Anda mungkin juga menyukai
- Engineering Drawing by N.D BhattDokumen738 halamanEngineering Drawing by N.D BhattJagadish90% (48)
- Sine BarDokumen13 halamanSine BarmaneeshBelum ada peringkat
- Measure Unknown Angles Using a Sine BarDokumen4 halamanMeasure Unknown Angles Using a Sine BarMohsin Munawar67% (3)
- Measure Unknown Angles Using a Sine BarDokumen4 halamanMeasure Unknown Angles Using a Sine BarMohsin Munawar67% (3)
- Fluid Mechanics - R.K.Bansal PDFDokumen287 halamanFluid Mechanics - R.K.Bansal PDFsubhash90% (21)
- Question BankDokumen7 halamanQuestion BankFlorence MercyBelum ada peringkat
- For More Presentation Go To: Metal Cutting LatheDokumen74 halamanFor More Presentation Go To: Metal Cutting Lathebabu319Belum ada peringkat
- ME2308 Metrology and Measurements Lab ManualDokumen48 halamanME2308 Metrology and Measurements Lab ManualratchagarajaBelum ada peringkat
- Introductory Macroeconomics XIIDokumen28 halamanIntroductory Macroeconomics XIISnigdha100% (1)
- Force MeasurementDokumen18 halamanForce MeasurementKali DasBelum ada peringkat
- Straightness Flatness Roundness CylindricityDokumen7 halamanStraightness Flatness Roundness CylindricityChristopher Plume De ChineBelum ada peringkat
- Unit 2 MetrologyDokumen32 halamanUnit 2 MetrologyMuthuvel M83% (6)
- CYLINDRICITYDokumen10 halamanCYLINDRICITYKumar ChowdaryBelum ada peringkat
- Micrometer Calibration Using Slip GaugesDokumen6 halamanMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Angle Measurement PDFDokumen85 halamanAngle Measurement PDFSnigdhaBelum ada peringkat
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDokumen11 halamanExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)Belum ada peringkat
- BME UNIT II MeasurementDokumen55 halamanBME UNIT II MeasurementVivek Patel100% (1)
- Lect - Linear and Angular Measurements PDFDokumen118 halamanLect - Linear and Angular Measurements PDFEmmanuel Thomas100% (1)
- Metrology Comparators Unit 7Dokumen36 halamanMetrology Comparators Unit 7Santhosh Kumar100% (1)
- RESEARCH METHODOLOGY (Eng) 11.5 MB PDFDokumen107 halamanRESEARCH METHODOLOGY (Eng) 11.5 MB PDFM. Yani ST.,M.TBelum ada peringkat
- Lab 2 MM322 Final ReportDokumen8 halamanLab 2 MM322 Final ReportJnrBelum ada peringkat
- Mechanical Measurement LaboratoryDokumen24 halamanMechanical Measurement LaboratoryMahendra SinghBelum ada peringkat
- MILLING LAB EXPERIMENTDokumen12 halamanMILLING LAB EXPERIMENTLuqman HakimBelum ada peringkat
- Screw Thread MeasurementDokumen55 halamanScrew Thread MeasurementMadhuBelum ada peringkat
- Metrology Lab Manual NewDokumen41 halamanMetrology Lab Manual Newg venkatesh100% (1)
- 1.length StandardsDokumen23 halaman1.length StandardsBala Sundar M100% (1)
- Lab ManualDokumen19 halamanLab ManualAjij Mujawar100% (1)
- Roundness ExperimentDokumen8 halamanRoundness ExperimentLanceal TanBelum ada peringkat
- TURNING LAB EXPERIMENTDokumen12 halamanTURNING LAB EXPERIMENTLuqman HakimBelum ada peringkat
- ComparatorsDokumen23 halamanComparatorsShashwat RaiBelum ada peringkat
- Experiment 4Dokumen3 halamanExperiment 4Arvind BhosaleBelum ada peringkat
- Metrology and Measurements Lab PDFDokumen65 halamanMetrology and Measurements Lab PDFGopal Krishan Sharma0% (1)
- Measure Dimensions Using Metrology ToolsDokumen21 halamanMeasure Dimensions Using Metrology ToolselavarasanBelum ada peringkat
- Accurate Steel Blocks for Dimensional ChecksDokumen14 halamanAccurate Steel Blocks for Dimensional ChecksShyam VimalKumarBelum ada peringkat
- Chapter 1 - Part 2 - ANGULAR MEASUREMENTDokumen17 halamanChapter 1 - Part 2 - ANGULAR MEASUREMENTSrinivas Shinu100% (2)
