Anda mungkin juga menyukai
- Print Article - How To Model A Vacuum Breaker Using PIPE-FLODokumen7 halamanPrint Article - How To Model A Vacuum Breaker Using PIPE-FLORafyss RodriguezBelum ada peringkat
- Excel Unit Op Tutorial for Modeling a MixerDokumen11 halamanExcel Unit Op Tutorial for Modeling a MixerEleazar RodriguezBelum ada peringkat
- A Comprehensive Program For Calculation of Flame Radiation LevelsDokumen6 halamanA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniBelum ada peringkat
- Filtration process analysisDokumen17 halamanFiltration process analysisCassiano TecchioBelum ada peringkat
- Heat Exchanger Types and CalculationsDokumen16 halamanHeat Exchanger Types and CalculationsAudrey Patrick KallaBelum ada peringkat
- Flow Fluid AnalysisDokumen1 halamanFlow Fluid AnalysisAlejandroLopezBelum ada peringkat
- Viscosity Calculator - Find Temp or Visc with 2 Data PointsDokumen2 halamanViscosity Calculator - Find Temp or Visc with 2 Data PointsMachineryengBelum ada peringkat
- Pipe Flo Stock ModuleDokumen2 halamanPipe Flo Stock Modulejames_far100% (1)
- Cadworx PidDokumen341 halamanCadworx Pidghallky2011Belum ada peringkat
- Danfoss Scroll CompressorsDokumen6 halamanDanfoss Scroll Compressorsfaizan abbasiBelum ada peringkat
- Flaresim Getting StartedDokumen116 halamanFlaresim Getting Startedfiqry DarwansyahBelum ada peringkat
- Lab # 15Dokumen13 halamanLab # 15Kashaf TehreemBelum ada peringkat
- PRO/II COM Server: Programmer's Guide and TutorialDokumen48 halamanPRO/II COM Server: Programmer's Guide and TutorialYves-donald Makoumbou100% (2)
- AnsysDokumen28 halamanAnsysjawadhussain1Belum ada peringkat
- Rating and Design of Tubular Heat Exchangers Using HTRI PDFDokumen4 halamanRating and Design of Tubular Heat Exchangers Using HTRI PDFshridharBelum ada peringkat
- Aspen Plate Fin Exchanger GuideDokumen17 halamanAspen Plate Fin Exchanger Guideingbarragan87Belum ada peringkat
- Chap5 Design Specification Column D-101Dokumen10 halamanChap5 Design Specification Column D-101Liew KahJiannBelum ada peringkat
- Hysys TascDokumen10 halamanHysys TascMariano PodestáBelum ada peringkat
- Heat Transfer Assignment QuestionsDokumen2 halamanHeat Transfer Assignment QuestionsMurali KrishnaBelum ada peringkat
- Chapter 07.00G Physical Problem For Integration Mechanical EngineeringDokumen4 halamanChapter 07.00G Physical Problem For Integration Mechanical EngineeringMichael HaywardBelum ada peringkat
- Relief Valve Bench Testing ProceduresDokumen1 halamanRelief Valve Bench Testing ProceduresSARATH KRISHNAKUMARBelum ada peringkat
- AIChE Journal Volume 23 Issue 6 1977 (Doi 10.1002/aic.690230602) Karl Gardner Jerry Taborek - Mean Temperature Difference - A ReappraisalDokumen10 halamanAIChE Journal Volume 23 Issue 6 1977 (Doi 10.1002/aic.690230602) Karl Gardner Jerry Taborek - Mean Temperature Difference - A Reappraisalneozero2006Belum ada peringkat
- PUMP-PALANGGA MO SAPATH NA, NO PRESSUREDokumen6 halamanPUMP-PALANGGA MO SAPATH NA, NO PRESSUREDianne Kaye AndradeBelum ada peringkat
- Shell and Tube Heat Exchanger Design Using CFD ToolsDokumen4 halamanShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamBelum ada peringkat
- 521taaai 2Dokumen7 halaman521taaai 2Erwin FerdianBelum ada peringkat
- Choke Flow CV PDFDokumen5 halamanChoke Flow CV PDFMarcos IzquierdoBelum ada peringkat
- VBClientDokumen4 halamanVBClientRector KhanBelum ada peringkat
- Aspentech Course Catalog Fy18Dokumen27 halamanAspentech Course Catalog Fy18Waseem AkramBelum ada peringkat
