Anda mungkin juga menyukai
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisDari EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisBelum ada peringkat
- Dynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250Dokumen0 halamanDynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250SreenivasBelum ada peringkat
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDari EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsPenilaian: 5 dari 5 bintang5/5 (1)
- Shaft Alignment White PaperDokumen14 halamanShaft Alignment White PaperHamed HamedBelum ada peringkat
- Chevy Differentials: How to Rebuild the 10- and 12-BoltDari EverandChevy Differentials: How to Rebuild the 10- and 12-BoltPenilaian: 5 dari 5 bintang5/5 (8)
- CM M 03 AlignmentDokumen76 halamanCM M 03 AlignmentAjay RanganathanBelum ada peringkat
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDari EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsPenilaian: 4 dari 5 bintang4/5 (1)
- 6 Steps To Shaft Alignment PDFDokumen18 halaman6 Steps To Shaft Alignment PDFAhmed SaifeldinBelum ada peringkat
- Shaft AlignmentDokumen7 halamanShaft AlignmentAmitanshu SharmaBelum ada peringkat
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDari EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LathePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Dial indicator shaft alignmentDokumen21 halamanDial indicator shaft alignmentHesham EbrahimBelum ada peringkat
- A Practical Guide To Shaft AlignmentDokumen74 halamanA Practical Guide To Shaft AlignmentRjeb mohamed92% (12)
- Understanding Backlash, Lost Motion, Repeatability and PrecisionDokumen4 halamanUnderstanding Backlash, Lost Motion, Repeatability and PrecisionjeyaselvanmBelum ada peringkat
- Rotating Machinery Rotor BalancingDokumen15 halamanRotating Machinery Rotor Balancingprajash007100% (1)
- Sae Sis03 NarDokumen6 halamanSae Sis03 Narsuraj dhulannavarBelum ada peringkat
- Balancing of Grinding WheelsDokumen5 halamanBalancing of Grinding WheelsRashidah Muhd100% (1)
- Alignment For Engineers - OGSDokumen128 halamanAlignment For Engineers - OGSAhmed Abdelwahab100% (3)
- Shaft Alignment GuideDokumen25 halamanShaft Alignment GuideNadeemBelum ada peringkat
- Tool Holder BalancingDokumen19 halamanTool Holder Balancingjojo258Belum ada peringkat
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDokumen77 halamanTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaBelum ada peringkat
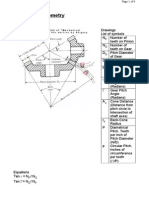
- Design Factors When Using Small Bearings: Part 1: Bearing GeometryDokumen7 halamanDesign Factors When Using Small Bearings: Part 1: Bearing Geometryhittaf_05Belum ada peringkat
- Installation & Alignement of Rotating DrumsDokumen9 halamanInstallation & Alignement of Rotating Drumsguilanya100% (1)
- Multi-Cone Synchronizer SystemsDokumen30 halamanMulti-Cone Synchronizer Systemsgrnflash100% (1)
- Basics of AlignmentDokumen18 halamanBasics of Alignmentbtdoss72Belum ada peringkat
- Roller Adjustment and SkewDokumen43 halamanRoller Adjustment and Skewcrengifo1726100% (10)
- Installation - Ring Gear Installation ManualDokumen31 halamanInstallation - Ring Gear Installation ManualManuel Ortiz86% (7)
- Shaft Alignment: Your Photo HereDokumen75 halamanShaft Alignment: Your Photo HereMahmoud Elghandour0% (1)
- ASSAG Cylkro (FACE) Gear Mounting InstructionsDokumen6 halamanASSAG Cylkro (FACE) Gear Mounting InstructionscjdengateBelum ada peringkat
- Machine Alignment GuideDokumen16 halamanMachine Alignment GuideAngel AdautaBelum ada peringkat
- Laser Alignment Standards for Rotating MachineryDokumen10 halamanLaser Alignment Standards for Rotating Machineryrohit singh100% (1)
