Anda mungkin juga menyukai
- Welding Interview Question His Answers GuideDokumen8 halamanWelding Interview Question His Answers GuideHatem RagabBelum ada peringkat
- PCN GenDokumen27 halamanPCN GenMohammed ShamilBelum ada peringkat
- NDT HistoryDokumen4 halamanNDT HistorygriselramoniBelum ada peringkat
- Ut PWPS 001Dokumen1 halamanUt PWPS 001Goutam Kumar Deb100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDokumen23 halamanDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshBelum ada peringkat
- Ut Procedure OnsDokumen10 halamanUt Procedure OnsPARTHBelum ada peringkat
- Larsen & Toubro Limited MSQ Up Gradation (Epcc 1) Project: LT/MSQ/P/UT/011Dokumen11 halamanLarsen & Toubro Limited MSQ Up Gradation (Epcc 1) Project: LT/MSQ/P/UT/011Saut Maruli Tua SamosirBelum ada peringkat
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Dokumen14 halamanIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinBelum ada peringkat
- NDT-P-029, UT Procedure B & C Scan TechniqueDokumen10 halamanNDT-P-029, UT Procedure B & C Scan TechniqueMohamed HassanBelum ada peringkat
- A Review of Advanced Phased Array Approaches TechniquesDokumen17 halamanA Review of Advanced Phased Array Approaches Techniquesbhargav121Belum ada peringkat
- XRSIM Lessons - Student PacketDokumen59 halamanXRSIM Lessons - Student PacketWilliam Pinto HernándezBelum ada peringkat
- XRSIM Lessons - Student PacketDokumen59 halamanXRSIM Lessons - Student PacketWilliam Pinto HernándezBelum ada peringkat
- UT Procedure Rev.8Dokumen15 halamanUT Procedure Rev.8kalaiselvanBelum ada peringkat
- Digital Radiography ReportDokumen7 halamanDigital Radiography ReportadityaromasBelum ada peringkat
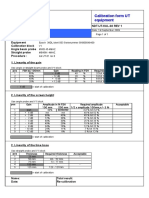
- Calibration Sheet Ultrasonic Test EquipmentDokumen1 halamanCalibration Sheet Ultrasonic Test EquipmentjohnBelum ada peringkat
- Ust ProcedureDokumen18 halamanUst ProcedureVikiseptBelum ada peringkat
- WPS PQR Checklist 2014Dokumen2 halamanWPS PQR Checklist 2014Sebastian Rajesh100% (1)
- Jireh Circ It ScannerDokumen2 halamanJireh Circ It ScannerMarcos Kaian Moraes RodriguesBelum ada peringkat
- D-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationDokumen54 halamanD-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationThinh Nguyen100% (1)
- Asme Sec V A-2-2004 PDFDokumen39 halamanAsme Sec V A-2-2004 PDFjaire esparzaBelum ada peringkat
- NDT ISO IEC 17025 Application DocumentDokumen41 halamanNDT ISO IEC 17025 Application DocumentVicky SinghBelum ada peringkat
- Itp AsntDokumen33 halamanItp AsntSYED FADZIL SYED MOHAMED100% (1)
- PCN OutlineDokumen26 halamanPCN Outlinekendall0609Belum ada peringkat
- Syllabus For Radiographic Testing-Level Ii I. Theory: 40 Hours-40x60 2400 Min. I. Practical:40 HoursDokumen9 halamanSyllabus For Radiographic Testing-Level Ii I. Theory: 40 Hours-40x60 2400 Min. I. Practical:40 HoursSathia SeelanBelum ada peringkat
- P91 Welding and PWHT ProcedureDokumen4 halamanP91 Welding and PWHT ProcedureHatem Ragab100% (2)
- API 578 Sample QuestionsDokumen8 halamanAPI 578 Sample Questionshenjisu100% (1)
- EX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and ViewsDokumen44 halamanEX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and Viewslalit thakur100% (1)
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingDokumen40 halamanD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenBelum ada peringkat
- MSE Class 9 - Nondestructive Testing PDFDokumen74 halamanMSE Class 9 - Nondestructive Testing PDFelijah nderitu100% (1)