- Application of Excel in Solving Heat Exchanger ProblemsDokumen22 halamanApplication of Excel in Solving Heat Exchanger ProblemsVasi ChiriacBelum ada peringkat
- Analysis of A Failed Pipe Elbow in Geothermal Production Facility PDFDokumen7 halamanAnalysis of A Failed Pipe Elbow in Geothermal Production Facility PDFAz ArBelum ada peringkat
- Dynamic Process Simulation When Do We Really Need ItDokumen4 halamanDynamic Process Simulation When Do We Really Need ItDenis GontarevBelum ada peringkat
- Homework 4 SolutionsDokumen7 halamanHomework 4 Solutionscalebgriffin31Belum ada peringkat
- Methods For Calculating EfficiencyDokumen5 halamanMethods For Calculating EfficiencyNakkolopBelum ada peringkat
- Automatic Control The Hidden TechnologyDokumen13 halamanAutomatic Control The Hidden Technologye-barbas6378Belum ada peringkat
- U of A ANSYS Tutorials - Coupled Structural - Thermal AnalysisDokumen7 halamanU of A ANSYS Tutorials - Coupled Structural - Thermal AnalysisSantosh KumarBelum ada peringkat
- Fluent-Intro 17.0 Module09 BestPractices PDFDokumen43 halamanFluent-Intro 17.0 Module09 BestPractices PDFHennry Anderson Zumaran SanchezBelum ada peringkat
- Aspen Plus CourseDokumen4 halamanAspen Plus CourseVigneshwaran Santharam100% (1)
- Heat Exchangers ReportDokumen16 halamanHeat Exchangers Report刘羿村Belum ada peringkat
- CHME324-B-Lab Manual Fall 2016 (Ahmed Elkhatat)Dokumen99 halamanCHME324-B-Lab Manual Fall 2016 (Ahmed Elkhatat)bebsybiswezBelum ada peringkat
- Models - Ssf.convection Porous MediumDokumen10 halamanModels - Ssf.convection Porous MediumArih FadiBelum ada peringkat
- Plate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFDokumen12 halamanPlate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFFrandhoni UtomoBelum ada peringkat
- Chapter 3 Final Control ElementDokumen77 halamanChapter 3 Final Control Elementmuhammad izzulBelum ada peringkat
- Comparative Study EN 13445 / ASME Section VIII Div. 1 & 2Dokumen48 halamanComparative Study EN 13445 / ASME Section VIII Div. 1 & 2Anand PatelBelum ada peringkat
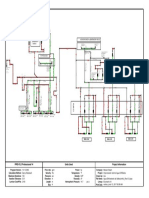
- PFD - Nitrogen Plant UTL Plaju (Cold Box)Dokumen1 halamanPFD - Nitrogen Plant UTL Plaju (Cold Box)Arga YudhaBelum ada peringkat
- Sim4me PortalDokumen59 halamanSim4me Portalmfruge7Belum ada peringkat
- Steam and The Organisation: Block 1 IntroductionDokumen14 halamanSteam and The Organisation: Block 1 IntroductionAnonymous iDZ8F1AvQPBelum ada peringkat
- Gas Loads in Vacuum SystemsDokumen7 halamanGas Loads in Vacuum SystemsEduardo LopesBelum ada peringkat
- Heat Exchanger PDFDokumen9 halamanHeat Exchanger PDFsunita45Belum ada peringkat
- Design of Shell and Tube Heat ExchangerDokumen4 halamanDesign of Shell and Tube Heat ExchangerIqra Safdar100% (1)
- Kettle Reboilers Chemical Engineering Design Ray SinnoyDokumen6 halamanKettle Reboilers Chemical Engineering Design Ray SinnoyFederico BogettiBelum ada peringkat
- Dynamic SimulationDokumen22 halamanDynamic SimulationUsama IqbalBelum ada peringkat
- Optimizing A Large Vessel Separator DesignDokumen9 halamanOptimizing A Large Vessel Separator DesignmctimlimBelum ada peringkat
- AS401COL (195kta) Aspen ReportDokumen102 halamanAS401COL (195kta) Aspen ReportNoman AshrafBelum ada peringkat
- Beggs and Brill Correlation for Liquid Holdup and Friction FactorDokumen6 halamanBeggs and Brill Correlation for Liquid Holdup and Friction FactorAli Al AkbarBelum ada peringkat
- Simulation of Compressors With The Help of An Engineering EquatiDokumen9 halamanSimulation of Compressors With The Help of An Engineering EquatiFernandoFloresBelum ada peringkat