- Machine Installation - Shaft AlignmentDokumen17 halamanMachine Installation - Shaft AlignmentD.b. Tampubolon100% (1)
- Shaft Alignment On PumpsDokumen1 halamanShaft Alignment On PumpsTuanbk NguyenBelum ada peringkat
- Basic Shaft Alignment Workbook PDFDokumen63 halamanBasic Shaft Alignment Workbook PDFjos100% (5)
- MisalignmentDokumen13 halamanMisalignmentZeeshan Sajid100% (1)
- CASE STUDY Alignment ToleranceDokumen9 halamanCASE STUDY Alignment ToleranceChihiya Fitria NurhayatiBelum ada peringkat
- RollerDokumen35 halamanRollergun100% (1)
- Dynamic Balancing ExplainedDokumen14 halamanDynamic Balancing ExplainedMudassar Ali RongaBelum ada peringkat
- Gear Metrology ReportDokumen59 halamanGear Metrology Reportsanjay261289Belum ada peringkat
- Rotor balancing simulator projectDokumen38 halamanRotor balancing simulator projectMahmoud SamirBelum ada peringkat
- Lecture 6 Body & Guide WaysDokumen48 halamanLecture 6 Body & Guide WaysLUKI INDRA WIRABelum ada peringkat
- Book - Gears - IndiaDokumen12 halamanBook - Gears - IndiadesetekBelum ada peringkat
- Chapter 3Dokumen39 halamanChapter 3amiranurul50% (2)
- Goal of ProjectDokumen19 halamanGoal of ProjectMahmoud SamirBelum ada peringkat
- Don't Get Soft: Cover Series: Installation Best PracticesDokumen6 halamanDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- AlignmentDokumen48 halamanAlignmentFaruque Khan Yumkhaibam100% (7)
- Misalignment - Power-MI: Aug 21, 2023 2:32 PMDokumen9 halamanMisalignment - Power-MI: Aug 21, 2023 2:32 PMAnd jazBelum ada peringkat
- TAPER GRID COUPLING MANUALDokumen16 halamanTAPER GRID COUPLING MANUALEduardoBelum ada peringkat
- Sistema de Rodaje Freight m12Dokumen467 halamanSistema de Rodaje Freight m12Alex Elí Ramírez MoralesBelum ada peringkat
- Alignment AIMIL 1Dokumen40 halamanAlignment AIMIL 1gunduanil17Belum ada peringkat
- Concave Attachment ReportDokumen35 halamanConcave Attachment ReportMeena SivasubramanianBelum ada peringkat
- Gear DesignDokumen156 halamanGear DesignGiang T Le100% (4)
- Balancing of Rotating Masses-FinalDokumen5 halamanBalancing of Rotating Masses-FinalKasun WijethungaBelum ada peringkat
- Thrufeed Centerless GrindingDokumen5 halamanThrufeed Centerless GrindingMariano MendozaBelum ada peringkat
- BALANCING ROTATING EQUIPMENTDokumen31 halamanBALANCING ROTATING EQUIPMENTJOSEACOSTABelum ada peringkat
- Onsite Balancing and Analysis: ShaftsDokumen3 halamanOnsite Balancing and Analysis: ShaftsAmmarBelum ada peringkat
- Alignment and Types Prepeard by InzamamDokumen58 halamanAlignment and Types Prepeard by InzamamUsama ArifBelum ada peringkat
- Design and Development of Dynamic Balancing MachineDokumen9 halamanDesign and Development of Dynamic Balancing MachineSibasish SahuBelum ada peringkat
- AD419254016605en 000101Dokumen20 halamanAD419254016605en 000101Mohamed ElsayedBelum ada peringkat
- Vacon NXP Grid Converter Arfiff03v164 Manual Dpd01599c Uk v001Dokumen1 halamanVacon NXP Grid Converter Arfiff03v164 Manual Dpd01599c Uk v001Mohamed ElsayedBelum ada peringkat
- Magnet Stick: DatasheetDokumen1 halamanMagnet Stick: DatasheetMohamed ElsayedBelum ada peringkat
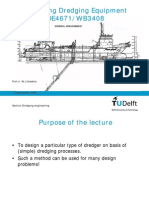
- Electric Cutter Suction Dredger SpecsDokumen2 halamanElectric Cutter Suction Dredger SpecsMohamed ElsayedBelum ada peringkat
- Eaton 5E Datasheet LDDokumen2 halamanEaton 5E Datasheet LDJohn FreackBelum ada peringkat
- STC system uses rail pressure to control engine timingDokumen3 halamanSTC system uses rail pressure to control engine timingmanoj262400/295% (20)
- 4-Speed Radial Piston Staffa Motor: Precision Machinery CompanyDokumen24 halaman4-Speed Radial Piston Staffa Motor: Precision Machinery CompanyMohamedBelum ada peringkat