- Mechanical Advantage and Transmission AngleDokumen3 halamanMechanical Advantage and Transmission AngleMohankumarBelum ada peringkat
- Intoduction: Tylor's Principle For Gauge DesignDokumen13 halamanIntoduction: Tylor's Principle For Gauge DesignDollar Daik100% (1)
- Automats and Tool LayoutsDokumen20 halamanAutomats and Tool LayoutsAyesha IshuBelum ada peringkat
- Cotter Joint Design GuideDokumen15 halamanCotter Joint Design GuidenkchandruBelum ada peringkat
- AIP Lab Manual - 012110050524 - 1Dokumen11 halamanAIP Lab Manual - 012110050524 - 1Martin De Boras PragashBelum ada peringkat
- ME 6504 Metrology & Measurement All Unit NotesDokumen91 halamanME 6504 Metrology & Measurement All Unit NotesKannan KamalBelum ada peringkat
- Me 8513 MM Lab 2022 OddDokumen63 halamanMe 8513 MM Lab 2022 OddVelan PrintersBelum ada peringkat
- To Measure The Angles of Given Specimen Using Bevel ProtractorDokumen3 halamanTo Measure The Angles of Given Specimen Using Bevel ProtractorelavarasanBelum ada peringkat
- 65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 NewDokumen15 halaman65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 Newmr.tommy12143Belum ada peringkat
- Interchangeability in MetrologyDokumen5 halamanInterchangeability in Metrologyesakkiraj05100% (1)
- CNC Machine Lab Report and Process PlannDokumen5 halamanCNC Machine Lab Report and Process PlannMuhammad JahanzaibBelum ada peringkat
- Metrology Lab ManualDokumen33 halamanMetrology Lab ManualRachit_Goyal25_10Belum ada peringkat
- Me 8381 - Computer Aided Machine DrawingDokumen44 halamanMe 8381 - Computer Aided Machine DrawingJayaram R S [MECH]Belum ada peringkat
- Machine Tool TestingDokumen9 halamanMachine Tool TestingAdhan AliBelum ada peringkat
- Universal 3 Jaw Chuck Lathe StudyDokumen5 halamanUniversal 3 Jaw Chuck Lathe StudyHasnain AshrafBelum ada peringkat
- HIDDEN SURFACE REMOVAL ALGORITHMSDokumen8 halamanHIDDEN SURFACE REMOVAL ALGORITHMSAshok KumarBelum ada peringkat
- Evolution of Radial Drilling MachineDokumen52 halamanEvolution of Radial Drilling MachineHari Krishna75% (4)
- ME232Geometric Tolerancing Classnotes: An Introduction to Geometric Dimensioning and Tolerancing ConceptsDokumen6 halamanME232Geometric Tolerancing Classnotes: An Introduction to Geometric Dimensioning and Tolerancing ConceptsEngineernadeemshahidBelum ada peringkat
- ME2308 Lab ManualDokumen28 halamanME2308 Lab ManualNishanth ShannmugamBelum ada peringkat
- Metrology and Computer Aided InspectionDokumen3 halamanMetrology and Computer Aided InspectionccritamBelum ada peringkat
- MT-II LAB ManualDokumen44 halamanMT-II LAB ManualGANESH KUMARBelum ada peringkat
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDokumen12 halamanDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaBelum ada peringkat
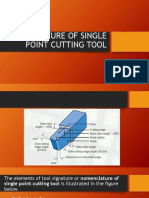
- Tool Signature ElementsDokumen11 halamanTool Signature ElementsMaljon Daren DalanginBelum ada peringkat
- Design and Modification of Bench Vice by Increasing The Degrees of FreedomDokumen4 halamanDesign and Modification of Bench Vice by Increasing The Degrees of FreedomGRD JournalsBelum ada peringkat
- Marking OutDokumen2 halamanMarking OutOladimeji TaiwoBelum ada peringkat
- Lab 6 - Face Milling On CNC MachineDokumen5 halamanLab 6 - Face Milling On CNC MachineHaris NaveedBelum ada peringkat
- Me2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Dokumen29 halamanMe2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Ashok Kumar Rajendran75% (4)
- Work HoldingDokumen5 halamanWork HoldingKANDALA RAJASHEKAR REDDYBelum ada peringkat