- CE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasDokumen41 halamanCE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasRickyWisaksonoBelum ada peringkat
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDokumen11 halamanInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIIBelum ada peringkat
- Introduction To HYSYS Plant2.4 Bubble Dew & FlashesDokumen7 halamanIntroduction To HYSYS Plant2.4 Bubble Dew & FlashesMagdyBelum ada peringkat
- Environmental Impacts of Plastic RecyclingDokumen2 halamanEnvironmental Impacts of Plastic RecyclingBernard BaluyotBelum ada peringkat
- Document DividerDokumen14 halamanDocument DividerBernard BaluyotBelum ada peringkat
- Minor ProblemsDokumen7 halamanMinor ProblemsBernard BaluyotBelum ada peringkat
- RequestDokumen3 halamanRequestBernard BaluyotBelum ada peringkat
- Petro ResearchDokumen10 halamanPetro ResearchBernard BaluyotBelum ada peringkat
- CFPP DataDokumen1 halamanCFPP DataBernard BaluyotBelum ada peringkat
- MarginDokumen1 halamanMarginBernard BaluyotBelum ada peringkat
- CHELAWSDokumen50 halamanCHELAWSBernard BaluyotBelum ada peringkat
- EmeemeDokumen3 halamanEmeemeBernard BaluyotBelum ada peringkat
- Pamantasan NG Lungsod NG MaynilaDokumen1 halamanPamantasan NG Lungsod NG MaynilaBernard BaluyotBelum ada peringkat
- Z G+P V V U Q+W Z G+ P V V U: Basic Concepts of Fluid TransportDokumen6 halamanZ G+P V V U Q+W Z G+ P V V U: Basic Concepts of Fluid TransportBernard BaluyotBelum ada peringkat
- DMPDokumen1 halamanDMPBernard BaluyotBelum ada peringkat
- Basic Concepts of Fluid TransportDokumen14 halamanBasic Concepts of Fluid TransportBernard BaluyotBelum ada peringkat
- 5th Y3@rDokumen1 halaman5th Y3@rBernard BaluyotBelum ada peringkat
- Magnificent: Chorus You Are Magnificent, Eternally Wonderful, Glorious Jesus No One Ever Will Compare To You JesusDokumen7 halamanMagnificent: Chorus You Are Magnificent, Eternally Wonderful, Glorious Jesus No One Ever Will Compare To You JesusBernard BaluyotBelum ada peringkat
- Promissory NoteDokumen1 halamanPromissory NoteBernard BaluyotBelum ada peringkat
- Heat Transfer EquipmentDokumen105 halamanHeat Transfer EquipmentBernard BaluyotBelum ada peringkat
- Activity Plan TechnicalDokumen12 halamanActivity Plan TechnicalBernard BaluyotBelum ada peringkat
- Activity Person-In-Charge Deadline of Submission: Technical Study ScheduleDokumen1 halamanActivity Person-In-Charge Deadline of Submission: Technical Study ScheduleBernard BaluyotBelum ada peringkat
- List of Graduating StudentsDokumen1 halamanList of Graduating StudentsBernard BaluyotBelum ada peringkat
- A. All AreasDokumen4 halamanA. All AreasBernard BaluyotBelum ada peringkat
- Centrifuge HomieDokumen6 halamanCentrifuge HomieBernard BaluyotBelum ada peringkat
- Raw Materials Pretreatment: A. WashingDokumen73 halamanRaw Materials Pretreatment: A. WashingBernard BaluyotBelum ada peringkat
- Samle ProblemDokumen5 halamanSamle ProblemBernard BaluyotBelum ada peringkat
- Computer Application in CHEDokumen3 halamanComputer Application in CHEBernard BaluyotBelum ada peringkat
- Computer ApplicationDokumen6 halamanComputer ApplicationBernard BaluyotBelum ada peringkat
- Attention!: See You!Dokumen2 halamanAttention!: See You!Bernard BaluyotBelum ada peringkat
- Sample Significance of The StudyDokumen1 halamanSample Significance of The StudyBernard BaluyotBelum ada peringkat
- 4th Year Shirt SizesDokumen1 halaman4th Year Shirt SizesBernard BaluyotBelum ada peringkat