- Vacon NXP Grid Converter Arfiff03v164 Manual Dpd01599c Uk v001Dokumen1 halamanVacon NXP Grid Converter Arfiff03v164 Manual Dpd01599c Uk v001Mohamed ElsayedBelum ada peringkat
- Standard Spare Parts Hmb100 Series 70 - Rem-B ConnectDokumen10 halamanStandard Spare Parts Hmb100 Series 70 - Rem-B ConnectMohamed ElsayedBelum ada peringkat
- Valve Controller: SupplyDokumen2 halamanValve Controller: SupplyMohamedBelum ada peringkat
- User Manual: Hgm6100N SeriesDokumen47 halamanUser Manual: Hgm6100N SerieswoodchuckBelum ada peringkat
- Dual-Axis Inclinometer Technical ManualDokumen13 halamanDual-Axis Inclinometer Technical ManualMohamed ElsayedBelum ada peringkat
- 4B3 9G2Dokumen1 halaman4B3 9G2Mohamed ElsayedBelum ada peringkat
- 4087461Dokumen2 halaman4087461p41005679Belum ada peringkat
- SKF Spherical Washer BrochureDokumen2 halamanSKF Spherical Washer BrochureMohamed ElsayedBelum ada peringkat
- Jibjuui R : Chongqing Cummins Engine Company LTDDokumen136 halamanJibjuui R : Chongqing Cummins Engine Company LTDMohamed Elsayed100% (1)
- Y-Bearings SKF ConCentra - YSP 206 SB-2FDokumen1 halamanY-Bearings SKF ConCentra - YSP 206 SB-2FMohamed ElsayedBelum ada peringkat
- Engine Performance Data at 1800 RPM: Curve Number: Basic Engine ModelDokumen3 halamanEngine Performance Data at 1800 RPM: Curve Number: Basic Engine ModelMohamed ElsayedBelum ada peringkat
- MoellerDokumen86 halamanMoellerMohamed ElsayedBelum ada peringkat
- Mechanical Speed SwitchDokumen10 halamanMechanical Speed SwitchMohamed ElsayedBelum ada peringkat
- Dredger Design PDFDokumen97 halamanDredger Design PDFshimul200883% (6)
- Wetta WEDA TAMU Estimating Throughput For CSDDokumen13 halamanWetta WEDA TAMU Estimating Throughput For CSDMohamed ElsayedBelum ada peringkat
- Ludeca-A Practical Guide To Shaft Alignment PDFDokumen0 halamanLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
- Facts About Cutter Suction DredgersDokumen4 halamanFacts About Cutter Suction Dredgersdianisme2Belum ada peringkat
- TM 5-2815-232-14 TECHNICAL MANUALDokumen868 halamanTM 5-2815-232-14 TECHNICAL MANUALdiegoblakin74% (23)
- 12 Terminologies Used For Power of The Ship's Marine Propulsion Engine - Marine InsightDokumen6 halaman12 Terminologies Used For Power of The Ship's Marine Propulsion Engine - Marine InsightMohamed ElsayedBelum ada peringkat
- Trailing Suction Hopper DredgerDokumen109 halamanTrailing Suction Hopper Dredgerldaels100% (3)
- قوانين ومعادلات رياضية كهربائيةDokumen4 halamanقوانين ومعادلات رياضية كهربائيةMohamed Elsayed100% (1)
- Commutator Data SheetDokumen1 halamanCommutator Data SheetMohamed ElsayedBelum ada peringkat
- Goodyear Hydraulics Adapters Catalog PDFDokumen165 halamanGoodyear Hydraulics Adapters Catalog PDFpsolutions.franciscoBelum ada peringkat
- Tank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetDokumen2 halamanTank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetCarlos SopasBelum ada peringkat
- Dean Brochure High TempDokumen10 halamanDean Brochure High TempAntonio VelardeBelum ada peringkat
- 57 en 12952-4 2011 PDFDokumen21 halaman57 en 12952-4 2011 PDFalilka404100% (1)
- Pile CapDokumen27 halamanPile CapHafeel Ahamed Ashraf AliBelum ada peringkat
- Fluid Machinery Syllabus PDFDokumen3 halamanFluid Machinery Syllabus PDFBajajBelum ada peringkat
- Flange Design Tablated FormDokumen4 halamanFlange Design Tablated Formmukesh100% (1)
- Gregory H. Wannier - Statistical Physics-Dover Publ. (1987) PDFDokumen564 halamanGregory H. Wannier - Statistical Physics-Dover Publ. (1987) PDFJosé Vellojín100% (1)
- HSU-7-9-12-14-18-22 HaerDokumen93 halamanHSU-7-9-12-14-18-22 Haerprotek506Belum ada peringkat
- Numerical 3Dokumen2 halamanNumerical 3Aakash AgarwalBelum ada peringkat
- Soil Mechanics Problems QBDokumen4 halamanSoil Mechanics Problems QBKalasekar M SwamyBelum ada peringkat
