Anda mungkin juga menyukai
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Wirelock Manual 2010Dokumen27 halamanWirelock Manual 2010juanitoperezrivasBelum ada peringkat
- Wirelock Technical Data ManualDokumen17 halamanWirelock Technical Data ManualShaiju NarayananBelum ada peringkat
- Instructions For The Use of WirelockDokumen6 halamanInstructions For The Use of WirelockLeo MottaBelum ada peringkat
- Wirelock ManualDokumen27 halamanWirelock Manualmujeebtalib100% (1)
- Duct Installation of Fiber Optic Cable PDFDokumen9 halamanDuct Installation of Fiber Optic Cable PDFnecmettinsengunBelum ada peringkat
- Connector Product Locations: GermanyDokumen56 halamanConnector Product Locations: Germanywww.erwer9Belum ada peringkat
- Wire Rope Users Manual-2Dokumen13 halamanWire Rope Users Manual-2Kathrin KatsBelum ada peringkat
- 35 (XXX) Electric MotorDokumen10 halaman35 (XXX) Electric MotorPrasanta ParidaBelum ada peringkat
- Saes T 633Dokumen11 halamanSaes T 633Sayed HashemBelum ada peringkat
- AN3025Dokumen2 halamanAN3025PalmBelum ada peringkat
- Premature Stator FailureDokumen9 halamanPremature Stator FailurePugalenthi.SBelum ada peringkat
- Manual For EOT CranesDokumen39 halamanManual For EOT CranesManish Jha67% (12)
- Expeller Seals Act Upon Pump Shutdown: Dynamic SealingDokumen1 halamanExpeller Seals Act Upon Pump Shutdown: Dynamic SealingAlejandro MorenoBelum ada peringkat
- Failure of MV CablesDokumen5 halamanFailure of MV CablesselvamBelum ada peringkat
- REHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsDokumen19 halamanREHS4987-02 Replacing Base Edge Assemblies in Large Wheel Loader BucketsCarlosBelum ada peringkat
- Operational Safety in Power StationsDokumen2 halamanOperational Safety in Power StationsProject Sales CorpBelum ada peringkat
- Edium-Voltage Able Accessories: Special FeatureDokumen5 halamanEdium-Voltage Able Accessories: Special FeatureMohamedHussein MohamedHusseinBelum ada peringkat
- Examples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsDokumen4 halamanExamples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsstarkopeteBelum ada peringkat
- P For The Installation of Bare Overhead ConductorsDokumen11 halamanP For The Installation of Bare Overhead ConductorsFatmir JashariBelum ada peringkat
- Installation of Electric CablesDokumen14 halamanInstallation of Electric Cablesmn090078dBelum ada peringkat
- LEEA Correspondence Courses: Assignment 1.11Dokumen3 halamanLEEA Correspondence Courses: Assignment 1.11YAKUBU A. AROGEBelum ada peringkat
- Technical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedDokumen20 halamanTechnical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedAlberto CárdenasBelum ada peringkat
- Magnum Prothru The Arm Robotic TorchDokumen29 halamanMagnum Prothru The Arm Robotic TorchAnton KiryakovBelum ada peringkat
- Industrial SocketsDokumen38 halamanIndustrial SocketsAyman RamzyBelum ada peringkat
- p220 en Inb43Dokumen10 halamanp220 en Inb43Sambit MohapatraBelum ada peringkat
- Underground Cable InstallationDokumen9 halamanUnderground Cable Installationbhaskar_dandapathak100% (1)
- 005 038Dokumen11 halaman005 038shaicoBelum ada peringkat
- 2090 qr001 - en PDokumen12 halaman2090 qr001 - en PhamdulmoeedBelum ada peringkat
- What's That NoiseDokumen7 halamanWhat's That NoiseOscar SalazarBelum ada peringkat
