Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Sino Tharwa ST7 ReportDokumen9 halamanSino Tharwa ST7 ReportMohamedBelum ada peringkat
- BLANK Commission Sheet RAV VRF v1.41Dokumen11 halamanBLANK Commission Sheet RAV VRF v1.41Hush SBelum ada peringkat
- Accreditation ScopeDokumen19 halamanAccreditation ScopeTrainer 01Belum ada peringkat
- StealthBurner Assembly Manual V1.02-BETADokumen28 halamanStealthBurner Assembly Manual V1.02-BETASwichBelum ada peringkat
- Rotary Bits: Sandvik Offering Range For RC Rotary Tools Includes: Open Bearing TechnologyDokumen8 halamanRotary Bits: Sandvik Offering Range For RC Rotary Tools Includes: Open Bearing Technologywalther alcocerBelum ada peringkat
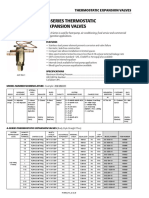
- A Series Thermostatic Expansion Valves Catalog en Us 1569656Dokumen5 halamanA Series Thermostatic Expansion Valves Catalog en Us 1569656Jak JoniBelum ada peringkat
- New Holland TL80 tractor fuel filter and fuel pump repair partsDokumen2 halamanNew Holland TL80 tractor fuel filter and fuel pump repair partsArildo Chaves de AndradeBelum ada peringkat
- SPARE PARTS CATALOGUE FOR WKG390 AND WKG390DPDokumen9 halamanSPARE PARTS CATALOGUE FOR WKG390 AND WKG390DPClaudio Valencia MarínBelum ada peringkat
- Metabo Repair Manual HWW 4500 - 25 Inox (00972000)Dokumen4 halamanMetabo Repair Manual HWW 4500 - 25 Inox (00972000)Jernej SevšekBelum ada peringkat
- Band Saw G5018WA: Features of Metal Band Sawing Machine From Hoton MachineryDokumen1 halamanBand Saw G5018WA: Features of Metal Band Sawing Machine From Hoton MachineryMantención FastpackBelum ada peringkat
- Ferm FLZ-275 User ManualDokumen6 halamanFerm FLZ-275 User Manualjmcnaught21Belum ada peringkat
- Tools ItemsDokumen1 halamanTools ItemseesdfgBelum ada peringkat
- PDMS Basic CommandsDokumen2 halamanPDMS Basic CommandsSuhas MvBelum ada peringkat
- Royal Enfield Price ListDokumen480 halamanRoyal Enfield Price Listshibasis saha100% (1)
- 07Dokumen34 halaman07ESRABelum ada peringkat
- Heating, Ventilation An D Air Conditioning (Hva C) SystemDokumen25 halamanHeating, Ventilation An D Air Conditioning (Hva C) SystemRiethanelia UsunBelum ada peringkat
- Manual Partes - BOOM PARTS CATALOGDokumen39 halamanManual Partes - BOOM PARTS CATALOGMatias Contreras KöbrichBelum ada peringkat
- Catalago XS120 Single-Drum Vibratory Roller PDFDokumen82 halamanCatalago XS120 Single-Drum Vibratory Roller PDFAnonymous 9fCAFynMBelum ada peringkat
- Emco Unimat SL All AccessoriesDokumen16 halamanEmco Unimat SL All AccessoriesKuso199592% (12)
- Product Sales Sheet PDFDokumen2 halamanProduct Sales Sheet PDFPETER LOCKBelum ada peringkat
- Electrical Learning ModuleDokumen174 halamanElectrical Learning ModuleCristal GumalangBelum ada peringkat
- Shaping MachineDokumen50 halamanShaping Machineمحمد عادلBelum ada peringkat
- Catalogo Holders TungaloyDokumen156 halamanCatalogo Holders Tungaloyabsalon_jarvBelum ada peringkat
- Lexicon Edition 6 - Chapter 8 Clamping SystemsDokumen67 halamanLexicon Edition 6 - Chapter 8 Clamping SystemsJelicaCvijovicBelum ada peringkat
- FREE STANDING OVEN USER MANUALDokumen106 halamanFREE STANDING OVEN USER MANUALLeif Bjarne KlevenBelum ada peringkat
- Liebert Ita2 MBC Quick Start Guide PDFDokumen12 halamanLiebert Ita2 MBC Quick Start Guide PDFCarlos PalmaBelum ada peringkat
- DRP001 Ouf Gal 940110 K Ecr 001 001 S1Dokumen1 halamanDRP001 Ouf Gal 940110 K Ecr 001 001 S1pathanBelum ada peringkat
- Model SD505-ADHR Model SD505-DTSDokumen2 halamanModel SD505-ADHR Model SD505-DTSPedro Valverde0% (1)
- Commercial Building Lighting and Power LayoutDokumen7 halamanCommercial Building Lighting and Power LayoutRex AngeloBelum ada peringkat
- CA95 Parts Manual PDFDokumen86 halamanCA95 Parts Manual PDFbuho2402Belum ada peringkat