Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hra For Armed Force RuleDokumen4 halamanHra For Armed Force RuleDevi Prasad PandaBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Maths Short Tricks & FormulasDokumen11 halamanMaths Short Tricks & FormulasKetan V. Joshi100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Changing Structure of Rural Economy in India: Implications for Employment and GrowthDokumen30 halamanChanging Structure of Rural Economy in India: Implications for Employment and GrowthKanav. SharmaBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Vocab WordsDokumen1 halamanVocab WordsKetan V. JoshiBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Revised Guide - 2013-Issued by DoPTDokumen28 halamanRevised Guide - 2013-Issued by DoPTSurendera M. BhanotBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Nmat Window 5Dokumen25 halamanNmat Window 5Ketan V. JoshiBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- JD Producer and Social Media Manager NCADokumen2 halamanJD Producer and Social Media Manager NCAGauri ParekhBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Management Programs Admission Information Handout For International Candidates (Foreign Nationals and Non Resident Indians) (Batch - 2020)Dokumen6 halamanManagement Programs Admission Information Handout For International Candidates (Foreign Nationals and Non Resident Indians) (Batch - 2020)Jyotiranjan SwainBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Listof TORsDokumen6 halamanListof TORsKetan V. JoshiBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- JD Cricket Analyst NCADokumen4 halamanJD Cricket Analyst NCAKetan V. JoshiBelum ada peringkat
- S12 Application Provisional Degree Certificate2Dokumen2 halamanS12 Application Provisional Degree Certificate2Ketan V. JoshiBelum ada peringkat
- Niacl 05092018Dokumen16 halamanNiacl 05092018Ketan V. JoshiBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Uidai Om On e Aadhaar Validity PDFDokumen2 halamanUidai Om On e Aadhaar Validity PDFKetan V. JoshiBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Nmat Window 5Dokumen25 halamanNmat Window 5Ketan V. JoshiBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Model Paper 2 For IBPS PO MainsDokumen38 halamanModel Paper 2 For IBPS PO MainsKetan V. JoshiBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Model Paper 1 For IBPS PO MainsDokumen42 halamanModel Paper 1 For IBPS PO MainsKetan V. JoshiBelum ada peringkat
- Sop For Operations ManagmentDokumen1 halamanSop For Operations ManagmentKetan V. JoshiBelum ada peringkat
- Lic HFLDokumen18 halamanLic HFLTopRankersBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Online Edx Course CertificateDokumen1 halamanOnline Edx Course CertificateKetan V. JoshiBelum ada peringkat
- CAT 2017 Shift 1 QPDokumen34 halamanCAT 2017 Shift 1 QPAnonymous BciI8dkBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Keywords - Biogas Generation, Pressmud, Kitchen Waste, Methane GenerationDokumen1 halamanKeywords - Biogas Generation, Pressmud, Kitchen Waste, Methane GenerationKetan V. JoshiBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Uidai Om On e Aadhaar Validity PDFDokumen2 halamanUidai Om On e Aadhaar Validity PDFKetan V. JoshiBelum ada peringkat
- Percentage CgpaDokumen1 halamanPercentage CgpaKetan V. JoshiBelum ada peringkat
- Thesis 6Dokumen48 halamanThesis 6manoj100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Waste Water Treatment by ElectrocoagulatitonDokumen14 halamanWaste Water Treatment by ElectrocoagulatitonKetan V. JoshiBelum ada peringkat
- 50998335YG1M - Design of Machine Elements - II - Solution ManualDokumen80 halaman50998335YG1M - Design of Machine Elements - II - Solution ManualKetan V. JoshiBelum ada peringkat
- Biogas Project ReportDokumen69 halamanBiogas Project ReportKetan V. JoshiBelum ada peringkat
- Prashant G Gu JarDokumen2 halamanPrashant G Gu JarKetan V. JoshiBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Waste Water Treatment Using Electrocoagulation TechnologyDokumen4 halamanWaste Water Treatment Using Electrocoagulation TechnologyKetan V. JoshiBelum ada peringkat
