ATEX Operating InstructionsToni RenedoBelum ada peringkat
- Unit 1Dokumen29 halamanUnit 1Biswajit MishraBelum ada peringkat
- Handwritten English Alphabet RecognitionDokumen8 halamanHandwritten English Alphabet RecognitionIJRASETPublicationsBelum ada peringkat
- Metron 05 CR DataDokumen10 halamanMetron 05 CR DatamkgohBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Performance Evaluation of Existing Sunshine-Based Computing Models For Estimating Global Solar Radiation at Lagos, NigeriaDokumen12 halamanPerformance Evaluation of Existing Sunshine-Based Computing Models For Estimating Global Solar Radiation at Lagos, NigeriasamuelBelum ada peringkat
- 1.17 - Surreptitious Software Obfuscation, Watermarking, and Tamperproofing For Software ProtectionDokumen1.041 halaman1.17 - Surreptitious Software Obfuscation, Watermarking, and Tamperproofing For Software ProtectionGabriel DiasBelum ada peringkat
- Module 3Dokumen10 halamanModule 3Michael godsonBelum ada peringkat
- IECEx INE 12.0010X 002Dokumen9 halamanIECEx INE 12.0010X 002Marcos SiqueiraBelum ada peringkat
- Fire InvestigationDokumen126 halamanFire InvestigationAbcede IloiloBelum ada peringkat
- Nut & Bolt ScienceDokumen3 halamanNut & Bolt SciencetanujaayerBelum ada peringkat