- Preparation For Running CasingDokumen3 halamanPreparation For Running CasingYougchu LuanBelum ada peringkat
- Crompton Greaves Training ReportDokumen45 halamanCrompton Greaves Training ReportStuti ShrivastavaBelum ada peringkat
- Installation Duct Underground Cable MP 1008 Is 2Dokumen12 halamanInstallation Duct Underground Cable MP 1008 Is 2jebicoreBelum ada peringkat
- Rocktech WM - RTWM 09Dokumen4 halamanRocktech WM - RTWM 09arunrengarajBelum ada peringkat
- Lincoln Kubota WeldDokumen56 halamanLincoln Kubota WeldashielanieBelum ada peringkat
- CMP RapidEx 12pp Single Apr 11Dokumen12 halamanCMP RapidEx 12pp Single Apr 11rocket-vtBelum ada peringkat
- Power Cable Installation GuideDokumen49 halamanPower Cable Installation Guidealfonso.parkerBelum ada peringkat
- CMP TMCX Installation Fitting Instructions FI280 Issue 6 0210Dokumen18 halamanCMP TMCX Installation Fitting Instructions FI280 Issue 6 0210raviBelum ada peringkat
- Aplicación ARMDokumen25 halamanAplicación ARMKjatunMayu GutierrezBelum ada peringkat
- FTJ Series PDFDokumen8 halamanFTJ Series PDFJhon SendokBelum ada peringkat
- Wirelock Manual 2010 PDFDokumen27 halamanWirelock Manual 2010 PDFAsif AliBelum ada peringkat
- AC21-99 - Aircraft Wiring and BondingDokumen38 halamanAC21-99 - Aircraft Wiring and Bondingsteve.rodowicz1011100% (2)
- BOC MIG 320R 420R ManualDokumen16 halamanBOC MIG 320R 420R ManualKenninho100% (1)
- Invertec STT II: Operator'S ManualDokumen38 halamanInvertec STT II: Operator'S ManualajuciniBelum ada peringkat
- Motor MomentsDokumen4 halamanMotor Momentsgeorgel1980Belum ada peringkat
- Wire Mooring Ropes - Inspection ManualDokumen26 halamanWire Mooring Ropes - Inspection ManualaditiyaBelum ada peringkat
- Wirelock Warnings and Application Instructions: WarningDokumen1 halamanWirelock Warnings and Application Instructions: WarningMinhKhuongHieuBelum ada peringkat
- Reliability Aspects of MV XLPE Cable Joints and TerminationsDokumen15 halamanReliability Aspects of MV XLPE Cable Joints and TerminationsAnonymous bau06xStTBelum ada peringkat
- User S Manual Wire RopesDokumen13 halamanUser S Manual Wire RopesRajesh NairBelum ada peringkat
- Solder Mask Design BasicsDokumen5 halamanSolder Mask Design BasicsbjsimardBelum ada peringkat
- Cargo Net InspectionDokumen0 halamanCargo Net Inspectionriazhosein77Belum ada peringkat
- Tecnofuture Prod 46-47Dokumen2 halamanTecnofuture Prod 46-47fairguy80Belum ada peringkat
- Low Voltage Aberdare Brochure 2010Dokumen44 halamanLow Voltage Aberdare Brochure 2010GatawaF0% (1)
- Clarke 100E ManualDokumen35 halamanClarke 100E ManualdjDangerBurgersBelum ada peringkat
- Pyrotenax Industrial Wiring Cable Termination Manual: For System 2000 and System 2200Dokumen72 halamanPyrotenax Industrial Wiring Cable Termination Manual: For System 2000 and System 2200thanna9783Belum ada peringkat
- Lock WiringDokumen6 halamanLock WiringRoyston Shieh100% (2)
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Ford Ranger 1993-2005Dokumen8 halamanFord Ranger 1993-2005hasnol_othmanBelum ada peringkat
- Tug Boats and Barges (TaB) Guide (Final)Dokumen40 halamanTug Boats and Barges (TaB) Guide (Final)hasnol_othmanBelum ada peringkat
- Health, Safety and Environmental (HSE) RequirementsDokumen8 halamanHealth, Safety and Environmental (HSE) Requirementshasnol_othmanBelum ada peringkat
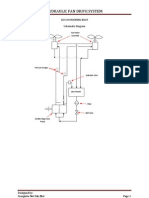