- National Status of Waste Water Generation & Treatment - SulabhENVIS CentreDokumen10 halamanNational Status of Waste Water Generation & Treatment - SulabhENVIS CentreKetan V. JoshiBelum ada peringkat
- Urban Drainage Modelling Guide IUD - 1Dokumen196 halamanUrban Drainage Modelling Guide IUD - 1Helmer Edgardo Monroy GonzálezBelum ada peringkat
- BS 5911-120Dokumen33 halamanBS 5911-120Niranjan GargBelum ada peringkat
- Rapid Cycling in Bipolar DisorderDokumen1 halamanRapid Cycling in Bipolar Disorderdo leeBelum ada peringkat
- Pet - WikipediaDokumen12 halamanPet - Wikipediabdalcin5512Belum ada peringkat
- Natural Resources in PakistanDokumen5 halamanNatural Resources in PakistanSohaib EBelum ada peringkat
- Base para Detectores de Humo y Temperatura KIDDE KI-SBDokumen2 halamanBase para Detectores de Humo y Temperatura KIDDE KI-SBAnderson CastañedaBelum ada peringkat
- ABSCESSDokumen35 halamanABSCESSlax prajapatiBelum ada peringkat
- Carpentry Shop: Building, Doors, Windows, Trusses, WorkbenchesDokumen105 halamanCarpentry Shop: Building, Doors, Windows, Trusses, WorkbenchesVinod KumarBelum ada peringkat
- Case Report on Right Knee FuruncleDokumen47 halamanCase Report on Right Knee Furuncle馮宥忻Belum ada peringkat
- Hotel Housekeeping EQUIPMENTDokumen3 halamanHotel Housekeeping EQUIPMENTsamahjaafBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Emission of Volatile Organic Compounds (Vocs) From Dispersion and Cementitious Waterproofing ProductsDokumen16 halamanEmission of Volatile Organic Compounds (Vocs) From Dispersion and Cementitious Waterproofing ProductsKrishna KusumaBelum ada peringkat
- 3 Types of Chemical BondsDokumen12 halaman3 Types of Chemical BondsSaediRisquéBriskeyBelum ada peringkat
- Aphasia PDFDokumen4 halamanAphasia PDFRehab Wahsh100% (1)
- Use Acupressure to Conceive FasterDokumen15 halamanUse Acupressure to Conceive Fastersale18100% (1)
- Insects, Stings and BitesDokumen5 halamanInsects, Stings and BitesHans Alfonso ThioritzBelum ada peringkat
- UNICESS KR Consmetics Maeteria Nunssupjara 01apr23Dokumen44 halamanUNICESS KR Consmetics Maeteria Nunssupjara 01apr23ZB ChuaBelum ada peringkat
- OC - PlumberDokumen6 halamanOC - Plumbertakuva03Belum ada peringkat
- Fundamentals of Fast SwimmingDokumen9 halamanFundamentals of Fast SwimmingTorcay Ulucay100% (1)
- Nitric OxideDokumen20 halamanNitric OxideGanesh V GaonkarBelum ada peringkat
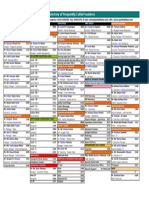
- Directory of Frequently Called Numbers: Maj. Sheikh RahmanDokumen1 halamanDirectory of Frequently Called Numbers: Maj. Sheikh RahmanEdward Ebb BonnoBelum ada peringkat
- Affidavit of Consent For Shared Parental AuthorityDokumen2 halamanAffidavit of Consent For Shared Parental AuthorityTet LegaspiBelum ada peringkat
- Module A Specimen Questions January2020 PDFDokumen5 halamanModule A Specimen Questions January2020 PDFShashi Bhusan SinghBelum ada peringkat
- Adolescent Development & Competency in Juvenile JusticeDokumen16 halamanAdolescent Development & Competency in Juvenile JusticeJudith KBelum ada peringkat
- Cfm56-3 Engine Regulation by CFMDokumen43 halamanCfm56-3 Engine Regulation by CFMnono92100% (5)
- NCMA 217 - Newborn Assessment Ma'am JhalDokumen5 halamanNCMA 217 - Newborn Assessment Ma'am JhalMariah Blez BognotBelum ada peringkat
- MR23002 D Part Submission Warrant PSWDokumen1 halamanMR23002 D Part Submission Warrant PSWRafik FafikBelum ada peringkat
- MLS 321 Aubf M6u2 Other Metabolic Diseases V2122Dokumen7 halamanMLS 321 Aubf M6u2 Other Metabolic Diseases V2122proximusBelum ada peringkat
- 2-D Motion Based Real Time Wireless Interaction System For Disabled PatientsDokumen5 halaman2-D Motion Based Real Time Wireless Interaction System For Disabled PatientsSantalum AlbumBelum ada peringkat
- Pulsar2 User Manual - ENDokumen83 halamanPulsar2 User Manual - ENJanette SouzaBelum ada peringkat
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDari EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDari EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDari EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDari EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsBelum ada peringkat
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)