- Zott Business ModelDokumen25 halamanZott Business ModelNico LightBelum ada peringkat
- UTDokumen17 halamanUTArputharaj Maria Louis100% (2)
- Guidelines For The Preparation and Grading of NDTDokumen4 halamanGuidelines For The Preparation and Grading of NDTL...nBelum ada peringkat
- 3.PAUT Qualification ProcedureDokumen8 halaman3.PAUT Qualification ProcedurePhan Tri ThongBelum ada peringkat
- Interpretation of Weld RadiographsDokumen14 halamanInterpretation of Weld RadiographsJuliogBelum ada peringkat
- D-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationDokumen101 halamanD-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationThinh NguyenBelum ada peringkat
- P 14 Cover Sheets 10 07Dokumen4 halamanP 14 Cover Sheets 10 07carlos100% (1)
- General DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedDokumen60 halamanGeneral DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedfayyazdnvBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Partial List of ISO SpecificationsDokumen4 halamanPartial List of ISO Specificationsskynyrd75Belum ada peringkat
- AWS Procedure - Rev 2Dokumen40 halamanAWS Procedure - Rev 2Mario Perez100% (1)
- Amigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingDokumen27 halamanAmigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingHoque AnamulBelum ada peringkat
- CA-40-02 Rev.03E UT Procedure Fer AWS D1.1-2015Dokumen24 halamanCA-40-02 Rev.03E UT Procedure Fer AWS D1.1-2015hoangdiep phanBelum ada peringkat
- SMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDokumen20 halamanSMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDewAngga YudistiraBelum ada peringkat
- S/Mime (Secure/Multipurpose Internet Mail Extensions)Dokumen15 halamanS/Mime (Secure/Multipurpose Internet Mail Extensions)Vishnupriya100% (1)
- Calibration NDTDokumen11 halamanCalibration NDTAnbalagan RenuBelum ada peringkat
- MT Procedure Rkl-Pro-08-ThocDokumen26 halamanMT Procedure Rkl-Pro-08-ThocEmmad JriBelum ada peringkat
- AsuuuuuuuuuuuuDokumen22 halamanAsuuuuuuuuuuuuyusuf akbar100% (1)
- Cal BlocksDokumen2 halamanCal BlocksRamy HusseinBelum ada peringkat
- Welds With Single Side Access: Technique Sheet - 01 Scanning Technique For Butt WeldsDokumen1 halamanWelds With Single Side Access: Technique Sheet - 01 Scanning Technique For Butt WeldsSrikant GanjiBelum ada peringkat
- Ultrasonic Performance Check Report (4.6.2010)Dokumen1 halamanUltrasonic Performance Check Report (4.6.2010)MohdHuzairiRusliBelum ada peringkat
- ATT VT-1.0A Rev. 2 ProcedureDokumen5 halamanATT VT-1.0A Rev. 2 Procedureskynyrd75Belum ada peringkat
- TWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFDokumen176 halamanTWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFRicardoSchayerSabinoBelum ada peringkat
- NDT TestDokumen109 halamanNDT TestAnonymous uXdS9Y7Belum ada peringkat
- Ultrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsDokumen10 halamanUltrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsPetrBelum ada peringkat
- Radiographic TestingDokumen2 halamanRadiographic TestingAbdul Hakam Mohamed YusofBelum ada peringkat
- Magnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dokumen5 halamanMagnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dinesh GuptaBelum ada peringkat
- DMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFDokumen90 halamanDMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFpjhollowBelum ada peringkat
- E 1065 - 99-UT-transdDokumen22 halamanE 1065 - 99-UT-transdDemian PereiraBelum ada peringkat