- Manufacturing Technology Lab Manual Safety RulesDokumen34 halamanManufacturing Technology Lab Manual Safety RulesSamuelPannierselvamShirleyBelum ada peringkat
- MQA Lab Manual 2018-2019Dokumen27 halamanMQA Lab Manual 2018-2019poluri manicharanBelum ada peringkat
- Introduction of Micrometer Screw GaugeDokumen8 halamanIntroduction of Micrometer Screw Gaugesamar karemoreBelum ada peringkat
- Metrology: Nri Institute of TechnologyDokumen55 halamanMetrology: Nri Institute of TechnologyKasijanto JantoBelum ada peringkat
- Assignment - 4Dokumen2 halamanAssignment - 4subhashBelum ada peringkat
- Impact Test (Izod) AIM: - To Determine The Impact Strength of Steel by Izod Impact Test ApparatusDokumen2 halamanImpact Test (Izod) AIM: - To Determine The Impact Strength of Steel by Izod Impact Test ApparatussubhashBelum ada peringkat
- Assignment 5Dokumen2 halamanAssignment 5subhashBelum ada peringkat
- Assignment - 1Dokumen2 halamanAssignment - 1subhashBelum ada peringkat
- Nuclear Interactions and ApplicationsDokumen42 halamanNuclear Interactions and ApplicationssubhashBelum ada peringkat
- Radioactive Waste Handling, Storage and DisposalDokumen12 halamanRadioactive Waste Handling, Storage and DisposalsubhashBelum ada peringkat
- Deep Learning: by Subhash CDokumen18 halamanDeep Learning: by Subhash CsubhashBelum ada peringkat
- Research Supervisor Profile Review Status Report: SL - No. Appl - No Rsri Name Designation College StatusDokumen3 halamanResearch Supervisor Profile Review Status Report: SL - No. Appl - No Rsri Name Designation College StatussubhashBelum ada peringkat
- Assignment - 1Dokumen2 halamanAssignment - 1subhashBelum ada peringkat
- Louisiana State University Radiation Safety Office: Radioactive Waste Handling, Storage and DisposalDokumen14 halamanLouisiana State University Radiation Safety Office: Radioactive Waste Handling, Storage and DisposalsubhashBelum ada peringkat
- Turbocharger Design For A 1.8 Liter Turbocharged Gasoline Engine Using An Integrated MethodDokumen11 halamanTurbocharger Design For A 1.8 Liter Turbocharged Gasoline Engine Using An Integrated MethodsubhashBelum ada peringkat
- Physics March 2014 Kannada Version PDFDokumen8 halamanPhysics March 2014 Kannada Version PDFPrasad C MBelum ada peringkat
- Cms M& M ManualsDokumen38 halamanCms M& M ManualssubhashBelum ada peringkat
- Angewandte: Zhan Lin, Zengcai Liu, Wujun Fu, Nancy J. Dudney, and Chengdu LiangDokumen4 halamanAngewandte: Zhan Lin, Zengcai Liu, Wujun Fu, Nancy J. Dudney, and Chengdu LiangsubhashBelum ada peringkat
- Measuring Devices ChapterDokumen30 halamanMeasuring Devices ChapterBa BuBelum ada peringkat
- ScriptDokumen16 halamanScriptWarlitha DucayBelum ada peringkat
- Machine Learning Problem Statements for Cybersecurity, Intrusion Detection, and Sentiment AnalysisDokumen1 halamanMachine Learning Problem Statements for Cybersecurity, Intrusion Detection, and Sentiment AnalysissubhashBelum ada peringkat
- INDIAN ECONOMY - Scheme of Evaluation - Mid-2Dokumen15 halamanINDIAN ECONOMY - Scheme of Evaluation - Mid-2subhashBelum ada peringkat
- Bimetallic Thermometer: Instrumentation and Process ControlDokumen11 halamanBimetallic Thermometer: Instrumentation and Process ControlsubhashBelum ada peringkat
- CMM Guide: Measure Parts with Coordinate Measuring MachinesDokumen11 halamanCMM Guide: Measure Parts with Coordinate Measuring MachinessubhashBelum ada peringkat
- Trend of UrbanisationDokumen12 halamanTrend of UrbanisationsubhashBelum ada peringkat
- Pneumatic SystemDokumen28 halamanPneumatic SystemMohd FazillBelum ada peringkat
- Measurements & Metrology - Scheme of Evaluation - Mid-2Dokumen7 halamanMeasurements & Metrology - Scheme of Evaluation - Mid-2subhashBelum ada peringkat