- EN Galileo Uitgebreide Handleiding 15-09Dokumen20 halamanEN Galileo Uitgebreide Handleiding 15-09AmeniBelum ada peringkat
- Metalkraft - Decking and Roofing Brochure - NEWDokumen6 halamanMetalkraft - Decking and Roofing Brochure - NEWParthasarathi H RBelum ada peringkat
- Internship SeminarDokumen28 halamanInternship Seminarkavya kruthiBelum ada peringkat
- FEM GHG Emission Factors FEM 2021Dokumen13 halamanFEM GHG Emission Factors FEM 2021Emdad YusufBelum ada peringkat
- CV Imam 2017Dokumen2 halamanCV Imam 2017Imam SitumeangBelum ada peringkat
- Furadur Kittloesung 20120416 en SD 91070119 PDFDokumen9 halamanFuradur Kittloesung 20120416 en SD 91070119 PDFBarbara Andreina Sanchez AmayaBelum ada peringkat
- Advanced Level Problems: Q. No. 1 To 3 (3 Questions)Dokumen78 halamanAdvanced Level Problems: Q. No. 1 To 3 (3 Questions)Saravanan BBelum ada peringkat
- MNIT Jaipur Tender for Construction of Academic Lecture TheatresDokumen102 halamanMNIT Jaipur Tender for Construction of Academic Lecture Theatresdrjonesg19585102Belum ada peringkat
- X. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionDokumen4 halamanX. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionKolddeBelum ada peringkat
- DOWSIL™ 795 Structural Glazing Sealant Technical Data SheetDokumen5 halamanDOWSIL™ 795 Structural Glazing Sealant Technical Data SheetTrung Nguyễn NgọcBelum ada peringkat
- Rheology Book PDFDokumen268 halamanRheology Book PDFPaulo SouzaBelum ada peringkat
- Readymix ProfileDokumen33 halamanReadymix ProfileAyman HammodehBelum ada peringkat
- Kinetic Study of Copper Chemistry in Chemical Mechanical PolishinDokumen171 halamanKinetic Study of Copper Chemistry in Chemical Mechanical Polishinmuhammad ismailBelum ada peringkat
- Deflection of Simply-Supported Beams: Title of The ExperimentDokumen21 halamanDeflection of Simply-Supported Beams: Title of The Experimentopeyemi71Belum ada peringkat
- Cais ManualDokumen29 halamanCais ManualGianiBelum ada peringkat
- Fosroc Renderoc Laxtra Plus: Constructive SolutionsDokumen2 halamanFosroc Renderoc Laxtra Plus: Constructive SolutionsVincent Javate0% (1)
- Assignment No 1Dokumen3 halamanAssignment No 1Sumit NagpalBelum ada peringkat
- Filters ENDokumen11 halamanFilters ENChris GavevaBelum ada peringkat
- Dapus Rekristalisasi.Dokumen35 halamanDapus Rekristalisasi.RamaBelum ada peringkat
- 01 Well Cementing - Day 1 PDFDokumen131 halaman01 Well Cementing - Day 1 PDFام فاطمة البطاط100% (1)
- Thin Layer Chromatography NSDokumen32 halamanThin Layer Chromatography NSAnand NanavatyBelum ada peringkat
- Ec Clean - SdsDokumen5 halamanEc Clean - SdsMary JosephineBelum ada peringkat
- Preliminary Welding Procedure Specification Pwps PDF FreeDokumen1 halamanPreliminary Welding Procedure Specification Pwps PDF FreeFirozBelum ada peringkat
- 31380112Dokumen5 halaman31380112Pedro Luis Choque MamaniBelum ada peringkat
- All Cable Lugs and Connectors CatalogDokumen28 halamanAll Cable Lugs and Connectors CatalogTaufiq HidayatBelum ada peringkat
- Vlsidesign MCQDokumen18 halamanVlsidesign MCQAkanksha DixitBelum ada peringkat
- Beton Dizayn ProgramiDokumen4 halamanBeton Dizayn Programibarış sökeBelum ada peringkat
- Miscellaneous Treatment MethodsDokumen25 halamanMiscellaneous Treatment Methodsjong LacBelum ada peringkat
- Graphite Degeneration in The Superficial Layer ofDokumen11 halamanGraphite Degeneration in The Superficial Layer ofBehdad ShariatiBelum ada peringkat
- Hydrostatic Testing of Yankee Dryers Often Does More HarmDokumen4 halamanHydrostatic Testing of Yankee Dryers Often Does More HarmmgmqroBelum ada peringkat