- Hydraulic Fan Drive System: 10.5 M Mooring Boat Schematic DiagramDokumen1 halamanHydraulic Fan Drive System: 10.5 M Mooring Boat Schematic Diagramhasnol_othmanBelum ada peringkat
- HSN-Lube 2007 PDFDokumen45 halamanHSN-Lube 2007 PDFCecilio Valderrama100% (3)
- Design and Details of Elevated Steel Tank PDFDokumen10 halamanDesign and Details of Elevated Steel Tank PDFandysupaBelum ada peringkat
- J. Bleger ArtDokumen10 halamanJ. Bleger Artivancristina42Belum ada peringkat
- Fortune Falls - Lou VaneDokumen402 halamanFortune Falls - Lou VanetesteBelum ada peringkat
- ReferensiDokumen4 halamanReferensiyusri polimengoBelum ada peringkat
- DAMPNESSDokumen21 halamanDAMPNESSChukwu SolomonBelum ada peringkat
- ZL Ap381Dokumen10 halamanZL Ap381micyBelum ada peringkat
- Ne XT ProtDokumen2 halamanNe XT Protwilliam919Belum ada peringkat
- Chemrite SP 200Dokumen3 halamanChemrite SP 200ghazanfarBelum ada peringkat
- Factors That Contribute To Successful BakingDokumen8 halamanFactors That Contribute To Successful BakingErrol San Juan100% (1)
- MCS120 220 Error Ref - GAA30082DAC - RefDokumen21 halamanMCS120 220 Error Ref - GAA30082DAC - RefCoil98Belum ada peringkat
- Gratuity SlidesDokumen11 halamanGratuity SlidesK V GondiBelum ada peringkat
- Science 7 - Q2 - M7Dokumen16 halamanScience 7 - Q2 - M7RAMOS ERLYN P.Belum ada peringkat
- 15 UrinalysisDokumen9 halaman15 UrinalysisJaney Ceniza تBelum ada peringkat
- HEAS 1000 Health Assessment: Reflection of PracticeDokumen4 halamanHEAS 1000 Health Assessment: Reflection of PracticePreet ChahalBelum ada peringkat
- Biology Project Cronary Heart Diseas (CHD)Dokumen7 halamanBiology Project Cronary Heart Diseas (CHD)احمد المغربي50% (2)
- Chapter 1 Fundamentals of Taxation by Cruz, Deschamps, Miswander, Prendergast, Schisler, and TroneDokumen25 halamanChapter 1 Fundamentals of Taxation by Cruz, Deschamps, Miswander, Prendergast, Schisler, and TroneReese Parker100% (4)
- Allison Weech Final ResumeDokumen1 halamanAllison Weech Final Resumeapi-506177291Belum ada peringkat
- PMA 2015 2016 Issue 3 PDFDokumen36 halamanPMA 2015 2016 Issue 3 PDFLyndon Mercado TolentinoBelum ada peringkat
- Proposal Semister ProjectDokumen7 halamanProposal Semister ProjectMuket AgmasBelum ada peringkat
- Trane Air Cooled Scroll Chillers Installation Operation MaintenanceDokumen276 halamanTrane Air Cooled Scroll Chillers Installation Operation MaintenanceBay Mưa100% (1)
- Exam Questions: Exam Title: Chapter MEK 8Dokumen4 halamanExam Questions: Exam Title: Chapter MEK 8vishnu sharmaBelum ada peringkat
- 2 - Pizeo Electric SensorDokumen33 halaman2 - Pizeo Electric SensorNesamaniBelum ada peringkat
- Report Text: General ClassificationDokumen7 halamanReport Text: General Classificationrisky armala syahraniBelum ada peringkat
- Bi RadsDokumen10 halamanBi RadsFeiky Herfandi100% (1)
- Dynamic Stretching - Stability - Strength.570239Dokumen2 halamanDynamic Stretching - Stability - Strength.570239Sylvia GraceBelum ada peringkat
- Insulating Oil TestingDokumen6 halamanInsulating Oil TestingnasrunBelum ada peringkat
- Lesson 4: Health and Fitness AdvertisingDokumen4 halamanLesson 4: Health and Fitness AdvertisingCatherineBelum ada peringkat
- PMEGP Revised Projects (Mfg. & Service) Vol 1Dokumen260 halamanPMEGP Revised Projects (Mfg. & Service) Vol 1Santosh BasnetBelum ada peringkat
- Tinongcop ES-Teachers-Output - Day 1Dokumen3 halamanTinongcop ES-Teachers-Output - Day 1cherybe santiagoBelum ada peringkat