- Lecture1424082946 PDFDokumen109 halamanLecture1424082946 PDFkaran5singh-12Belum ada peringkat
- Centralization and De-CentralizationDokumen10 halamanCentralization and De-CentralizationsubhashBelum ada peringkat
- Mechanical Measurements andDokumen29 halamanMechanical Measurements andsrajapratyBelum ada peringkat
- Metrology Lab Manual for Quality ControlDokumen29 halamanMetrology Lab Manual for Quality ControlssselvaBelum ada peringkat
- EME Project Dilpoma CLGDokumen10 halamanEME Project Dilpoma CLGJoshua KondkarBelum ada peringkat
- Measuring Lengths Using Digital Height Gauge and Angles Using Sine BarDokumen9 halamanMeasuring Lengths Using Digital Height Gauge and Angles Using Sine BarHanu VishnoiBelum ada peringkat
- Unit 2 Chapter 1 CMMD 2020Dokumen175 halamanUnit 2 Chapter 1 CMMD 2020Aditya RaoBelum ada peringkat
- Sine Bar'Dokumen6 halamanSine Bar'Jonathan PereiraBelum ada peringkat
- Experiment 3Dokumen3 halamanExperiment 3elavarasanBelum ada peringkat
- Measure Angles Accurately with a Sine BarDokumen5 halamanMeasure Angles Accurately with a Sine BarAmolBelum ada peringkat
- Mechanical Measurement Lab ExperimentsDokumen29 halamanMechanical Measurement Lab ExperimentsVINITBelum ada peringkat
- Metrology Lab ManualDokumen35 halamanMetrology Lab ManualNo NameBelum ada peringkat
- Measurements & Metrology PracticalDokumen91 halamanMeasurements & Metrology PracticalAU Aalim Muhammed Salegh Polytechnic CollegeBelum ada peringkat
- MQC Lab Manual 2021-2022-AutonomyDokumen39 halamanMQC Lab Manual 2021-2022-AutonomyAniket YadavBelum ada peringkat
- Engineering Metrology Lab ManualDokumen24 halamanEngineering Metrology Lab ManualcanilkumarrichithaBelum ada peringkat
- Linear & Angular Measurements: Subject Code 2141901 Subject Mechanical Measurement and MetrologyDokumen78 halamanLinear & Angular Measurements: Subject Code 2141901 Subject Mechanical Measurement and MetrologyNikunj YagnikBelum ada peringkat
- Disclosure To Promote The Right To Information: IS 5359 (1987) : Sine Bars (PGD 25: Engineering Metrology)Dokumen9 halamanDisclosure To Promote The Right To Information: IS 5359 (1987) : Sine Bars (PGD 25: Engineering Metrology)ayariseifallahBelum ada peringkat
- Chapter 3: Angular Measurements: Definition of AngleDokumen10 halamanChapter 3: Angular Measurements: Definition of AngleMohsin Munawar100% (1)
- Angular MeasurementDokumen12 halamanAngular MeasurementArunBelum ada peringkat
- Measuring Angles Using Sine BarDokumen4 halamanMeasuring Angles Using Sine Barsameerkhan_mhsscoe0% (1)
- Engg Metrology (C-4)Dokumen11 halamanEngg Metrology (C-4)Mohammed AseerBelum ada peringkat
- QA Lab ReportDokumen26 halamanQA Lab ReportAliBelum ada peringkat
- Experiment No. 3: Angle Measurement Metrology & Instrumentation (3341905)Dokumen7 halamanExperiment No. 3: Angle Measurement Metrology & Instrumentation (3341905)T.MBelum ada peringkat
- Measure Angles With Protractors & Sine BarsDokumen12 halamanMeasure Angles With Protractors & Sine BarsDollar DaikBelum ada peringkat
- Experiment No:-2: Aim: - ObjectiveDokumen4 halamanExperiment No:-2: Aim: - ObjectiveExertion FallBelum ada peringkat
- Measuring Angles and Dimensions Using Precision ToolsDokumen19 halamanMeasuring Angles and Dimensions Using Precision ToolsAitzazMurtazaBelum ada peringkat
- Lecture 4 ArDokumen25 halamanLecture 4 ArSherif SaidBelum ada peringkat
- Sine Principle and Sine Bars (Metrology)Dokumen8 halamanSine Principle and Sine Bars (Metrology)SayanSanyalBelum ada peringkat
- MMM NotesDokumen121 halamanMMM Notesbharathkumar0310Belum ada peringkat