- AITIS - NDT Services Company Saudi Arabia Company ProfileDokumen7 halamanAITIS - NDT Services Company Saudi Arabia Company ProfileassurendranBelum ada peringkat
- ASNTDokumen5 halamanASNTshifaBelum ada peringkat
- WPS at FormateDokumen134 halamanWPS at FormateMohammad Rizwan100% (1)
- NDT Eng Probe PDFDokumen60 halamanNDT Eng Probe PDFPuguh CahyonoBelum ada peringkat
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalDokumen6 halamanNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19Belum ada peringkat
- Magnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Dokumen11 halamanMagnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Nguyen Anh TuanBelum ada peringkat
- PAUT CatalogueDokumen2 halamanPAUT CataloguebenmedBelum ada peringkat
- Importance of Quality Assurance in TheDokumen6 halamanImportance of Quality Assurance in TheniroBelum ada peringkat
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989Dari EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookBelum ada peringkat
- Intumescent Method Statement - UGDC - R00 14Dokumen1 halamanIntumescent Method Statement - UGDC - R00 14Hatem RagabBelum ada peringkat
- Intumescent Method Statement - UGDC - R00 13Dokumen1 halamanIntumescent Method Statement - UGDC - R00 13Hatem RagabBelum ada peringkat
- Intumescent Method Statement - UGDC - R00 11Dokumen1 halamanIntumescent Method Statement - UGDC - R00 11Hatem RagabBelum ada peringkat
- Influence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Dokumen10 halamanInfluence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Hatem RagabBelum ada peringkat
- Intumescent Method Statement - UGDC - R00 15Dokumen1 halamanIntumescent Method Statement - UGDC - R00 15Hatem RagabBelum ada peringkat
- Intumescent Method Statement - UGDC - R00 12Dokumen1 halamanIntumescent Method Statement - UGDC - R00 12Hatem RagabBelum ada peringkat
- 7T04 CS Kma PR ND 0005Dokumen12 halaman7T04 CS Kma PR ND 0005Hatem Ragab100% (1)
- Job DescribtionDokumen2 halamanJob DescribtionHatem RagabBelum ada peringkat
- Dear SirDokumen1 halamanDear SirHatem RagabBelum ada peringkat
- Magnetic Test: Client: Gas Filling Company (GFC) ContractorDokumen1 halamanMagnetic Test: Client: Gas Filling Company (GFC) ContractorHatem RagabBelum ada peringkat
- p91 WeldingDokumen5 halamanp91 Weldingsaji_t1984100% (1)
- Real Time Radiography Course BookletDokumen48 halamanReal Time Radiography Course BookletAnonymous gFcnQ4goBelum ada peringkat
- Large GapDokumen1 halamanLarge GapHatem RagabBelum ada peringkat
- English Language CourseDokumen216 halamanEnglish Language CourseHatem RagabBelum ada peringkat
- Level III Responsibilities According To ASNTDokumen1 halamanLevel III Responsibilities According To ASNTHatem RagabBelum ada peringkat
- PT General - Hellier No 2Dokumen11 halamanPT General - Hellier No 2Hatem RagabBelum ada peringkat
- Fu/ e ,'. C-.J Ef GK"-T, F SUDokumen1 halamanFu/ e ,'. C-.J Ef GK"-T, F SUHatem RagabBelum ada peringkat
- Hydrostatic Test Procedure For Site & Commissioning HT-031-R1Dokumen7 halamanHydrostatic Test Procedure For Site & Commissioning HT-031-R1Hatem Ragab100% (1)
- UT Report Data For Equator 9-9-2016Dokumen2 halamanUT Report Data For Equator 9-9-2016Hatem RagabBelum ada peringkat
- DCTR : - Prhe Ah, M,,HBTZ T+WZDokumen1 halamanDCTR : - Prhe Ah, M,,HBTZ T+WZHatem RagabBelum ada peringkat
- Ut Report Data For Upper Part 10-9-2016Dokumen3 halamanUt Report Data For Upper Part 10-9-2016Hatem RagabBelum ada peringkat