- LPG Carbon Dioxide Fire Suppression System Installation Manual .Dokumen50 halamanLPG Carbon Dioxide Fire Suppression System Installation Manual .hrhgk100% (1)
- 1009 - Wind Loads On Duopitch Roof Building: DescriptionDokumen7 halaman1009 - Wind Loads On Duopitch Roof Building: DescriptionKris Lee100% (1)
- Bevel ExplanationDokumen4 halamanBevel ExplanationVarun VaidyaBelum ada peringkat
- HP0 PumpDokumen70 halamanHP0 PumpDenisEcheverriBelum ada peringkat
- Vickers Valve Kftg4v3kfdg4v3Dokumen20 halamanVickers Valve Kftg4v3kfdg4v3Siju Mon SBelum ada peringkat
- Lift Boat Gear Lube: Typical Observations Product DescriptionDokumen1 halamanLift Boat Gear Lube: Typical Observations Product DescriptionRomankoBelum ada peringkat
- 2014 Miteebite Catalog WebDokumen40 halaman2014 Miteebite Catalog WebDonald NeislerBelum ada peringkat
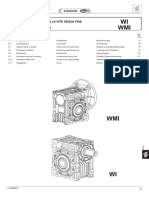
- STM WDokumen18 halamanSTM WEdgardo GambandeBelum ada peringkat
- Your First Day Lifeguarding: How To Vacuum and Backwash A PoolDokumen4 halamanYour First Day Lifeguarding: How To Vacuum and Backwash A PoolMattMonroeBelum ada peringkat
- Abs PDFDokumen2 halamanAbs PDFAdonis BasilioBelum ada peringkat
- Response of a turbulent boundary layer to a step change in surface roughnessDokumen41 halamanResponse of a turbulent boundary layer to a step change in surface roughnessFreddie RomeroBelum ada peringkat
- Vibration BookDokumen152 halamanVibration Bookrez_babu7430Belum ada peringkat
- Genie Scc755psDokumen2 halamanGenie Scc755psWellington Xavier Pazmiño RodríguezBelum ada peringkat
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDokumen69 halamanMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaBelum ada peringkat
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Dokumen36 halamanPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiBelum ada peringkat
- Die Casting Machines Core Pins & Ejector PinsDokumen1 halamanDie Casting Machines Core Pins & Ejector PinsJayden BarnesBelum ada peringkat
- Automatic Washing Machine 10 Minute Quick Wash FeatureDokumen19 halamanAutomatic Washing Machine 10 Minute Quick Wash FeatureJin HeeBelum ada peringkat
- Sheet Metal OperationsDokumen27 halamanSheet Metal OperationsbmvinayBelum ada peringkat
- Rds No. Standard Elementary System Size Pressure (Bar (G) )Dokumen36 halamanRds No. Standard Elementary System Size Pressure (Bar (G) )Amit SharmaBelum ada peringkat
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsDari EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsBelum ada peringkat
- Certified Solidworks Professional Advanced Weldments Exam PreparationDari EverandCertified Solidworks Professional Advanced Weldments Exam PreparationPenilaian: 5 dari 5 bintang5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Dari EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Penilaian: 5 dari 5 bintang5/5 (2)
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Dari EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Belum ada peringkat
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Dari EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Penilaian: 4.5 dari 5 bintang4.5/5 (5)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressDari EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressPenilaian: 5 dari 5 bintang5/5 (1)
- SolidWorks 2014 Short and SimpleDari EverandSolidWorks 2014 Short and SimplePenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersDari EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersBelum ada peringkat
- Beginning AutoCAD® 2020 Exercise WorkbookDari EverandBeginning AutoCAD® 2020 Exercise WorkbookPenilaian: 2.5 dari 5 bintang2.5/5 (3)