- Site Consumable Part List For LPG Spherical TankDokumen13 halamanSite Consumable Part List For LPG Spherical TankHatem RagabBelum ada peringkat
- ARTICLE 4 Û Mandatory AppendixDokumen10 halamanARTICLE 4 Û Mandatory AppendixHatem RagabBelum ada peringkat
- AlternatorDokumen14 halamanAlternatorTaraknath MukherjeeBelum ada peringkat
- Formula SheetDokumen3 halamanFormula SheetgogogogoBelum ada peringkat
- Data Sheet - enDokumen2 halamanData Sheet - enrodriggoguedesBelum ada peringkat
- 310 011 SDokumen34 halaman310 011 SvigneshwaranmBelum ada peringkat
- AUTOSAR SWS UDPNetworkManagementDokumen103 halamanAUTOSAR SWS UDPNetworkManagementStefan RuscanuBelum ada peringkat
- Tutorial On Setting Up OpenERP 6.1Dokumen35 halamanTutorial On Setting Up OpenERP 6.1aryienneBelum ada peringkat
- Guest WiFi With MikroTik RoutersDokumen1 halamanGuest WiFi With MikroTik Routersmahad3vaBelum ada peringkat
- Red Bin Analysis PDF Notes - 10020477 - 2023 - 10 - 13 - 09 - 28Dokumen7 halamanRed Bin Analysis PDF Notes - 10020477 - 2023 - 10 - 13 - 09 - 28Sameer SutarBelum ada peringkat
- Bipolar Junction Transistor ModelsDokumen21 halamanBipolar Junction Transistor ModelsecedepttBelum ada peringkat
- 03 VEX SpotDokumen2 halaman03 VEX SpottemamBelum ada peringkat
- Service Manual: Fully Automatic Washing MachineDokumen41 halamanService Manual: Fully Automatic Washing MachineSơn PhạmBelum ada peringkat
- Evaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaDokumen14 halamanEvaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaRavyola AzzahraBelum ada peringkat
- Remote Sensing of Environment: SciencedirectDokumen28 halamanRemote Sensing of Environment: SciencedirectAmmara HabibBelum ada peringkat
- Effect of Salinity On Proteins in Some Wheat CultivarsDokumen9 halamanEffect of Salinity On Proteins in Some Wheat Cultivarsray m deraniaBelum ada peringkat
- Scopus Crystal NeedleDokumen256 halamanScopus Crystal NeedleDr. Ramchandra Gosavi PatilBelum ada peringkat
- Pure Component VLE in Terms of Fugacity: CHEE 311 1Dokumen8 halamanPure Component VLE in Terms of Fugacity: CHEE 311 1scienziatoBelum ada peringkat
- JVR Fingerprint Attendance User ManualDokumen30 halamanJVR Fingerprint Attendance User ManualDomingo MonteroBelum ada peringkat
- Bohmian Mechanics Versus Madelung Quantum HydrodynamicsDokumen8 halamanBohmian Mechanics Versus Madelung Quantum HydrodynamicsregectBelum ada peringkat
- Soil Bearing Capacity CalculationDokumen29 halamanSoil Bearing Capacity CalculationJohn Jerome TerciñoBelum ada peringkat
- Building Utilities 3: Room AcousticsDokumen11 halamanBuilding Utilities 3: Room AcousticsIzzah LBelum ada peringkat
- Lab Report Instructions - Isolation of Cinnamaldehyde - SP16Dokumen4 halamanLab Report Instructions - Isolation of Cinnamaldehyde - SP16Al SharptonBelum ada peringkat
- DigfiltDokumen237 halamanDigfiltJuhi SinghBelum ada peringkat
- CATL 37V 50ah Lithium Ternary Battery Cell - LiFePO4 BatteryDokumen4 halamanCATL 37V 50ah Lithium Ternary Battery Cell - LiFePO4 BatterymlutfimaBelum ada peringkat
- 3g3JX InverterDokumen262 halaman3g3JX InverterdatdttvuBelum ada peringkat
- Dynamic Group Number Assignment (DGNA)Dokumen16 halamanDynamic Group Number Assignment (DGNA)afkaeBelum ada peringkat
- Draft NADCADokumen8 halamanDraft NADCAPierre MackenzieBelum ada peringkat
- DSI - MPS® Transfer System Compact Trainer I4.0 - EN - DID1089 (Screen)Dokumen2 halamanDSI - MPS® Transfer System Compact Trainer I4.0 - EN - DID1089 (Screen)mhafizanBelum ada peringkat